面向陣列拋光的葉片分組方法研究
2021-07-23 07:23:28王小東羅貴敏陳志同朱正清雷四雄張海龍
制造技術與機床 2021年7期
王小東 羅貴敏 陳志同 朱正清 雷四雄 張海龍
(①中國航空規劃設計研究總院有限公司,北京 100121;②中國航發南方工業有限公司,湖南 株洲 412002;③北京航空航天大學機械工程及自動化學院,北京 100191)
在航空發動機上,葉片制造工作量約占整臺發動機制造工作量的25%~40%,葉片的生產進度直接影響整機的生產進度,加工效率尤為重要[1]。葉片的制造質量可直接影響發動機服役性能和壽命,普惠公司壓氣機部的大量實驗研究發現,對于某些大型風扇葉片,葉片某些部位的參數0.025 4~0.076 2 m的加工誤差會完全導致轉子葉片服役性能和壽命的改變[2-3]。目前,國內主流葉片專用數控加工機床一次只能加工一個葉片,同步加工多葉片的多主軸葉片數控加工技術尚處于萌芽階段。在保證加工精度的前提下,對多個葉片同時加工,就有希望成倍提高葉片的加工效率。德國斯塔瑪(STAMA)公司制造了世界上第一臺雙主軸加工中心,與單主軸加工中心相比,節省了40%的耗電量,同時縮短了加工時間[4]。對于每件工件的成本,斯塔瑪公司基于亞琛大學的研究指出最佳的情況發生在一次裝夾4個工件時,也就是每個主軸在循環中加工2個工件,每個單元的成本可以降低到單主軸機床上加工同樣4件工件的70%以下。德國CHIRON公司研制了雙主軸和四主軸機床,其采用直線排列方式,并指出使用雙主軸加工成本可以降低約40%,德國亞琛工業大學機床研究所(WZL)進一步研究論證了四主軸加工效率較單主軸提高250%以上[5]。北京航空航天大學將傳統多主軸機床采用“直線陣列”排布工件改為以“矩陣陣列”排布工件,在同樣機床空間下主軸數量可以從n→n×n,自主設計并研制了四軸五聯動矩形陣列葉片全型面拋光機床[6-8]。該數控拋光設備具有3個移動軸X、Y、Z和2個轉動軸B和C,回轉工作臺C回轉角度為360°連續回轉,主軸擺頭B擺動角度為±45°,輪式拋光工具通過標準刀柄連接至4主軸,工件通過快換工裝安裝于回轉工作臺。
在航空發動機葉片拋光加工領域,超硬磨料輪式拋光工具已經實現多種型面葉片的數控拋光。但不可避免的是,盡管葉片在拋光前工序已經滿足設計公差要求,但由于裝卡定位、刀具切削力、切削熱、殘余應力、刀具磨損以及加工振動等因素會導致加工變形,不可避免地會產生加工誤差[9-10]。為了減小葉片切削變形,Imani L[11]、Cai S[12]等對葉片加工時的切削力進行建模預測并進行了對應的誤差補償,以提高銑削加工的精度;孟凡軍[13]等對葉片過定位產生的裝夾變形進行了研究。由于批量葉片銑削后再拋光仍舊存在型面差異,最終的拋光合格率和效率會受到一定影響,工廠的傳統做法是用樣板法透光檢測后按余量標記劃線分組,再進行分批人工拋光。這種方法效率低,勞動強度大,且依賴工人的經驗,質量不穩定。
目前對于大批量葉片的精密測量,航發廠為了配合生產加工的節拍,提高生產效率,多數已開始采用非接觸掃描式測量獲取測量數據,其中應用最廣的是白光機掃描測量,其輸出的數據是每個截面的位置偏差以及截面扭角偏差等變形特征數據。本文在目前發動機制造企業要求對銑削后拋光前每件葉片進行白光掃描測量的現狀下,利用檢測報告中的變形數據對批量葉片進行了分組,以保證組內葉片因加工變形產生的形狀差異較小,以滿足同步陣列高效率加工模式下獲得更高的拋光質量。
1 基于變形特征的葉片分組方法
1.1 葉片銑削變形分析
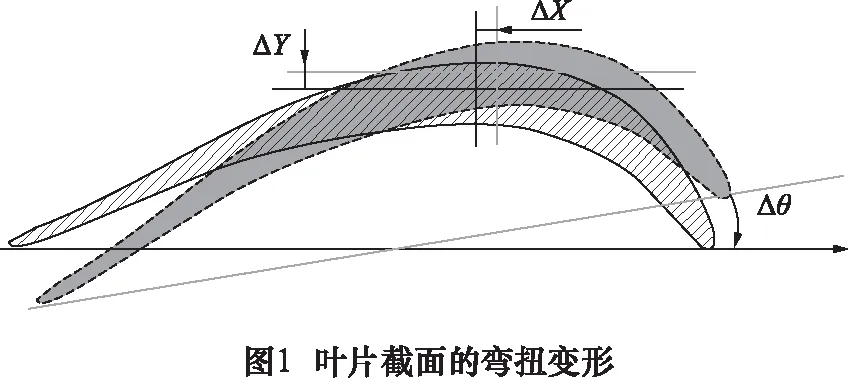
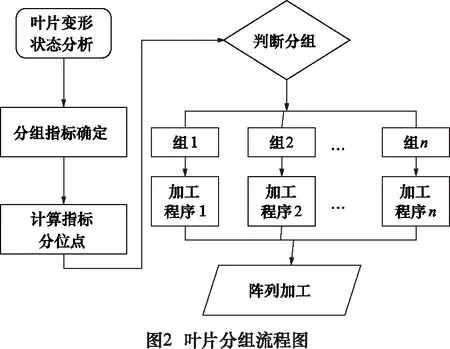
在葉片銑削加工中,存在多種加工誤差會導致葉片加工后產生變形,在原基準下余量分配不均的情況。主要表現為在葉片的不同截面會產生不同程度的彎扭變形、弦長偏差以及進排氣邊厚度偏差等,其中主要的葉片截面內的彎扭變形誤差如圖1所示。在實際生產加工了解到批次葉片主要的加工誤差集中在葉片的彎扭變形,故本文主要針對葉片檢測時常用的各截面彎扭變形量作為分組的指標。本文葉片依變形特征分組的主要流程如圖2所示。
1.2 主成分分析法
主成分分析法可以將原來多個彼此相關的指標線性組合為少數幾個彼此獨立的綜合指標,提取原全部指標的統計信息,多為方差。一個指標的方差越大,它就越能用來區別總體中的個體。一個指標的方差若等于零,該指標就不能用于區別個體。因此,綜合指標按提取原多個指標的方差信息從多到少,依次稱為第一主成分、第二主成分等。主成分分析的數學模型如下:
(1)
式中:Fk是k個主成分,Xp為初始指標。
(2)
式中:μjl為第j個指標對應于第l個主成分的初始因子載荷,λl為第l個主成分對應的特征值。
根據主成分表達式得出綜合權重模型:
Y=b1X1+b2X2+…+bpXp
(3)
其中:
(4)
式中:θl為第l個主成分對應的方差貢獻率,b1,b2,…,bp即每個指標的權重。
1.3 分組指標確定
從銑削葉片的測量報告中可獲得多個截面的彎扭變形值,考慮到對于同一類彎曲或扭轉變形的指標在不同截面上具有相關性,故可以利用主成分分析法對相關性強的指標進行縮減,選擇出最具有代表性的指標。
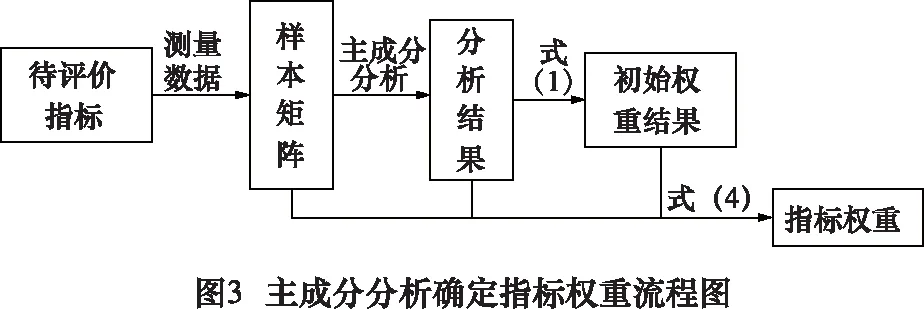
主成分分析確定指標權重的主要思路是:通過主成分變換,建立用初始評價指標描述的新的主成分指標,這幾個主成分相互獨立,且包含了初始評價指標的大部分信息;再通過特征值與貢獻率的計算確定每一主成分描述樣本時所占的權重,建立用主成分描述樣本的模型;最后將主成分的表達式代回模型,得出用初始指標描述樣本的權重,建立用待評價指標描述樣本的模型。其流程如圖3所示。
其主要步驟為:

(5)
(2)求相關系數矩陣;
(3)求相關矩陣的特征值,特征向量與貢獻率;
(4)計算各指標權重。
對于變形情況單一的,只是彎或扭的批次葉片,在確定了葉片指標的權重后,可以對影響葉片變形的眾多指標依據權重進行排序,選出對批次葉片影響最大的一到三個指標作為最終的分組指標;在確定了指標后可以獲取樣本數據該指標的變化范圍,依據后續工序的需要進行水平的劃分,如二等分或三等分,這樣對不同指標的不同水平進行正交組合就可以構成一個分組的劃分表,如圖4所示:
2 葉片分組實驗
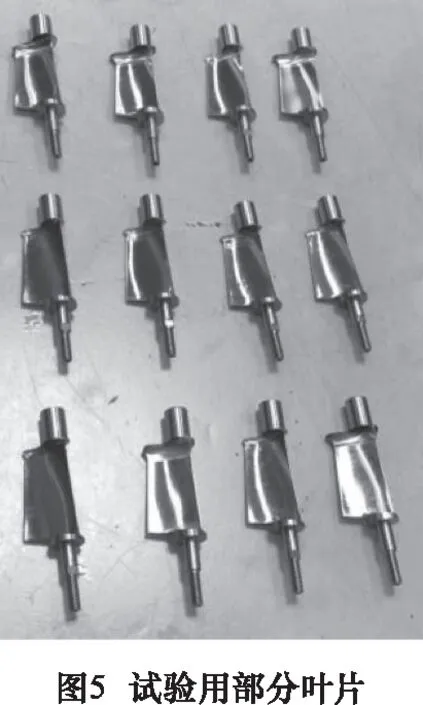
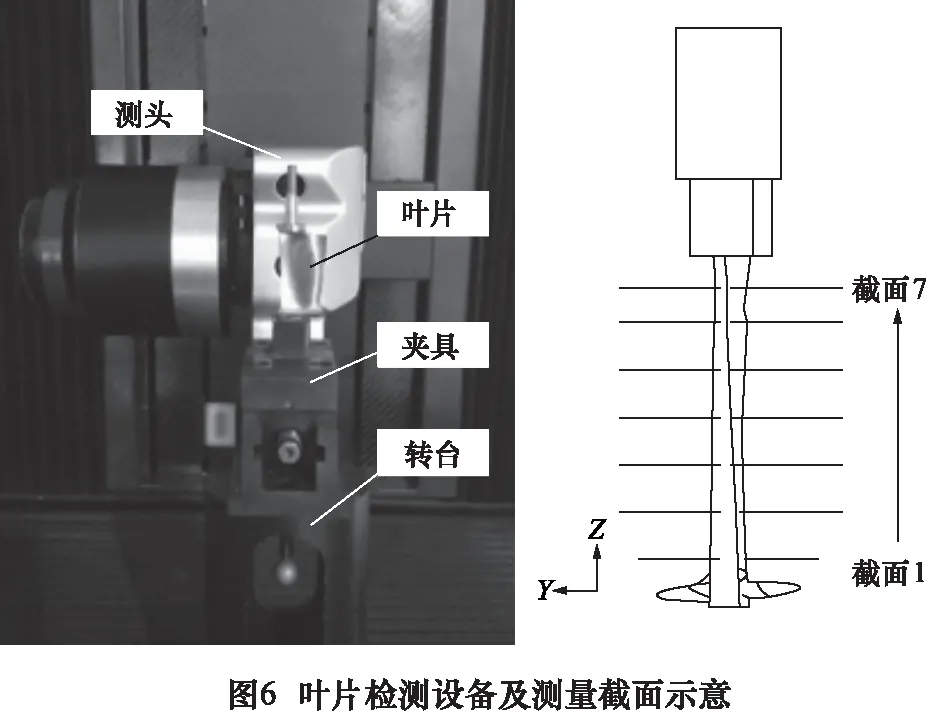
針對航空發動機廠里同一批次的壓氣機葉片進行分組實驗,如圖5所示。利用德國溫澤CORE-DS五軸白光測量機對葉片的7個待檢截面進行掃描測量,如圖6所示。測量機采用白光點光源測頭,測頭在隨測量機X、Y、Z軸移動的同時,也在按照葉片截面的矢量方向調整姿態,當葉片在轉臺上連續旋轉360°后,截面測量完畢。
2.1 初始樣本構成
整理提取葉片測量報告中的所有7個測量截面的3個變形特征:X、Y方向彎曲變形以及截面扭轉變形,這7個截面的變形數據可以基本反映葉片葉身相對于理論數模的變形情況。獲取到該批次的24個葉片,故有24個樣本,每個樣本由7×3=21個特征指標構成,最終構成一個24×21的初始矩陣。
2.2 葉片變形狀態分析
依據組成的初始樣本矩陣,做出該批次葉片基于測量基準的X、Y方向彎曲以及扭角隨葉片截面變化的趨勢圖來分析該批次葉片在不同變形評價指標之間的一致性,如圖7所示,圖中每一條折線代表一個葉片隨截面的指標變化情況:
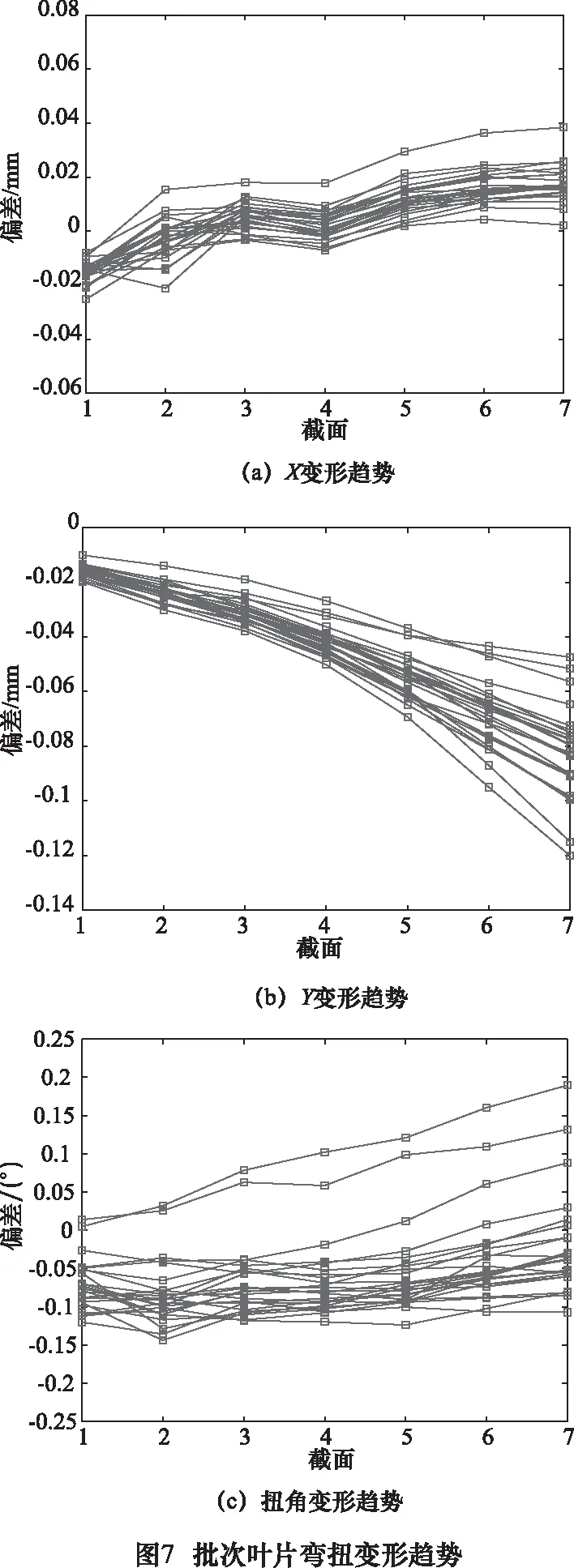
從圖7可以看出:這批葉片在葉盆葉背方向即Y方向變形在0~-0.12 mm范圍內,比葉片進排氣邊方向即X向大(-0.02~0.04 mm),且這兩種變形都是隨截面沿積疊軸(Z軸)位置的升高在逐漸變大;扭角除了個別葉片外隨截面的變化不大,且葉片間差異較小,變化范圍基本在0~-0.15°,證明這批葉片整體扭角相對穩定。進一步的,為了觀察葉片彎曲變形的波動性,用每個葉片每個截面的變形值減去所有葉片該截面該方向變形的平均值,去除系統誤差后得到該批葉片X、Y兩個方向的彎曲變形情況如圖8所示。
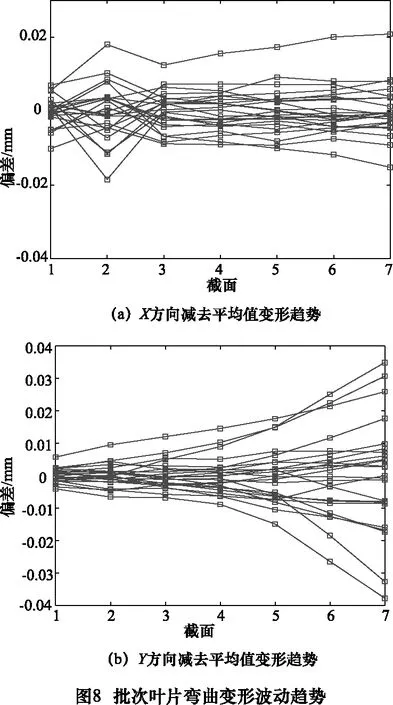
可以看出,該批次葉片在X方向的變形在2截面上波動最大,經現場分析得知在該截面存在換刀后加工葉根,故存在接刀的問題;在Y方向的變形在7截面上波動最大,是因為葉片在最靠近葉尖的截面剛性最小,故可以考慮將該截面的Y變形作為分組指標。
2.3 分組指標確定
經過葉片變形狀態的分析,可以初步判斷該批次葉片的彎曲變形較大,進一步通過主成分分析的方式來確定葉片最終分組所需依據的具體指標。首先對該批次的24個葉片,每個葉片都采集7個截面的X、Y方向彎曲這2個指標的數據,故有24個樣本,每個樣本由7×2=14個特征指標構成,最終構成一個24×14的初始樣本矩陣,并對矩陣的每一列進行標準化。利用MATLAB中的pca函數對樣本矩陣進行主成分分析,計算相關系數矩陣,求出特征值以及貢獻率,得到特征向量矩陣,其中每一列為每一個主成分對應的特征向量。
主成分特征值以及貢獻率如表1、圖9所示。
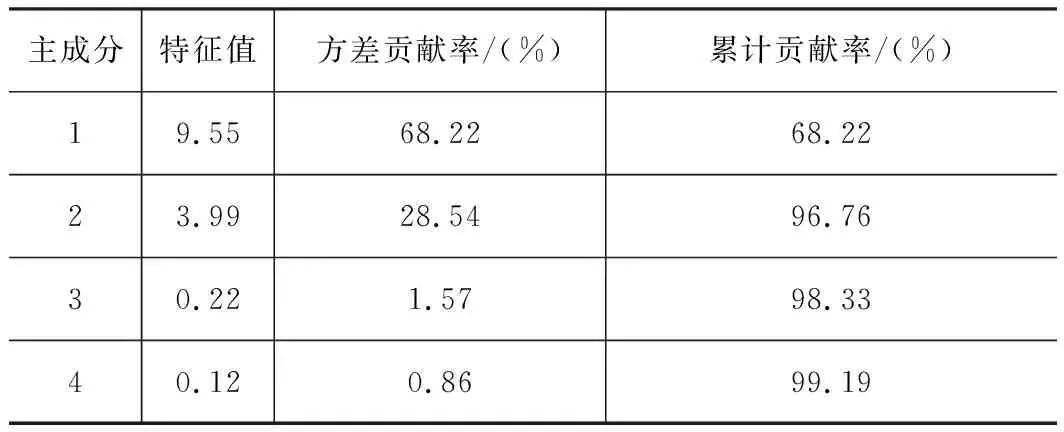
表1 特征值及貢獻率表
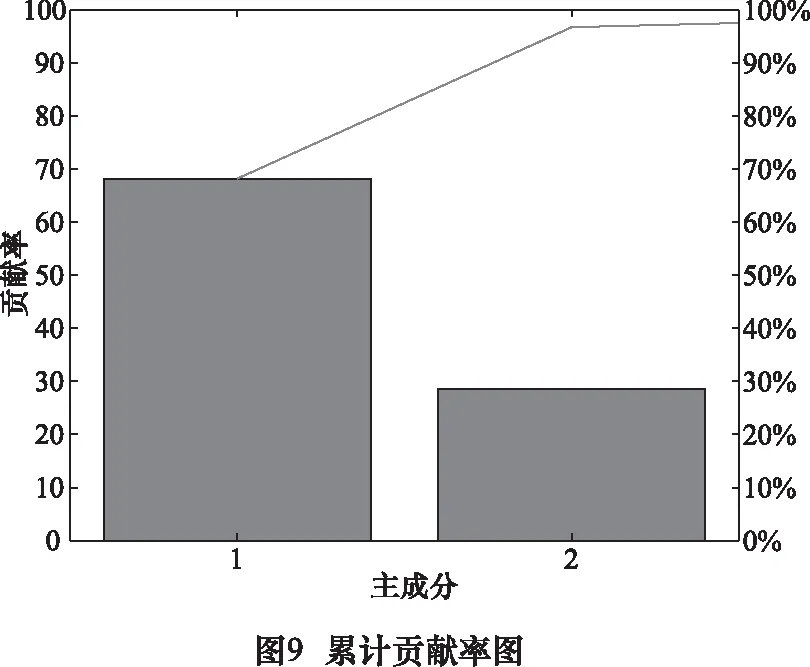
可以看出前兩個主成分已經達到數理統計中大于85%的要求,可以充分反應原指標所包含的信息,結合特征向量表可以得到用原來的14個指標描述的兩個主成分的表達式,再結合每個主成分的貢獻率將樣本Y表述成兩個主成分的表達式:
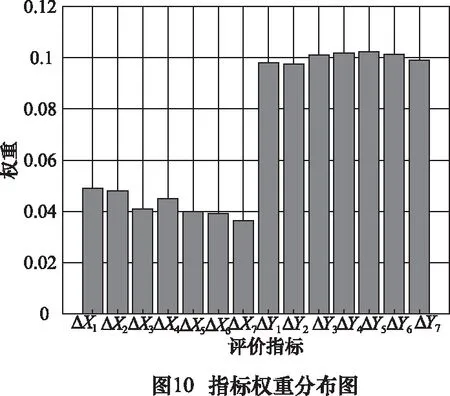
利用上文中的公式(4),將主成分單位特征向量矩陣將其乘以方差貢獻率再除以累積貢獻率得到各指標的權重系數,最后進行歸一化處理最后得到各評價指標權重,如表2和圖10所示。
可以看出Y方向的截面彎曲變形指標權重占了接近70%。說明Y向變形相較于X向變形更能反映樣本的整體信息,結合圖8可知Y向變形在1截面到7截面上,7截面的波動最大,可以考慮將該截面的Y變形作為分組指標。這與實際該葉片的變形情況也比較符合,該批次葉片主要是在葉盆葉背方向(接近Y方向)發生彎曲變形,且葉片在靠近葉尖即7截面處剛性最差,故在該截面也容易產生讓刀變形。根據加工經驗,最終將7截面的Y向彎曲變形作為分組的指標也符合生產實際需求。
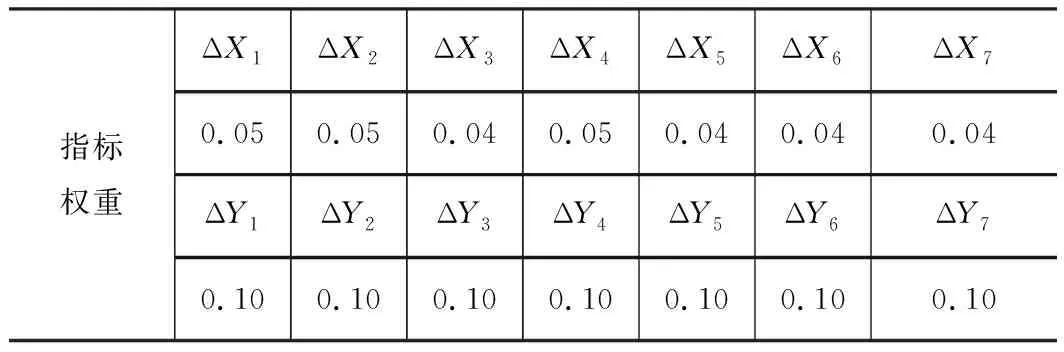
表2 指標權重表
2.4 分組過程
在確定了葉片的分組指標后,對同組葉片調整了加工坐標系后重新生成加工程序進行加工,將這一批葉片7截面Y變形作為分組指標,讀出該指標的變化范圍:-0.120 1~-0.047 4 mm,變化的大小為0.08 mm,根據后續陣列拋光的工藝需要,取該范圍的兩個三等分點進行分組判斷,最終將該批次葉片分為3組,對應指標取值范圍如表3所示。
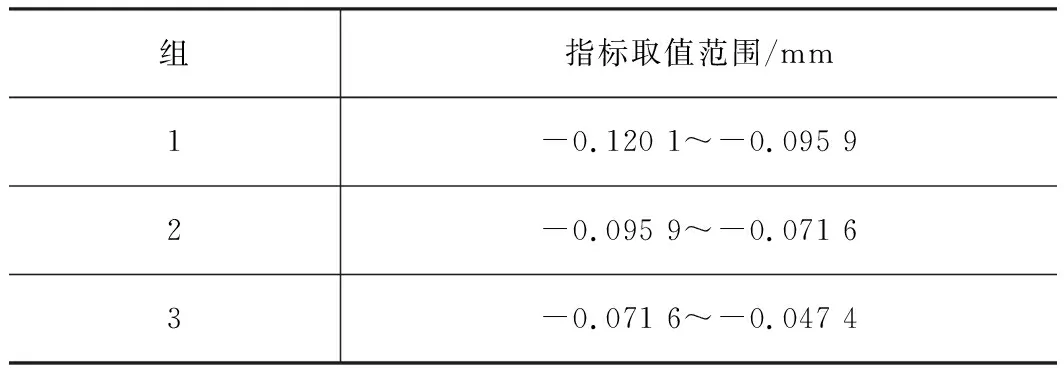
表3 分組取值范圍
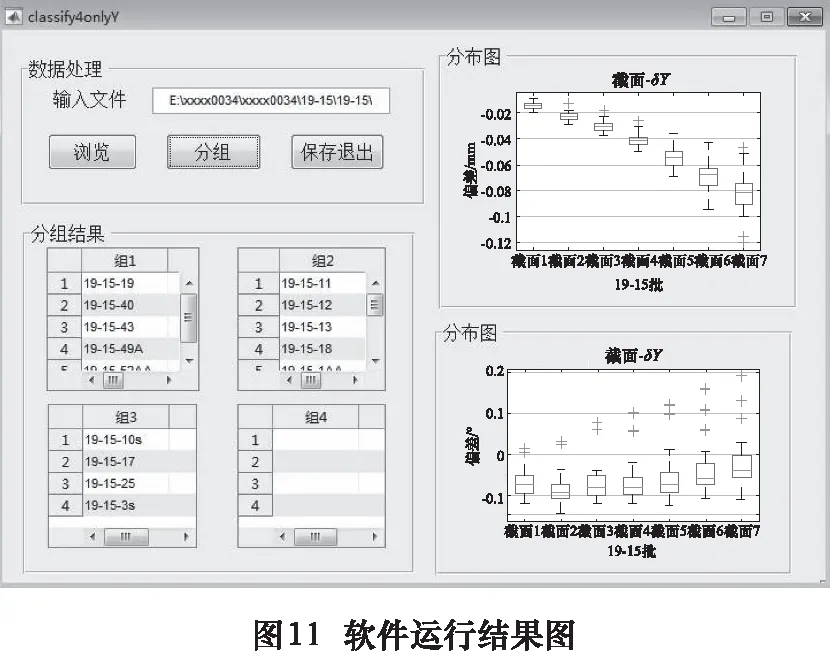
利用編寫的MATLAB程序進行數據處理后按照前述算法進行計算分析,對該批次葉片進行分組的結果如圖11以及表4所示。
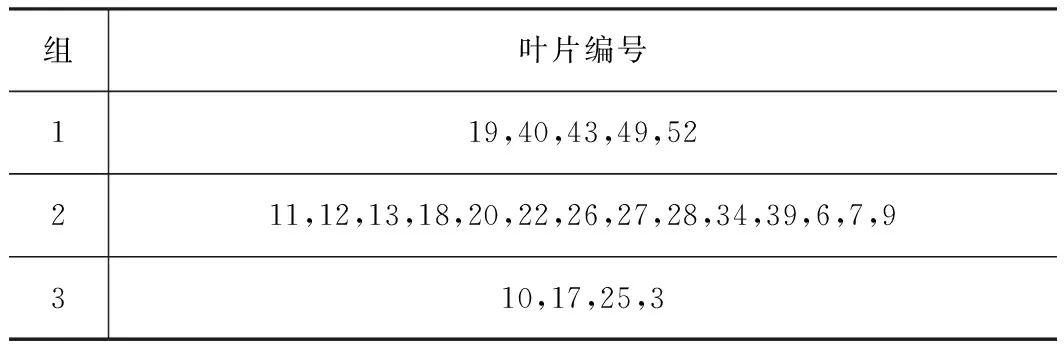
表4 分組結果表
2.5 實驗結果與分析
對于每一組葉片,為了計算后續加工所需的坐標系調整量,依據所選分組指標7截面Y方向變形大小和對應的1截面變形再結合測量坐標系的位置,可以計算得出調整葉片余量均勻所需要在Y方向旋轉的角度以及沿Y向平移距離,計算原理如圖12所示。
圖12中深色粗實線代表葉片產生加工彎曲變形后在YOZ平面的初始位置,淺色粗實線為葉片旋轉角度θ后的位置,細虛線為正Z方向。則角度計算理論上可以分兩種情況,截面1與截面7的彎曲方向一致或相反。其中Z1、Z7表示截面1與截面7在Z方向的高度,dY1與dY7表示截面1與截面7在Y方向的變形,θ1、θ2表示變形位置與坐標原點的夾角,θ表示坐標系需要旋轉的角度。旋轉角度后所需平移的距離即圖中細虛線與粗虛線的距離。
則轉角的計算公式為
(6)
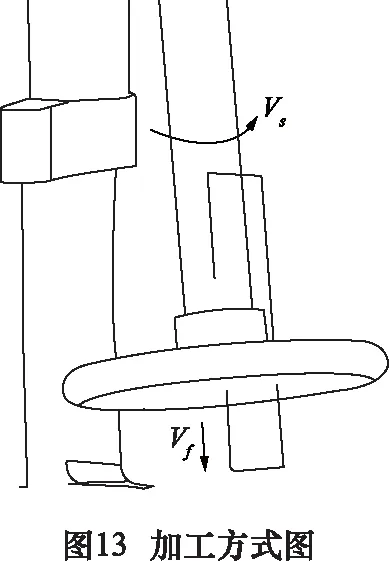
根據公式(6)對3個組坐標系旋轉的角度以及沿Y向平移距離計算結果如表5所示。調整加工坐標系后基于新的坐標系產生新的加工刀軌并進行加工,加工方式如圖13所示。
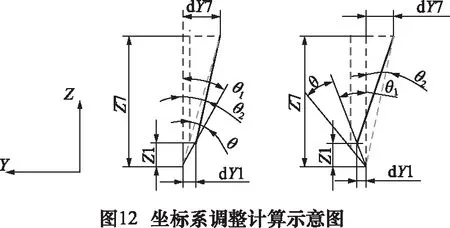
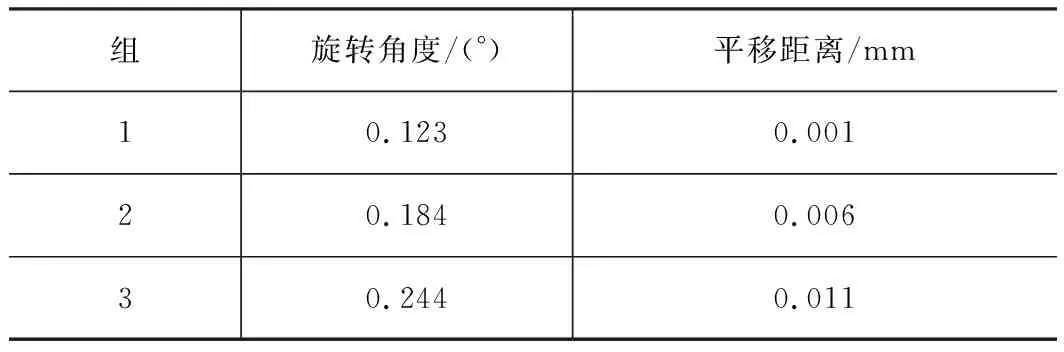
表5 坐標系變換參數表
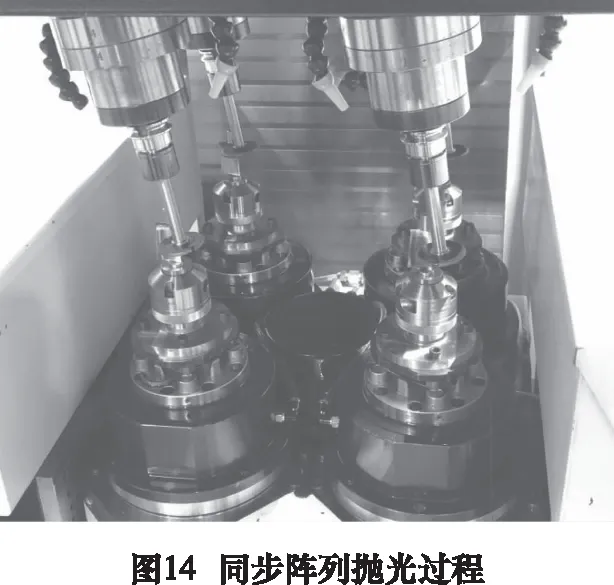
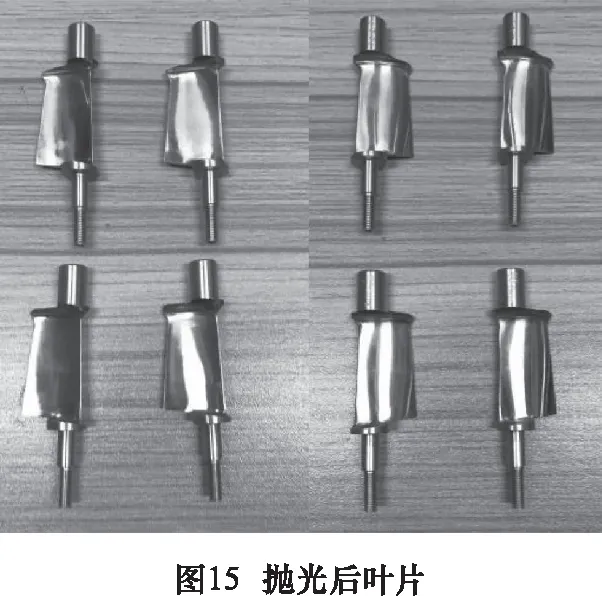
基于分組結果以及計算出的坐標變換角度進行四陣列拋光實驗,拋光所使用設備為四主軸矩形陣列拋光機床(PJZ5.04-200W),拋光工具為專用柔性拋光輪,加工過程如圖14所示,同一組4陣列拋光后的4個葉片如圖15所示。
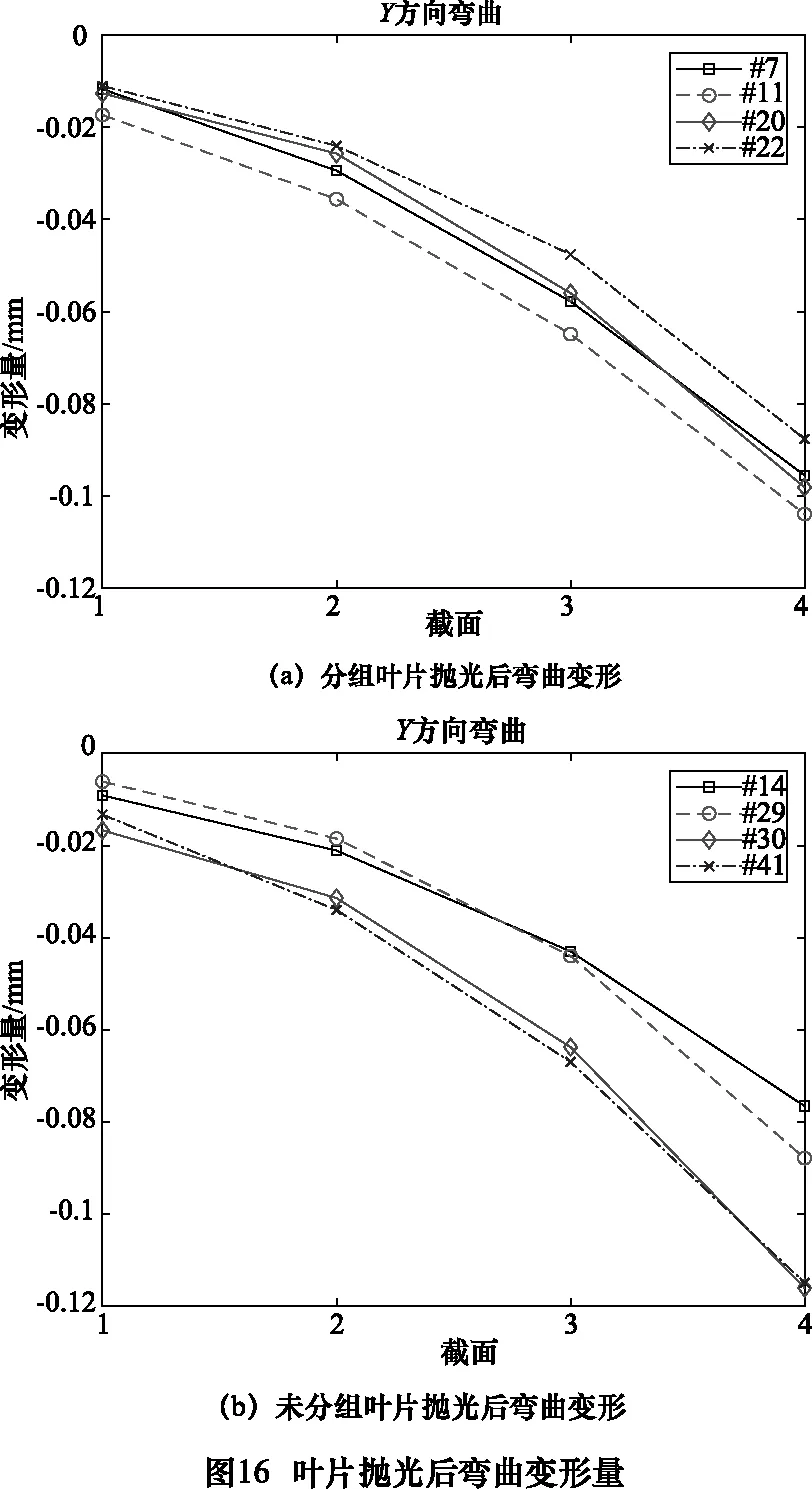
獲取4個陣列拋光后的葉片(編號7、11、20、22)的白光測量機拋光檢測報告,報告中的數據包括葉片所測4個截面X、Y方向的中心彎曲變形偏差以及截面的相對扭角。對這4個葉片Y方向拋光后變形的數據作圖進行一致性分析,如圖16a所示,可以看出分組后同時陣列拋光的4件葉片Y方向變形的一致性較好,可控制在0.02 mm以內。對比隨機選取未經分組加工的4件葉片(編號14、29、30、41)拋光后的結果,如圖16b所示。可以看出,經過分組加工后的葉片在Y方向變形的一致性較未分組葉片有明顯的提高。
3 結語
(1)提出了一種用于批次壓氣機葉片銑削后拋光前的基于變形特征的葉片自動化分組方法,使用主成分分析法確定了葉片的分組指標,并依據變形程度大小進行分組。
(2)對分組后的葉片進行了同步陣列拋光實驗,結果表明經分組后的葉片加工一致性較高,同步陣列拋光后的四件葉片在主要彎曲方向的輪廓差異可以控制在0.02 mm以內。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
