基于FANUC系統(tǒng)的數(shù)控機(jī)床電氣虛擬調(diào)試技術(shù)的實(shí)現(xiàn)
2021-07-23 07:23:40王寶平王鴻博阮衛(wèi)平胡潤(rùn)光
制造技術(shù)與機(jī)床 2021年7期
王寶平 王鴻博 阮衛(wèi)平 胡潤(rùn)光
(①北京發(fā)那科數(shù)控工程有限公司,北京 100102;②順德職業(yè)技術(shù)學(xué)院,廣東 順德 528300;③廣東鍛壓機(jī)床廠(chǎng)有限公司,廣東 順德528300)
數(shù)字化制造是未來(lái)制造業(yè)發(fā)展的主要方向,運(yùn)用虛實(shí)結(jié)合的虛擬調(diào)試技術(shù)可極大縮短裝備制造周期[1-4],提升產(chǎn)品質(zhì)量及便于維護(hù)調(diào)試。日本FANUC公司推出的FANUC CNC GUIDE軟件是針對(duì)FANUCi系列數(shù)控系統(tǒng)的在線(xiàn)調(diào)試數(shù)字化仿真軟件,其具有與數(shù)控系統(tǒng)完全兼容的仿真環(huán)境(數(shù)據(jù)兼容),可執(zhí)行與實(shí)際CNC相同的顯示、操作、調(diào)試等仿真功能。為在虛擬環(huán)境中模擬仿真真實(shí)數(shù)控系統(tǒng)的相關(guān)電氣設(shè)計(jì)提供了技術(shù)上的可行性。
本文以實(shí)際應(yīng)用案例在FANUC CNC GUIDE仿真軟件上的具體應(yīng)用,旨在探討該仿真軟件的應(yīng)用功能,方便讀者利用虛擬和現(xiàn)實(shí)相結(jié)合的方式,提前驗(yàn)證相關(guān)設(shè)計(jì)的正確性,以提高調(diào)試工作的便捷性和高效性。為技術(shù)人員、學(xué)者學(xué)習(xí)和應(yīng)用FANUC數(shù)控系統(tǒng)相關(guān)知識(shí)及技術(shù)提供借鑒。
1 虛擬調(diào)試
虛擬調(diào)試技術(shù)在機(jī)床制造領(lǐng)域是指通過(guò)虛擬技術(shù)創(chuàng)建出物理制造環(huán)境的數(shù)字復(fù)制品,以用于測(cè)試和驗(yàn)證產(chǎn)品設(shè)計(jì)的合理性。基于傳統(tǒng)的機(jī)床機(jī)械設(shè)計(jì)和電氣設(shè)計(jì)由于較長(zhǎng)的現(xiàn)場(chǎng)調(diào)試時(shí)間和不斷完善、驗(yàn)證的過(guò)程質(zhì)量控制,使得制造時(shí)間較長(zhǎng),有時(shí)不僅帶來(lái)了生產(chǎn)上的損失,也推遲了新品的上市時(shí)間,而虛擬調(diào)試技術(shù)的出現(xiàn)恰好解決了這一技術(shù)難題。
數(shù)控機(jī)床電氣虛擬調(diào)試技術(shù)是在虛擬環(huán)境中調(diào)試PMC程序、二次開(kāi)發(fā)畫(huà)面的源程序、動(dòng)作調(diào)用的宏程序及零件加工程序,通過(guò)不斷調(diào)整虛擬仿真來(lái)驗(yàn)證機(jī)床的自動(dòng)化運(yùn)行和加工的合理性、可行性,根據(jù)仿真結(jié)果可以不斷對(duì)方案和設(shè)計(jì)進(jìn)行優(yōu)化。再將這些數(shù)據(jù)和代碼下載到真實(shí)設(shè)備中,從而大幅縮減調(diào)試周期。和傳統(tǒng)調(diào)試不同的是,電氣虛擬調(diào)試技術(shù)可以在現(xiàn)場(chǎng)改造前期,直接在虛擬環(huán)境下對(duì)電氣方案設(shè)計(jì)、PMC設(shè)計(jì)、人機(jī)界面設(shè)計(jì)、電氣調(diào)試等進(jìn)行整合,讓設(shè)備在未安裝之前已經(jīng)完成調(diào)試,不會(huì)造成硬件資源的浪費(fèi)。傳統(tǒng)現(xiàn)場(chǎng)調(diào)試與虛擬調(diào)試的區(qū)別如圖1所示[5-8]。
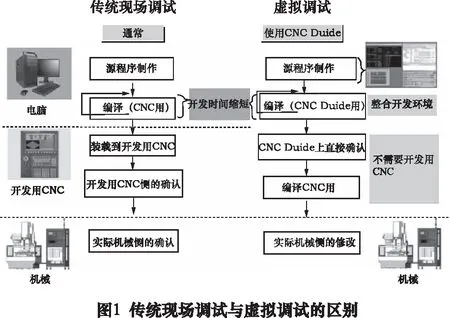
從控制原理上說(shuō),在傳統(tǒng)現(xiàn)場(chǎng)調(diào)試時(shí)使用FANUC 0i-MF Plus數(shù)控系統(tǒng),通過(guò)FSSB總線(xiàn)來(lái)控制主軸驅(qū)動(dòng)模塊、伺服軸驅(qū)動(dòng)模塊,從而驅(qū)動(dòng)主軸電機(jī)和伺服電機(jī)的運(yùn)動(dòng);通過(guò)I/O LINK總線(xiàn)來(lái)連接I/O模塊,PMC程序控制機(jī)床的輸入/輸出點(diǎn)的工作,用實(shí)際的系統(tǒng)硬件來(lái)進(jìn)行調(diào)試工作。
在虛擬環(huán)境中,我們用一臺(tái)運(yùn)行FANUC CNC GUIDE仿真軟件的計(jì)算機(jī)來(lái)模擬FANUC 0i-MF Plus數(shù)控系統(tǒng),CNC參數(shù)、PMC參數(shù)、PMC程序、宏程序、加工程序等都在CNC GUIDE環(huán)境中進(jìn)行虛擬仿真調(diào)試,仿真用的真實(shí)數(shù)控系統(tǒng)的數(shù)據(jù)和虛擬數(shù)控系統(tǒng)之間的讀入和輸出的雙向傳輸?shù)姆绞街饕腥缦聝煞N方式:
(1)作為卡文件的讀入和輸出
模擬仿真用的數(shù)控系統(tǒng)的數(shù)據(jù)先放入虛擬數(shù)控系統(tǒng)在計(jì)算機(jī)上提前指定的存儲(chǔ)卡文件讀入/輸出的文件夾路徑中(功能同真實(shí)數(shù)控系統(tǒng)的存儲(chǔ)卡槽一樣),再在虛擬數(shù)控系統(tǒng)相關(guān)數(shù)據(jù)的讀入/輸出畫(huà)面進(jìn)行相關(guān)操作實(shí)現(xiàn)數(shù)據(jù)的雙向傳輸(讀入/輸出的操作與真實(shí)的數(shù)控系統(tǒng)一樣),方法如下:
運(yùn)行FANUC CNC GUIDE(TOOLS)中的Setting Management Tool ,在Setting頁(yè)面中選擇提前建立的四(3+A)軸立式加工中心數(shù)控模型V325,在右側(cè)最下部Memory card folder中選擇提前在計(jì)算機(jī)上建立的存放數(shù)控模型V325存儲(chǔ)卡文件的文件夾,如圖2所示。
(2)計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)運(yùn)行FANUC專(zhuān)用軟件進(jìn)行雙向數(shù)據(jù)傳送
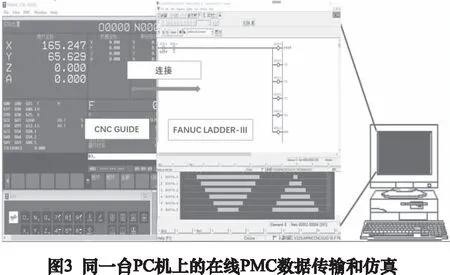
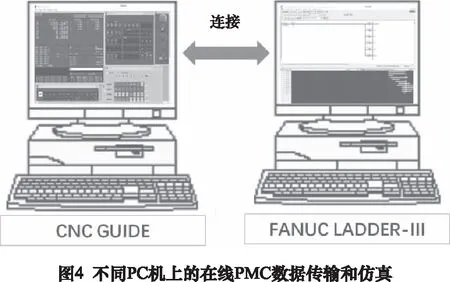
運(yùn)行如表1所示的FANUC常用專(zhuān)用軟件進(jìn)行在線(xiàn)數(shù)據(jù)傳輸和仿真,如PMC 編輯軟件FANUC LADDER-III既可以在運(yùn)行FANUC CNC GUIDE仿真軟件的同一臺(tái)PC機(jī)上運(yùn)行來(lái)進(jìn)行在線(xiàn)PMC數(shù)據(jù)傳輸和仿真(如圖3),也可以在不同PC機(jī)上來(lái)運(yùn)行進(jìn)行網(wǎng)絡(luò)連接后進(jìn)行在線(xiàn)PMC數(shù)據(jù)傳輸和仿真(如圖4)。
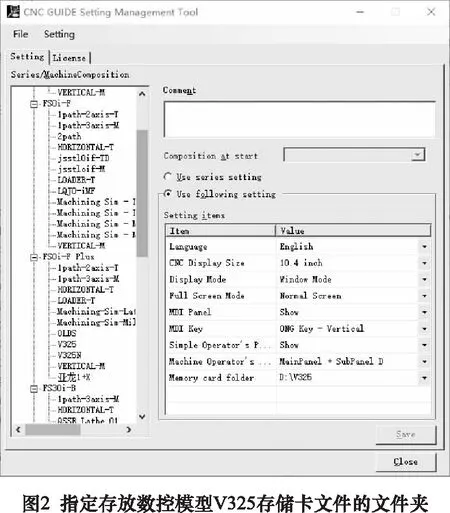
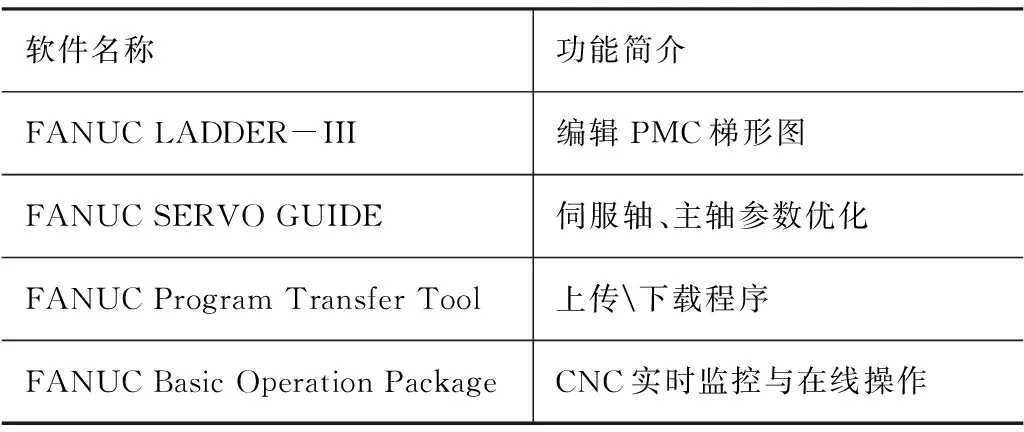
表1 FANUC常用專(zhuān)用軟件功能說(shuō)明表
2 調(diào)試及驗(yàn)證
本文以四(3+A)軸立式加工中心為例進(jìn)行詳細(xì)調(diào)試說(shuō)明,刀庫(kù)為斗笠式(8把刀),主軸為串行主軸(主軸電機(jī)與主軸的傳動(dòng)比為1檔,比值為4:3),主軸定向方式為接近開(kāi)關(guān)定向。
調(diào)試分為數(shù)控系統(tǒng)參數(shù)調(diào)試、PMC調(diào)試、宏程序調(diào)試和加工程序調(diào)試等。
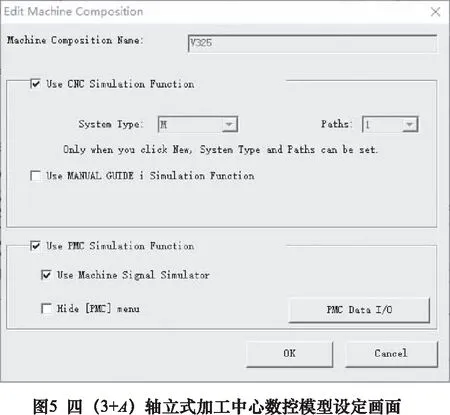
虛擬調(diào)試目標(biāo)如下:在CNC GUIDE 中Machine Composition Setting(FS0i-F Plus)中建立四(3+A)軸立式加工中心數(shù)控模型,選擇M型、PMC模擬功能設(shè)定(如圖5),設(shè)定完成后運(yùn)行V325虛擬機(jī)建立的數(shù)控模型(如圖6)。

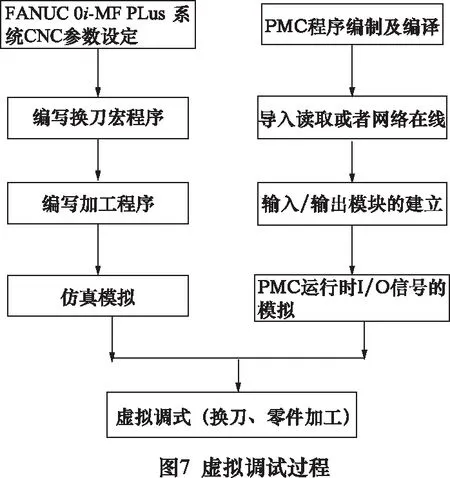
模型中X、Y、Z及A均可實(shí)現(xiàn)手動(dòng)和自動(dòng)運(yùn)動(dòng),可以完成包含換刀功能在內(nèi)的多種機(jī)床輔助動(dòng)作以及最終的對(duì)刀和工件的仿真加工,虛擬調(diào)試的過(guò)程如圖7所示。
2.1 數(shù)控系統(tǒng)參數(shù)調(diào)試
數(shù)控系統(tǒng)參數(shù)是數(shù)控機(jī)床正常發(fā)揮其工作性能的關(guān)鍵,依據(jù)配置的硬件和實(shí)現(xiàn)的功能設(shè)定正確的參數(shù),目的是能夠使CNC軸和輔助動(dòng)作正確運(yùn)行起來(lái)。
剛剛建立的CNC GUIDE虛擬環(huán)境下的數(shù)控模型V325的最初系統(tǒng)參數(shù)為配置三軸(X、Y、Z)和一個(gè)串行主軸的基本設(shè)定參數(shù),帶有簡(jiǎn)單的PMC,編制了手動(dòng)和自動(dòng)控制三軸(X、Y、Z)及一個(gè)串行主軸的運(yùn)動(dòng)。
在此基礎(chǔ)上進(jìn)行四(3+A)軸立式加工中心數(shù)控模型V325的系統(tǒng)參數(shù)調(diào)試有以下兩種方式:
(1)在原有參數(shù)的基礎(chǔ)上依據(jù)V325現(xiàn)在配置的硬件和實(shí)現(xiàn)的功能手動(dòng)設(shè)定系統(tǒng)參數(shù)。
(2)找一個(gè)和V325現(xiàn)在配置的硬件和實(shí)現(xiàn)的功能類(lèi)似的配置0i-MF Plus(或者0i-MF)系統(tǒng)的系統(tǒng)參數(shù)(默認(rèn)文件名為CNC-PARA.TXT種類(lèi)為所有值)放入V325在計(jì)算機(jī)硬盤(pán)上的存儲(chǔ)卡文件夾D:/V325中,參數(shù)開(kāi)關(guān)打開(kāi)時(shí)在編輯方式下通過(guò)相關(guān)操作讀入卡文件夾中的系統(tǒng)參數(shù)。
以上兩種方法都需要重新配置和校對(duì)V325的參數(shù),主要參數(shù)如表2所示。其中有些系統(tǒng)參數(shù)需要結(jié)合PMC和換刀宏程序的調(diào)試進(jìn)行確認(rèn)和修正。
2.2 PMC程序和宏程序調(diào)試
PMC程序和宏程序調(diào)試包括PMC的編制及編譯、在V325虛擬機(jī)上導(dǎo)入讀取或者計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)、輸入/輸出模塊的建立,宏程序的編制、PMC運(yùn)行時(shí)I/O信號(hào)的模擬等等。
2.2.1PMC的編制及編譯
PMC的編制最好在運(yùn)行系統(tǒng)PMC編程軟件 FANUC LADDER-III 上的計(jì)算機(jī)上進(jìn)行。
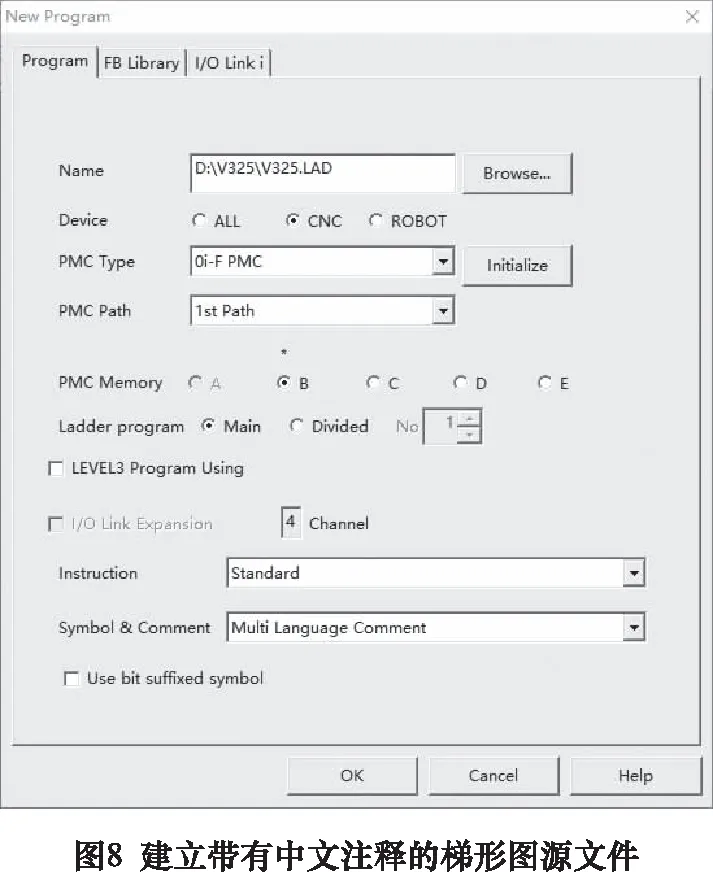
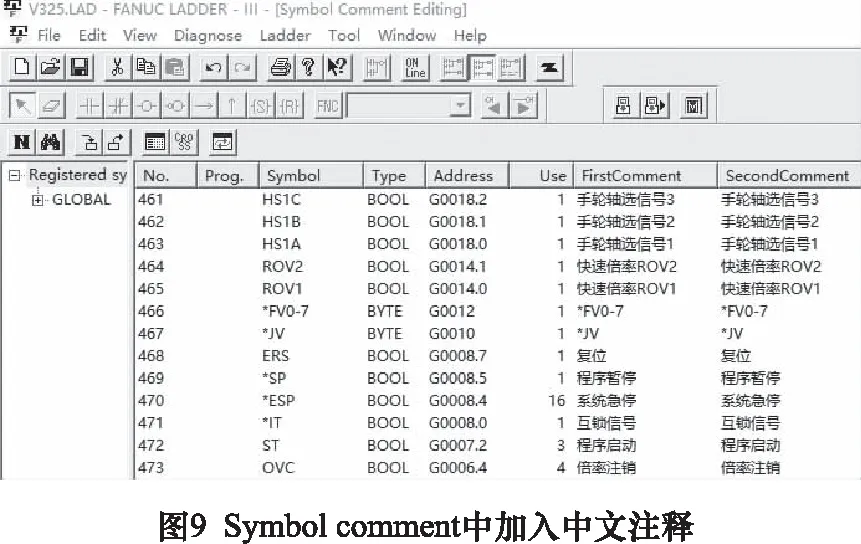
(1)為了直觀(guān)顯示線(xiàn)圈和觸點(diǎn)帶有中文注釋的梯形圖,在建立一個(gè)梯形圖源文件時(shí)做如下選擇Multi Language Comment(多國(guó)語(yǔ)言注釋)如圖8所示。在Symbol comment(符號(hào)注釋)中加入中文注釋如圖9所示。
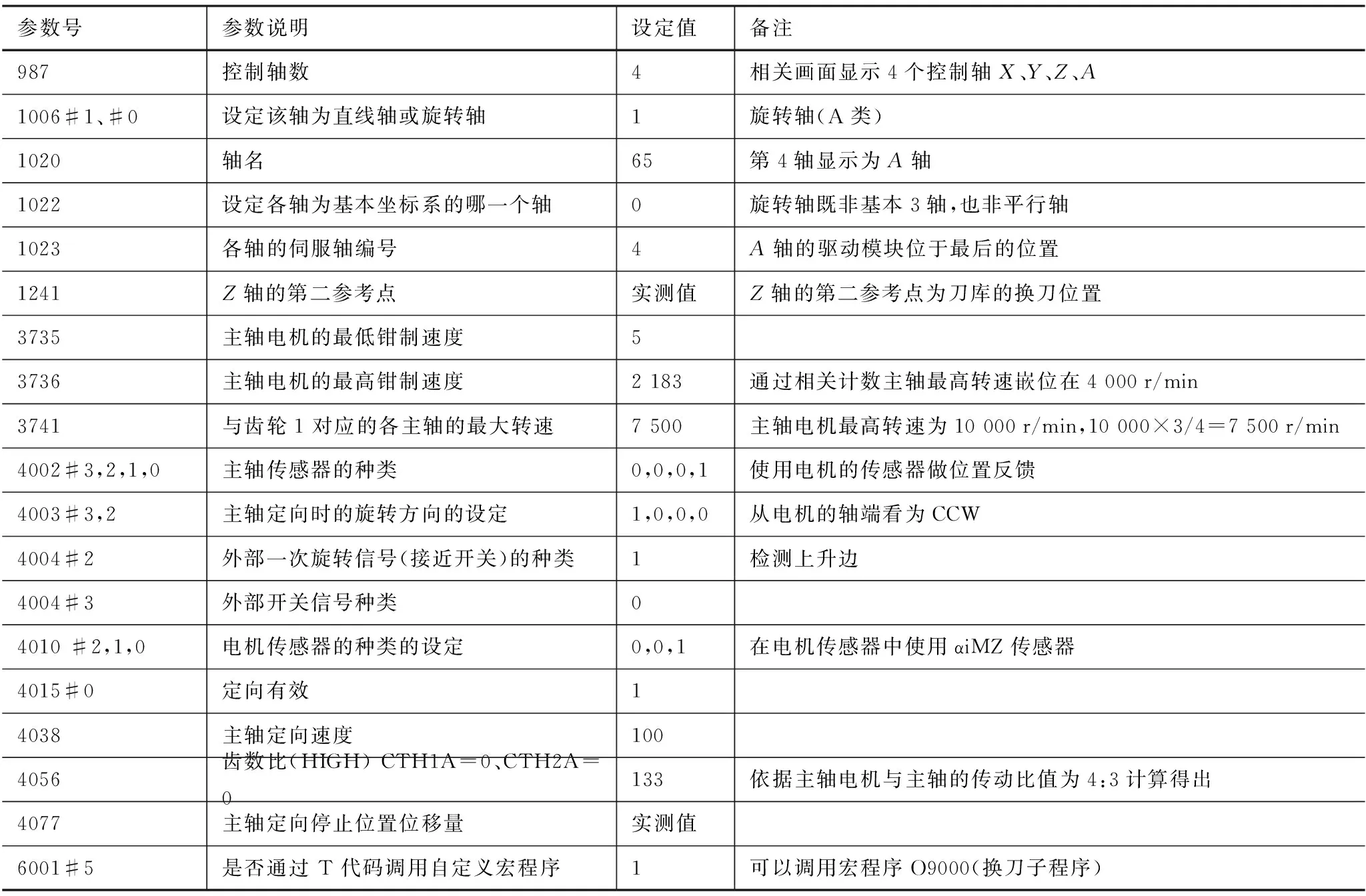
表2 重新配置V325的主要參數(shù)表
(2)依據(jù)V325配置的硬件和實(shí)現(xiàn)的功能和換刀調(diào)用的宏程序來(lái)編制梯形圖由于篇幅關(guān)系這里不再詳細(xì)說(shuō)明。
(3)編制完成以后進(jìn)行Duplicate Coil(重復(fù)線(xiàn)圈檢索),如有重復(fù)線(xiàn)圈請(qǐng)修改相應(yīng)梯形圖;在輸出PMC卡文件或者計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)前進(jìn)行Compile(編譯),編譯完成且錯(cuò)誤數(shù)為0時(shí)表示已經(jīng)形成了PMC 存儲(chǔ)卡格式的文件。
2.2.2 在V325虛擬機(jī)上導(dǎo)入讀取PMC卡文件或者計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)
(1)PMC存儲(chǔ)卡格式的文件可以輸出到虛擬機(jī)上導(dǎo)入讀取PMC卡文件的文件夾中,方便在虛擬調(diào)試時(shí)通過(guò)PMC I/O相關(guān)操作讀取到V325虛擬機(jī)中。
(2)運(yùn)行FANUC LADDER-III軟件既可以在運(yùn)行FANUC CNC GUIDE仿真軟件的同一臺(tái)PC機(jī)上也可以在不同PC機(jī)上來(lái)通過(guò)網(wǎng)絡(luò)連接來(lái)進(jìn)行PMC卡文件的雙向傳送和在線(xiàn)仿真的虛擬調(diào)試功能,方法如下:
虛擬仿真機(jī)V325中需要設(shè)置內(nèi)置的PMC在線(xiàn)監(jiān)視器。將“高速接口”設(shè)置為“使用”。
①實(shí)現(xiàn)在同一臺(tái)PC機(jī)上的在線(xiàn)PMC數(shù)據(jù)傳輸和仿真功能的具體操作方法如下:
在運(yùn)行的FANUC LADDER-III軟件中選擇[Tool]-[Communication],單擊[Setting]再點(diǎn)擊
②實(shí)現(xiàn)不同PC機(jī)上的在線(xiàn)PMC數(shù)據(jù)傳輸和仿真功能的具體操作方法如下:
運(yùn)行FANUC CNC GUIDE仿真軟件的PC機(jī)和運(yùn)行LADDER-III軟件的PC機(jī)首先處在局域網(wǎng)環(huán)境中(有線(xiàn)或者無(wú)線(xiàn)),在運(yùn)行FANUC CNC GUIDE仿真軟件的PC機(jī)上設(shè)定“Internet協(xié)議版本4(TCP/IPV4)”屬性,例如192.168.1.2;在運(yùn)行LADDER-III軟件的PC機(jī)設(shè)定“Internet協(xié)議版本4(TCP/IPV4)”屬性,例如192.168.1.3;在LADDER-III軟件中選擇[Tool]-[Communication],單擊[Setting]再點(diǎn)擊
注意:不同PC機(jī)上設(shè)定的IP 地址必須是局域網(wǎng)中唯一的,否則會(huì)出現(xiàn) IP 地址沖突而引起網(wǎng)絡(luò)傳輸故障。
2.2.3 輸入/輸出模塊的建立
虛擬仿真機(jī)V325除了開(kāi)始建立的標(biāo)準(zhǔn)機(jī)床操作面板以外,還可以依據(jù)PMC需要的I/O地址設(shè)定模擬仿真的輸入/輸出模塊的I/O地址,方法如下:
在虛擬仿真機(jī)V325上點(diǎn)擊主菜單PMC 中的I/O Operation Panel Setting中的Add new page和 Add new address可以增加包含換刀功能I/0地址在內(nèi)的新的地址頁(yè)和具體的I/O地址,從而得到如前面圖6所示的四(3+A)軸立式加工中心數(shù)控模型中顯示的增加的I/O地址。
2.2.4 宏程序的編制
依據(jù)斗笠式刀庫(kù)找刀和換刀的動(dòng)作時(shí)序流程圖[9-11](由于篇幅關(guān)系省略),結(jié)合已經(jīng)編制的PMC程序,提前在寫(xiě)字板或者記事本中編制斗笠式換刀T代碼調(diào)的O9000號(hào)宏程序(左邊為宏程序內(nèi)容,右邊為內(nèi)容注釋)。
O9000
#1=#4001;保留之前的模態(tài)信息第1組(G00、G01、G02、G03)
#2=#4003;保留第3組(G90、G91)
M19;主軸定向
N0T#149G91G00G28Z0;執(zhí)行T代碼找刀,Z軸回一參
N10IF[#1000EQ1]GOTO300 ;TF&TF+M06(含T00) #1000=1要找刀在主軸上轉(zhuǎn)N300
N20IF[#1001EQ1]GOTO200 ;TF&TF+M06 (非T00) #1001=1,主軸上無(wú)刀D0=0 轉(zhuǎn)N200(不歸舊刀只找新刀或者找裝新刀)
N30IF[#1002NE1]GOTO50 ;是T00&T00+M06 #1002=/1時(shí)D0=/0主軸上有刀轉(zhuǎn)N50
N40IF[#1004EQ1]GOTO300 ;TF&TF+M06 (非T00)且D0=/0, #1004=1只有T代碼時(shí)轉(zhuǎn)N300(只找新刀不裝刀);TF+M06時(shí)往下執(zhí)行歸舊刀找新刀
GOTO60;例T05 M06(D0=1),需要先歸舊刀再找裝新刀
N50IF[#1004EQ1]GOTO300;是T00&T00+M06 #1002=/1時(shí)D0=/0主軸上有刀轉(zhuǎn)N50時(shí)如果 #1004=1(只有T代碼時(shí),只有T00轉(zhuǎn)N300只找舊刀套不裝舊刀,如果是T00+M06找完舊刀套歸舊刀,往下執(zhí)行)
N60G91G00G30P2Z0;Z軸回二參
M20 ;刀盤(pán)移到主軸側(cè)
M25;主軸刀具松開(kāi)并吹氣
N70G91G28G00Z0;Z軸回一參
M23 ;歸舊刀結(jié)束;主軸刀號(hào)D0清0
N80IF[#1002EQ1]GOTO90 ;D0=/0,非T00轉(zhuǎn)N90
N85IF[#1004NE1]GOTO290;如果是T00+M06找完舊刀套歸舊刀轉(zhuǎn)N290不用找裝新刀
N90M66 M66 ;歸完舊刀啟動(dòng)找新刀
GOTO205;轉(zhuǎn)到N205
N200IF[#1004EQ1]GOTO300 ;TF&TF+M06 (非T00) #1001=1, 主軸上無(wú)刀 轉(zhuǎn)N200(不歸舊刀只找新刀或者裝新刀);如果是只有TF轉(zhuǎn)N300,是TF+M06往下執(zhí)行找完新刀再裝新刀
N205M20;刀盤(pán)移到主軸側(cè)
M25;主軸刀具松開(kāi)并吹氣
N210G91G00G30P2Z0;Z軸回二參
N220M26;主軸刀具夾緊
M24 ;換新刀結(jié)束,新刀號(hào)送放入主軸刀號(hào)D0
M21;刀盤(pán)移到待機(jī)側(cè)
N230G91G00G28Z0;Z軸回一參
G#1G#2;恢復(fù)換刀之前的模態(tài)信息
N290M21 ;刀盤(pán)移到待機(jī)側(cè)
N300M55 ;斷開(kāi)G54.0G54.1G54.2等
N310M99;返回主程序
宏程序編寫(xiě)完以后,可以做為卡文件導(dǎo)入讀取或者計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)運(yùn)行FANUC Program Transfer Tool(程序傳送)軟件上傳到虛擬仿真機(jī)V325中(軟件的具體網(wǎng)絡(luò)在線(xiàn)方法參考前面 LADDER-III軟件的設(shè)定方法)。
2.2.5 PMC運(yùn)行時(shí)I/O信號(hào)的模擬
做完以上的準(zhǔn)備工作,我們就可以在虛擬仿真機(jī)V325上模擬自動(dòng)找刀和自動(dòng)換刀的功能了,在MDI方式下通過(guò)輸入和執(zhí)行只有T□□或者T□□和M06一起使用(單獨(dú)使用M06時(shí)會(huì)出現(xiàn)“只有M06代碼報(bào)警”的提示)來(lái)驗(yàn)證自動(dòng)找刀和自動(dòng)換刀的功能,虛擬調(diào)試思路如下:
(1)只有T□□(含T0),用在只在刀庫(kù)上找刀而不換刀的時(shí)候
所找刀號(hào)不在主軸上時(shí),所找刀套號(hào)(刀號(hào)和刀套號(hào)一致)轉(zhuǎn)到換刀位;所找刀號(hào)在主軸上時(shí),T代碼程序直接結(jié)束,此時(shí)可以通過(guò)執(zhí)行T0,來(lái)使刀庫(kù)轉(zhuǎn)到主軸上刀號(hào)所在的刀套號(hào)的位置。
(2)T□□和M06一起使用,指定要選擇的刀具號(hào)和M06一起使用
如T1 M06,此時(shí)判斷所找新刀是否在主軸上,在主軸上時(shí)直接結(jié)束;不在主軸上且主軸上刀號(hào)為0時(shí),不歸舊刀只找新刀并裝載到主軸上;不在主軸上且主軸上刀號(hào)不為0時(shí),先歸主軸上的舊刀再找新刀,并裝載到主軸上;如需要只是把主軸上的刀歸回刀庫(kù)需輸入執(zhí)行T0 M06。
當(dāng)虛擬調(diào)試時(shí),光標(biāo)停留在O9000程序中某一句程序段時(shí)如果是編制的輔助功能M代碼,需要結(jié)合PMC程序觀(guān)察該功能輸出點(diǎn)是否有輸出(模擬輸入/輸出模塊輸出的該地址燈點(diǎn)亮),需要到位開(kāi)關(guān)到位時(shí)用鼠標(biāo)點(diǎn)亮該(輸入/輸出模塊的)輸入點(diǎn),則該M代碼結(jié)束光標(biāo)繼續(xù)往下執(zhí)行(PMC程序中使G4.3 FIN信號(hào)為1)[12]。
2.3 加工程序調(diào)試
依據(jù)零件加工圖紙和加工工藝,可以在計(jì)算機(jī)上編寫(xiě)待加工零件的加工程序,加工程序作為卡文件導(dǎo)入讀取或者計(jì)算機(jī)網(wǎng)絡(luò)在線(xiàn)運(yùn)行FANUC Program Transfer Tool(程序傳送)軟件上傳到虛擬仿真機(jī)V325中,根據(jù)待加工零件的要求確定所需刀具,并在系統(tǒng)中建立刀具,可以在圖形顯示相關(guān)畫(huà)面觀(guān)察到虛擬仿真機(jī)V325按照數(shù)控系統(tǒng)中的程序進(jìn)行零件加工的情況,以提前驗(yàn)證編制的加工程序的正確性,由于篇幅關(guān)系這里不再贅述。
通過(guò)以上虛擬調(diào)試驗(yàn)證的過(guò)程,結(jié)合調(diào)整修改CNC參數(shù)、PMC參數(shù)、PMC程序、宏程序、加工程序直到以上調(diào)試動(dòng)作和功能滿(mǎn)足設(shè)計(jì)要求,得到虛擬調(diào)試驗(yàn)證過(guò)的各種數(shù)據(jù),等真實(shí)的數(shù)控系統(tǒng)和立式加工中心具備通電調(diào)試的條件時(shí)把各種數(shù)據(jù)裝載到數(shù)控系統(tǒng)中,一次調(diào)試成功,大大縮短了調(diào)試時(shí)間,提高了工作效率。
3 結(jié)語(yǔ)
本文簡(jiǎn)要介紹了基于FANUC系統(tǒng)的數(shù)控機(jī)床電氣虛擬調(diào)試技術(shù),根據(jù)需要學(xué)會(huì)運(yùn)用好FANUC CNC GUIDE仿真軟件上的模擬仿真應(yīng)用功能,可以前期進(jìn)行虛擬調(diào)試,進(jìn)行各種數(shù)據(jù)和程序的驗(yàn)證,從而使自己的電氣設(shè)計(jì)快速滿(mǎn)足設(shè)計(jì)要求,借助數(shù)控機(jī)床虛擬調(diào)試技術(shù)可以縮短設(shè)計(jì)周期,提升調(diào)試成功率,提高生產(chǎn)力、可用性和過(guò)程可靠性,提升服務(wù)品質(zhì)。
猜你喜歡
中華詩(shī)詞(2022年6期)2022-12-31 06:41:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年12期)2018-08-01 00:47:44
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國(guó)科技論壇(2017年7期)2017-07-25 08:49:53
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
