光柵分層結構鋁膜塑變應力傳遞規律研究
2021-07-23 07:23:36許世英張寶慶
制造技術與機床 2021年7期
關鍵詞:模型
許世英 于 碩 張寶慶
(①長春工業大學工程訓練中心,吉林 長春 130012;②長春理工大學機電工程學院,吉林 長春 130022)
中階梯光柵作為光學儀器中的精密零部件,對其閃耀角及工作面型精度要求十分苛刻,故只能先利用機械刻劃工藝制作出母版,再進行批量生產[1]。光柵機械刻劃工藝是利用金剛石刻刀,對玻璃基底上分步鍍制的鋁膜層進行往復擠壓成型的加工過程。此過程中不產生切屑,利用鋁薄膜的彈塑性流動特性進行成槽[2]。因此明確機械刻劃過程中鋁膜的應力分布傳遞規律對進一步改進光柵鍍制及刻劃工藝具有重要意義。
目前已有學者對中階梯光柵薄膜制備提出了多項改進,例如楊海貴[3]改良了光柵鋁膜鍍制過程中夾具的高度及蒸發源位置,解決了徑向均勻性問題,獲得了半徑400 mm、高均勻性的中階梯光柵。李資正[4]提出了分步鍍制工藝,在繼承以往鋁膜優點的同時具有更小的表面粗糙度及更高的薄膜致密性,更適用于機械刻劃過程。同時對于鋁膜的力學特性,相關學者也進行了一定研究,張寶慶[5-6]提出分層鋁膜模型的建立思想與方法,并利用納米壓痕實驗分析了鋁膜的力學特性,利用有限元方法分析了殘余應力及基底效應對硬度的影響規律,最終表征了“三明治”式復合鋁膜毛坯的硬度。龐壯[7]揭示了厚鋁膜納米壓痕測試中存在的Pile-up現象,提出修正接觸投影面積的硬度修正計算方法。石廣豐[8]利用Deform軟件建立尖劈刻劃刀刃口及光柵毛坯模型,模擬了光柵機械刻劃過程,揭示了鋁膜成槽規律。
隨著薄膜鍍制工藝的不斷優化與改進,分步鍍制工藝獲得的鋁膜力學特性可以通過納米壓痕等實驗表征,但利用仿真模擬手段分析刻劃成槽塑變時,所采用的傳統連續均勻介質鋁膜模型不適用于開展鋁膜微觀結構對應力傳遞規律影響的研究,更無法通過形變模擬分析來指導刻劃試驗,進而降低試驗成本、減少試刻劃次數。針對此問題,本文基于中階梯光柵刻劃工藝中使用的分步鍍制鋁膜,利用混合率方法[9]將晶界特性與應力傳遞規律進行結合分析,獲取分層結構鋁膜機械刻劃過程中的形變規律,彌補真實刻劃試驗中無法動態研究鋁膜塑變流動方面的不足。
1 中階梯光柵分層鋁膜微觀結構觀測
為建立能準確反映鋁膜微觀結構的光柵鋁膜毛坯模型,對鋁膜真實結構進行觀測。試驗薄膜毛坯為在K9玻璃上,利用裝備美國TelemarkII型電子槍的電子束蒸發鍍膜機, 采用分步鍍制工藝獲得的厚鋁薄膜。觀測儀器為ZESSIS公司提供的Crossbeam550型掃描電鏡設備,最終得到的分層鋁膜截面圖如圖1所示。
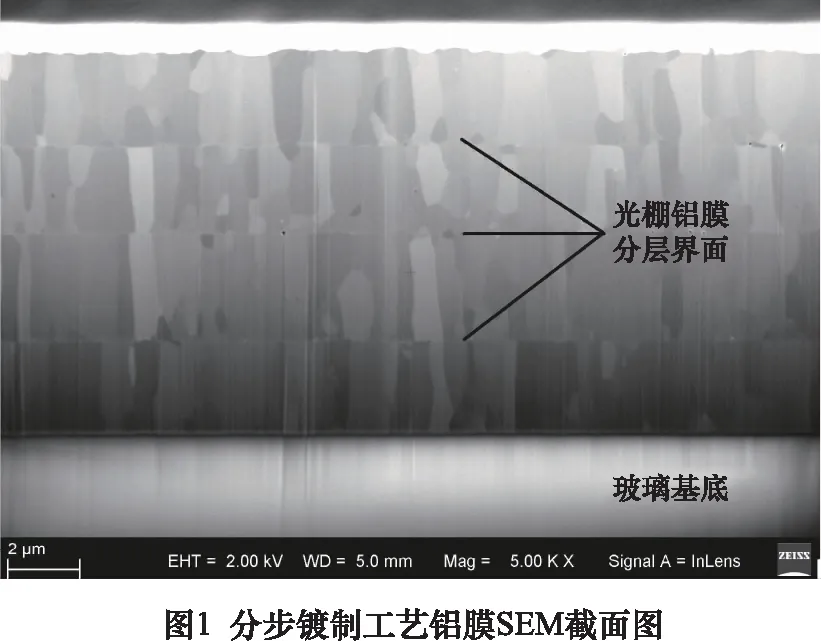
可以看出分步鍍制工藝直接導致薄膜內部產生明顯分層結構,打斷了晶粒的持續生長,對于每一層鋁膜而言,下方鋁膜可看做新的“基底”。因上方新鍍制膜層由于溫度的降低而晶粒尺寸相較于下方有所減小,又因晶格常數的變化比與晶粒尺寸存在一定的關系,所以即便是同種元素的間隔鍍制,此種分步鍍制方法同樣會在分層處引起晶格失配現象。這就意味著橫向分布的這3個界面可以等效為3層晶界。此時晶粒的橫向尺寸約為800 nm,縱向尺寸約為3 μm。在此尺度下依舊符合霍爾-佩奇公式[10],即
(1)
式中:σy為材料屈服極限,σ0為移動單個位錯時產生的晶格摩擦力,ky為與材料種類及晶粒尺寸有關的常數,d為平均晶粒直徑。可知晶粒尺寸的變化是導致鋁膜受力形變特性不同的因素之一。
2 中階梯光柵分層鋁膜納米壓痕實驗及屈服應力計算
2.1 納米壓痕實驗
實驗采用Agilent公司的Nano Indenter 6200 型納米壓痕儀,選用適合鋁薄膜力學性能測試的Berkovich壓頭,對單步鍍制工藝得到的鋁膜及多步鍍制工藝得到的鋁膜分別進行5 μm的壓痕測試。壓頭的接近速率為600 nm/min,加載速率為200 mN/min測得相關參數如表1所示,所選分析區間為500~5 000 nm,目的是避開尺度效應及氧化層影響。

表1 單、多層鋁膜納米壓痕數據
可以看到兩種鋁膜的硬度及彈性模量有所差異,多步鍍制工藝獲得的鋁膜硬度更大,符合實際機械刻劃實踐中直觀表現更“硬”的現象。由式(1)可知,分界面所帶來的晶粒尺寸減小現象是參數改變的主要原因。
2.2 鋁膜屈服應力參數的計算
鋁膜的屈服應力是模擬過程中的關鍵因素,對于微米量級尺度薄膜,屈服應力無法通過實驗直接準確獲取,采用馬德軍[11-12]提出的經驗公式,由納米壓痕實驗中獲取的載荷壓深曲線,結合有限元數值分析所得。
(2)
其中:Pmax為一定壓入深度下的最大壓入載荷,A、B、α、β、γ均為薄膜厚度相關系數。
參照文獻中的數據,利用插值法獲得了12 μm薄膜下的各參數值:A=5.4,B=2.31,α=1,β=0.98,γ=-0.32,n=0.131,σ0=1,E0=75.9。
代入式(2)中可得公式:
(3)
通過式(3)即可算出兩種鋁膜的整體屈服應力。接著應用混合率理論,將兩相晶粒模型中晶界與晶粒內部屈服應力進行劃分,即
σf=σg·kg+σgb·kgb
(4)
式中:σf為整體屈服應力,σgb為晶界處屈服應力,σg為內部屈服應力。kg、kgb分別為兩相在晶粒中所占的體積分數。針對兩種鋁膜在分層晶界處所導致的屈服應力差異,假設晶粒截面形狀為正方形,尺寸為0.8 μm,晶界尺寸設為0.08 μm。結合上述納米壓痕實驗測得的數據,最終計算出晶界及晶粒內部區域屈服應力分別為561.2 MPa和 163.7 MPa。
3 機械刻劃過程有限元仿真分析
3.1 鋁膜有限元模型的建立
在Abaqus軟件中,分別建立傳統的連續均勻介質模型以及新的兩相晶粒模型,如圖2所示。其中晶粒尺寸設為0.8 μm ×0.8 μm ×3 μm。基于圣維南定理,將光柵鋁膜尺寸設定為16 μm×32 μm×12 μm,基底設定為16 μm×32 μm×20 μm。

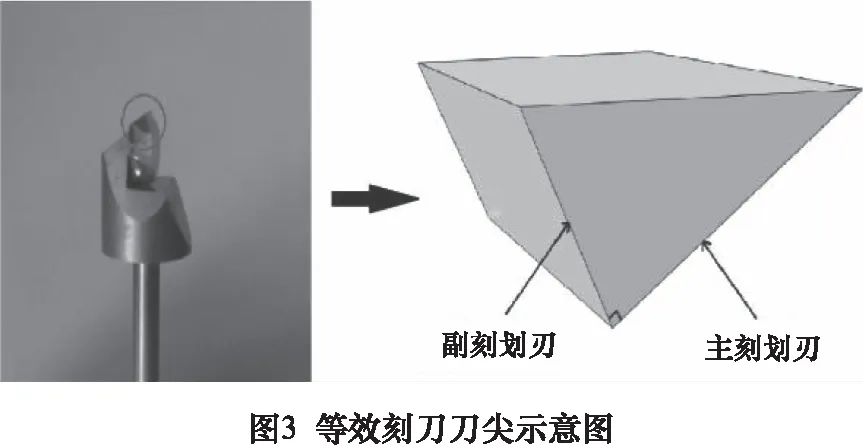
對于光柵機械刻劃過程,只有刻劃刀的刀尖部分與鋁膜接觸、參與切削,所以只需建立具有主,副刻劃刃的刀尖局部模型,無須建立刀柄等刀具其他結構。參照實際尖劈刻刀刀尖的各項參數,建立刀尖模型如圖3所示。
3.2 機械刻劃過程有限元仿真模擬
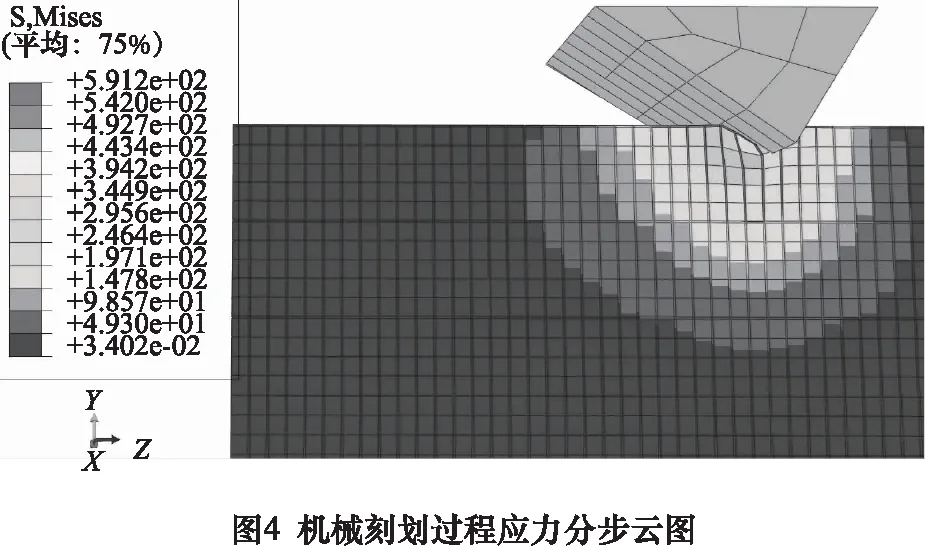
由于光柵具有周期性結構,兩次刻劃便能反映鋁膜的受力狀況及刻槽之間的相互影響規律。所以只進行往復兩次機械刻劃的仿真實驗,每次刻劃深度為2.2 μm,兩次刻劃相隔10 μm。對機械刻劃過程中鋁膜的應力分布云圖進行觀測,如圖4所示。可以發現兩相晶粒模型內的等效晶界對應力傳遞具有阻礙作用,刻劃過程中儲存有較大的應力,超過極限值后應力釋放傳遞至下一節點單元。所以相較于傳統的連續均質模型,新模型更能反映應力傳遞真實規律。整體來看鋁膜受力時應力傳遞偏向于主刻劃刃方向,這也是長程刻劃時主刻劃刃較副切削刃更易磨損的原因。
進一步對兩種模型的一道槽型與二道槽型進行觀測,如圖5~6所示。
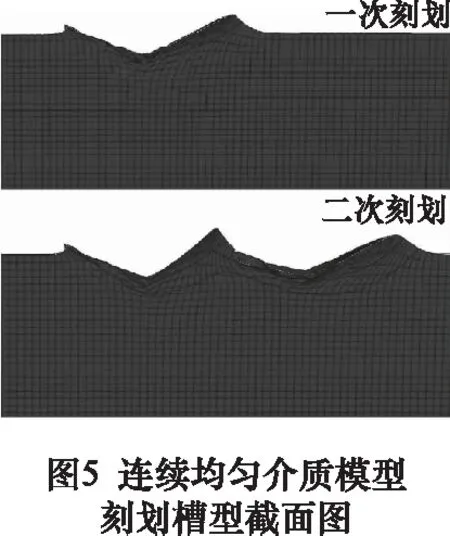
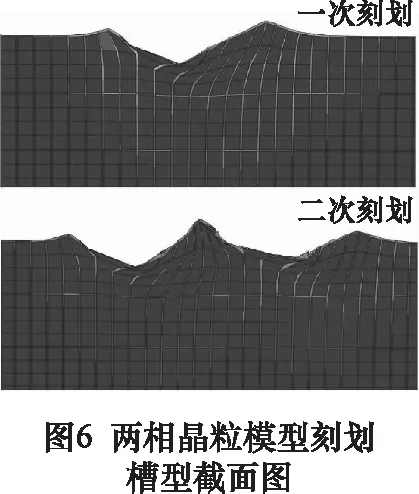
可以看出第二次刻劃過程中刀具的副刻劃刃會對上一道槽形產生擠壓作用,從而使得第一道刻槽的槽底角減小,隆起高度增加,形成最終槽型。從圖5~6中可直觀對比出連續均勻介質模型塑性流動性更強,這是因為忽略了晶界對應力的阻礙特性。此外對刻槽底部結點位移數據進行提取,發現連續均勻介質模型與兩相晶粒模型的刻槽槽底節點距原有表面的距離分別為1.34 μm及1.4 μm,相較于刻劃深度相差了860 nm及800 nm。
接著提取不同位置處的橫向晶界單元,以及晶粒單元的應力數據,如圖7、圖8所示。其中S11、S22、S33分別對應x、y、z這3個方向的應力。橫坐標是Abaqus中的相對時間,為無量綱單位。0~5 000為第一次刻劃過程,14 000~19 000為第二次刻劃過程。
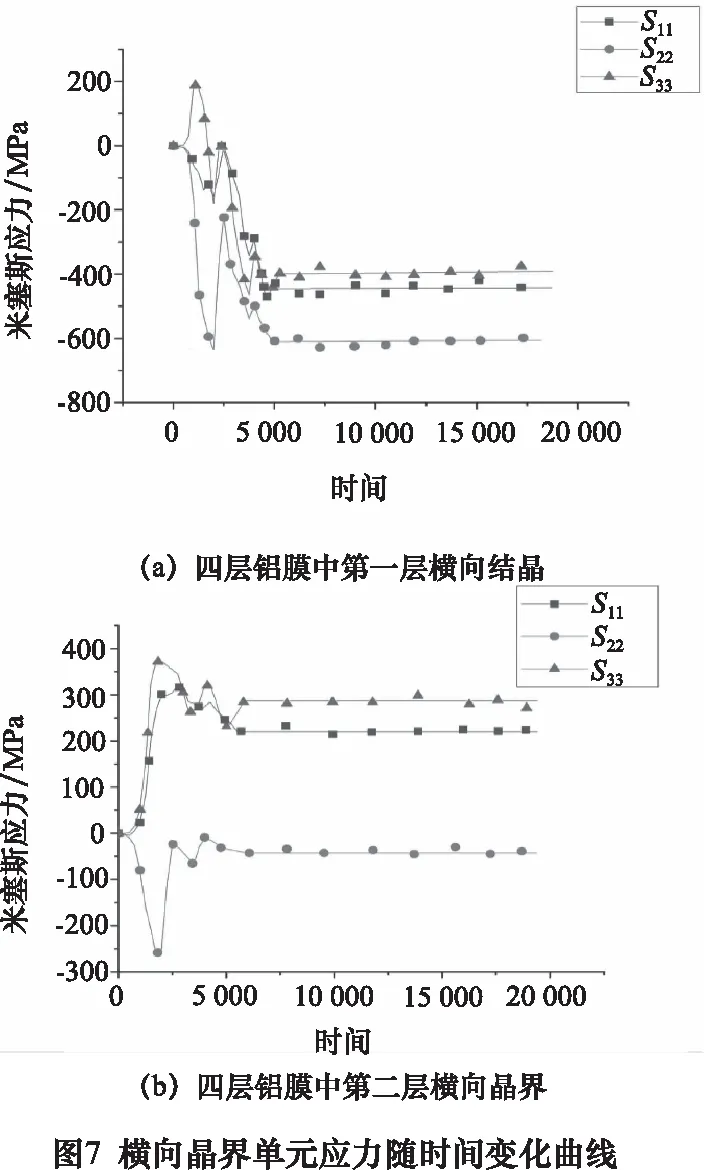
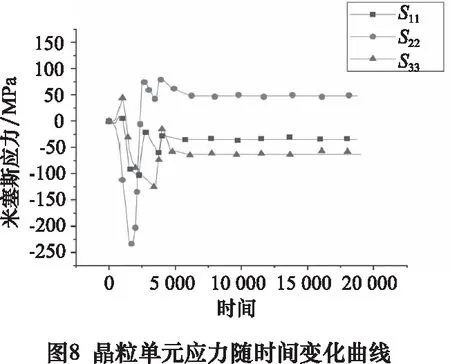
由應力時間曲線可知,對于橫向晶界,應力會先增大,此時對應著位錯的塞積過程,到達臨界值后,應力會傳遞至臨近的單元,進行短暫的釋放。之后受到的應力再次增大,最終趨于穩定,儲存一定大小的應力,其中臨近刻槽的橫向晶界各方向上儲存有壓應力,遠離刻槽的橫向晶界在y、z方向儲存拉應力,x方向儲存壓應力。而對于晶粒單元,其在y方向上儲存有拉應力,而在x、z方向儲存壓應力。這說明靠近刻槽的橫向晶界可以改善下方晶粒晶界拉應力釋放造成的回彈現象。
3.3 納米劃痕實驗
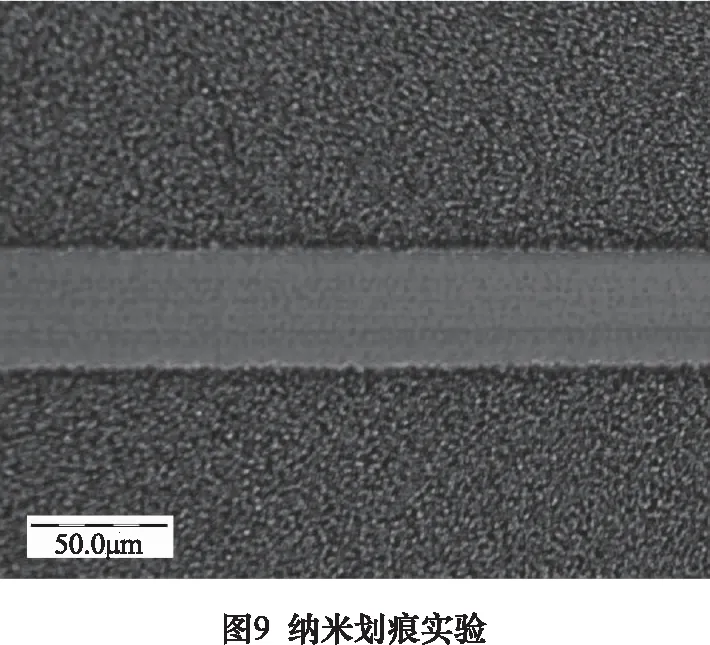
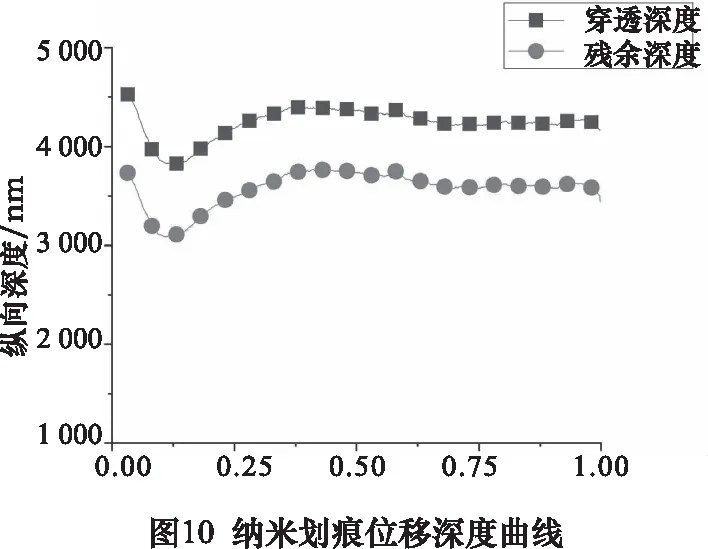
最后為驗證仿真分析數據的準確性,將上述納米壓痕實驗中的Berkovich壓頭改換為半徑100 μm的Rockwell型壓頭,此種球形壓頭可以利用納米壓痕設備進行線性劃痕實驗,且不易損壞。實驗中壓頭的行進速率為2 mm/min,刻劃總長度為1 mm。通過檢測獲得最終劃痕的形貌如圖9所示,可以看到刻槽整體形狀均勻,無缺陷。提取實驗中得到的深度數據繪制了位移-深度曲線,如圖10所示。雖然穩定刻劃時由于薄膜均勻性等問題致使穿透深度與殘余深度有小幅度波動,但兩者的差值即回彈量波動極小,約為750 nm,和仿真中的回彈數值基本吻合,與兩相晶粒模型的回彈量相比誤差約為7%,與傳統模型相比誤差約為14%。
4 結語
(1)通過分步鍍制工藝獲取的鋁膜存在明顯的分層界面,可等效為橫向分布的晶界。通過兩相晶粒模型可以很好地揭示分層結構鋁膜的應力傳遞分步規律。
(2)鋁膜在刻劃過程中應力傳遞偏向于主刻劃刃方向,解釋了主刻劃刃更易磨損的現象。在機械刻劃過后,晶粒內部會儲存一定的拉應力,是造成鋁膜回彈現象的根本原因,而距離刻槽底部近的晶界會儲存一定的壓應力,阻礙下方晶粒的回彈。
(3)采用新提出的兩相晶粒模型得到的回彈量與劃痕實驗中的回彈量數據相比,誤差為7%,較傳統模型減小了一半。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
