磨削熱缺陷的幾何敏感現象分析
2021-07-22 13:25:32王靛歐陽華楊劍飛
軸承 2021年3期
王靛,歐陽華,楊劍飛
(中車株洲電力機車研究所有限公司,湖南 株洲 412000)
磨削熱缺陷[1]的不斷出現給生產帶來了大量損失,對其產生原因的分析已有諸多報道,但在磨削過程中由幾何條件導致的磨削熱缺陷敏感現象卻未得到足夠的認知,而且,由此導致的磨削熱缺陷往往會造成工件批量報廢。為此,本文分析由特定磨削條件導致的磨削熱缺陷敏感現象,并指出其避免措施。
1 磨削熱缺陷幾何敏感現象實例
機床主軸直徑為30 mm,軸上帶有一內徑30 mm、外徑200 mm的軸肩。軸肩材料為GCr15,基本工藝路線為:車削→淬火→粗磨→附加回火(穩定處理)→終磨→探傷。
終磨后探傷發現6個零件(該批次共30個)有磨削裂紋(圖1),且裂紋分布具有規律性,全部分布在軸肩緊鄰中心軸的位置。
用5%硝酸酒精溶液對軸肩進行酸洗,如圖2所示,由燒傷的放射狀痕跡可知燒傷產生于粗磨時采用的砂輪端面磨削過程中,因圖1中終磨表面的磨削痕跡為圓周同心圓形態,表明終磨采用的是砂輪外徑面磨削。

圖1 軸肩磨削裂紋磁粉探傷顯示Fig.1 Magnetic particle testing display of grinding crack on shaft shoulder

圖2 軸肩酸洗燒傷顯示Fig.2 Picking burn display on shaft shoulder
對酸洗后的軸肩表面用磁粉檢測剩磁法顯示裂紋,如圖3所示,裂紋與磨削燒傷存在明顯的相關性:裂紋整體呈節段狀,每小節都與端面磨削時某一時刻砂輪的單次磨削痕跡垂直,表明裂紋在逐步擴展;且可看到裂紋顯示最寬的位置在圖中箭頭所示位置,緊鄰中心軸的工藝退刀槽,為裂紋的源頭。

圖3 軸肩磨削熱缺陷(酸洗與剩磁法復合顯示)Fig.3 Grinding heat defects on shaft shoulder(combined display of pickling and magnetic particle testing)
上述分析表明圖3中的裂紋和變質層產生于砂輪端面磨削過程中,且這一由砂輪端面磨削產生的磨削熱缺陷有其規律性:
1)6個零件的裂紋均位于軸中心位置附近;
2)6個零件的燒傷均繞軸一周分布;
3)燒傷均從中心向外逐漸減弱。
這種規律性表現出磨削熱缺陷在磨削的特定幾何區域更為敏感的現象。
2 磨削熱缺陷幾何敏感現象本質
磨削熱缺陷的本質是由磨削熱引發的組織劣化和裂紋現象,磨削熱缺陷的幾何敏感現象最終也歸結于此。但這一現象有別于一般磨削熱缺陷的產生過程,有其特殊的誘發原因,為此進行以下分析。
2.1 磨削的時間敏感特性
在正常的磨削進給量下,如果零件停轉,砂輪在零件同一位置持續磨削,就會出現磨削熱缺陷,這表明磨削熱缺陷具有時間敏感性的特點。在調心滾子軸承的外圈滾道發現裂紋后,經酸洗和磁粉檢測復合顯示(圖4),從燒傷的痕跡分布可以看出,燒傷由調心滾子軸承外圈滾道用砂輪端面范成法磨削時產生。

圖4 調心滾子軸承外圈滾道的磨削熱缺陷Fig.4 Grinding heat defects on outer ring raceway of spherical roller bearing
由于滾道不會在很窄的區域出現尺寸突變,且由進給量過大導致的燒傷缺陷會分布在大片區域,而圖4中僅有一條與砂輪接觸寬相當的燒傷帶,表明燒傷是由于零件在磨削過程中出現了停轉,砂輪未再次進給的條件下持續在一個位置磨削,導致磨削燒傷和裂紋的出現,說明磨削熱缺陷具有時間敏感性。
2.2 磨削過程具有時間敏感性的主要原因
2.2.1 彈性變形
磨削時,砂輪和零件都會發生彈性變形,使每次可能完成的磨削量總比進給量小,即使未繼續進給,砂輪再次經過時依然會繼續發生磨削。
2.2.2 砂輪特性
砂輪是一種由磨粒和微刃組合而成的刀具,各個磨削刃在砂輪表面起伏不平,一小段砂輪的滑擦、耕犁和磨削并不能形成平面,砂輪再次經過時依然會繼續磨削。
2.2.3 磨削的空間敏感性
由于磨削過程是砂輪微刃與零件表面在短時間內發生的絕熱碰撞過程[2],去除單位體積的材料時,機械能到熱能的轉化效率要遠大于車削過程。與車削過程相比,磨削切入深度很小時,就會有大量磨削熱出現,即磨削過程具有空間敏感性[3-4]。
2.3 磨削幾何因素
磨削熱缺陷幾何敏感現象存在的另一基礎是磨削幾何因素。在一些特定的區域,磨削幾何因素會使某些區域的磨削熱通過時間上的累積而出現溫度過高造成磨削熱缺陷。
3 磨削熱缺陷幾何敏感性影響因素
磨削熱缺陷的幾何敏感性影響因素主要包括磨削方式、砂輪幾何尺寸和零件磨削區線速度等。
3.1 磨削方式
按砂輪的磨削部位可分為端面磨削法和外徑面磨削法。單考慮砂輪端面磨削法,以直徑100和94 mm的圓組成同心圓環模擬端面法的單次磨削痕跡,以5 mm的間距模擬砂輪與零件的相對運動,形成的圓環組可近似模擬砂輪端面磨削過程中砂輪與零件的接觸痕跡,如圖5所示。圖5中的上下位置處線痕更密集,表明此處在一段時間內發生更多的磨削行為,在其他條件不變的情況下,此處產生的磨削熱必然更多,因此,上下位置是磨削熱缺陷的幾何敏感區。

圖5 砂輪端面磨削痕跡模擬Fig.5 Trace simulation of grinding by wheel end face
調心滾子軸承外圈滾道用砂輪端面磨削的實際痕跡如圖6所示。這一特殊區域的存在是因為砂輪的旋轉方向與零件、砂輪的相對運動方向近似平行,這一方面會導致瞬時磨削弧長增加從而增加磨削熱,另一方面會導致后續磨削過程持續疊加在之前的磨削區域,造成磨削熱在時間上的累積,使此區域成為磨削熱缺陷幾何敏感區。

圖6 調心滾子軸承外圈滾道磨削紋路Fig.6 Grinding texture on outer ring raceway of spherical roller bearing
圖7模擬了以外徑100 mm、內徑94 mm的砂輪用端面磨削時,在砂輪旋轉1周的時間內,砂輪與零件相對位移分別為2,6,10 mm時,砂輪2次磨削的磨削痕跡重合區,至少在此時間段內,表面出現了磨削熱在時間上的累積現象[5]。因此圖5的上下區域為磨削熱缺陷幾何敏感區,中部區域為非敏感區域,此處砂輪的旋轉方向與零件、砂輪的相對運動方向垂直,瞬時磨削區域窄,受后續磨削的影響小。

圖7 砂輪2次磨削的磨削痕跡重合區Fig.7 Overlap zone of grinding traces by wheel
對比砂輪外徑面磨削法和砂輪端面磨削法,圖8中砂輪外徑面磨削法的瞬時接觸區域為圖左側的長方形,接觸區域的長度為砂輪本身的寬度,接觸區域的寬度為砂輪與零件的彈性接觸區,由于二者的剛度都較大,因此接觸區寬度很小,使砂輪和零件沿圖8中的箭頭方向做相對運動,后續磨削易脫離以前的磨削區域,避免磨削熱在單位區域內出現時間上的累積。而采用砂輪端面磨削法時,其瞬時磨削痕跡為一圓環,受圓幾何各向同性的影響,不論砂輪與零件的相對方向如何,都會在平行磨削方向上有上下兩段較長的接觸區。因此,二者相比,砂輪端面磨削法在某些區域具有更強的磨削熱缺陷幾何敏感性。
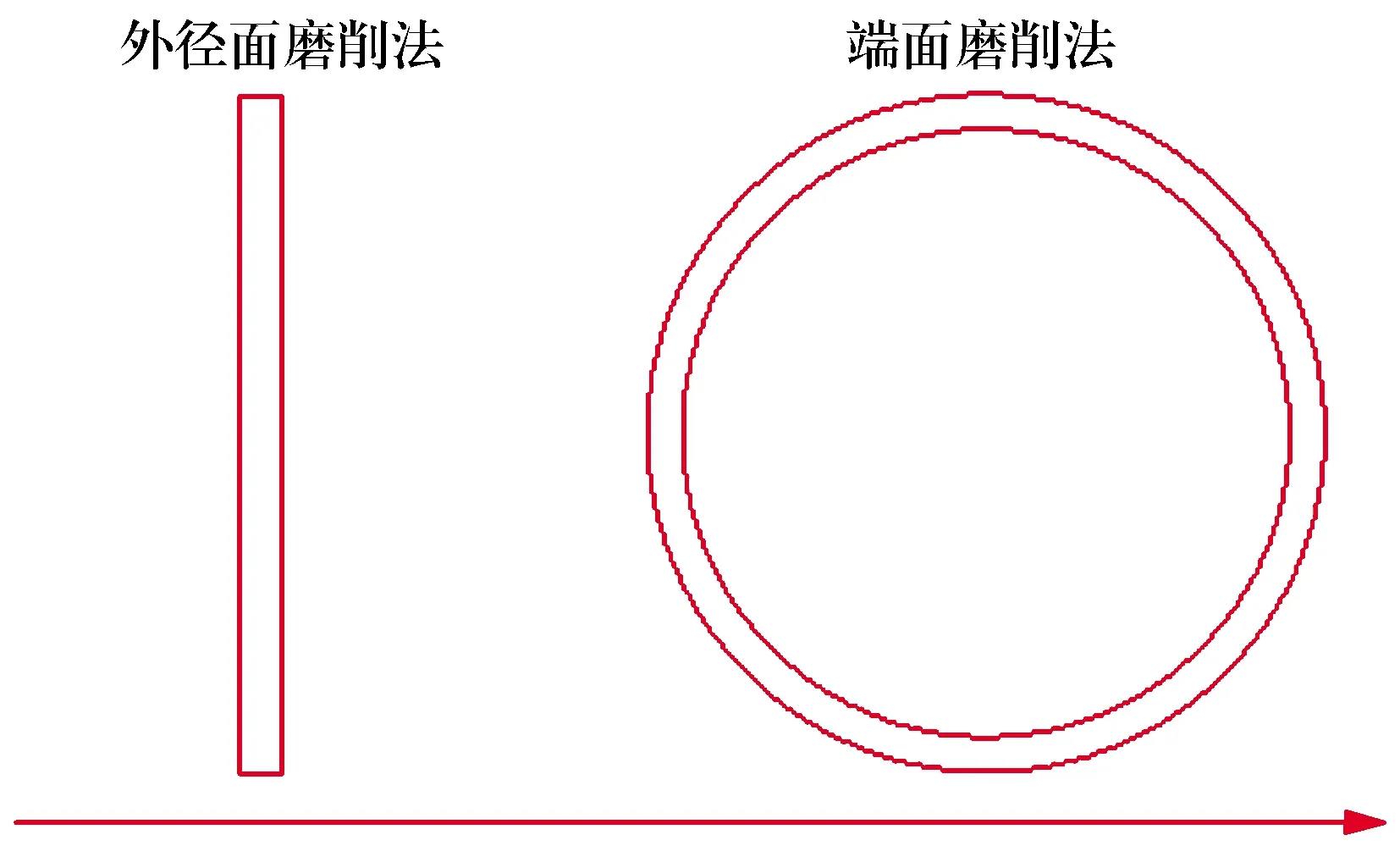
圖8 瞬時磨削痕跡示意圖Fig.8 Diagram of instantaneous grinding trace
3.2 砂輪幾何尺寸的影響
用砂輪端面進行磨削時,砂輪的端面寬度和砂輪直徑會對磨削過程的熱缺陷幾何敏感性產生影響。
砂輪的端面寬度越大,瞬時接觸區的面積越大,一方面由于散熱不利會增加單次磨削時單位面積的磨削熱累積,另一方面也會增加砂輪2次磨削過程中的磨削重合面積,從而加劇磨削熱的累積。在實際應用中,砂輪端面磨削法磨削圓柱滾子擋邊時,磨削區域相當于圖5中的上下兩端,磨削熱缺陷幾何敏感性強,因此,需采用蝶形砂輪以減小磨削接觸線寬度;大型環形零件用立軸平面磨床磨削平面時,磨削區域為圖5所示的中部,磨削熱缺陷幾何敏感性低,可用寬砂輪磨削提高磨削效率。
砂輪直徑增大,圖5中上下區域磨削熱缺陷敏感區的面積和長度都會增加,面積的增加使磨削熱缺陷幾何敏感區的空間增大,而長度的增加會使磨削重合時間更長,從而使磨削熱在時間上出現累積。
砂輪直徑的增大并不總是有害的,在調心滾子軸承外滾道面的磨削過程中是有益的,可將磨削熱缺陷幾何敏感區移到滾道面外,從而避免磨削熱缺陷。
3.3 零件磨削區線速度的影響
磨削過程能量的來源主要是由砂輪的高速旋轉提供,砂輪與零件之間的相對運動一方面完成對整個表面的覆蓋,另一方面也使對單位表面的磨削轉變為斷續磨削,提供良好的散熱條件。當砂輪與零件的相對運動速度不斷減小時,會破壞斷續磨削機理,使斷續磨削變為局部連續磨削。
軸承零件多為回轉件,磨削時零件和砂輪均做旋轉運動,使同一位置不會出現磨削熱在時間上的累積,但當零件尺寸不斷減小,尤其是同一零件的一次磨削過程中兼有高速區和低速區時,往往會在低速區出現磨削熱缺陷敏感現象。
模擬擋邊內徑分別為100,50,0 mm,外徑為無限大的軸承零件,以外徑100 mm、內徑94 mm的砂輪進行磨削,砂輪只繞零件旋轉一周,砂輪每轉一周繞零件中心旋轉4°所形成的磨削痕跡如圖9所示,圖中徑向磨削痕跡的密度不同,僅是由于其距離圓心的距離不同(線速度不同)而導致的,線速度越小,磨削痕跡密度越大,磨削熱缺陷幾何敏感性越強。圖9c的中心區域具有最強的磨削熱缺陷幾何敏感性。

圖9 軸承零件擋邊尺寸變化對磨削痕跡的影響Fig.9 Influence of bearing part rib dimension change on griding trace
圖9模擬顯示了磨削熱缺陷幾何敏感性與零件磨削區線速度的關系,模擬圖中的擋邊寬度大于通常的軸承零件擋邊寬度,目的是將在單套軸承零件擋邊磨削時由于尺寸限制而難以觀察到的幾何敏感現象顯示出來。
一般而言,采用砂輪外徑面磨削法,由于接觸區域小,其磨削熱缺陷的幾何敏感性小,但當幾何因素達到一定程度,也會出現磨削熱缺陷幾何敏感現象。從圖10中的磨削痕跡可看出磨削方式為砂輪外徑面磨削,同時可看出由遠處到中心,振紋狀的磨削熱缺陷從無到有逐漸加重。其機理與砂輪端面磨削法的熱缺陷幾何敏感性相似,當磨削逐漸靠近中心,零件線速度越來越小,零件在單位面積上的磨削時間越長,振紋越窄,而每個振紋經歷的磨削時間相同,所以單位面積的磨削時間越長。由零件磨削區線速度導致的磨削熱缺陷幾何敏感問題可通過提高零件轉速和減小磨削切入深度來避免。

圖10 盤狀零件外徑面磨削法中心振紋狀燒傷Fig.10 Vibration-burning on central area of discoid part by outer-diameter surface grinding
4 結束語
磨削熱缺陷幾何敏感性的本質涉及2個方面的問題:1)基于磨削機理引發的磨削熱缺陷時間敏感性,即在正常切削深度下,砂輪在一個位置持續磨削,會由于磨削熱的持續累積而出現磨削熱缺陷;2)由于磨削方式、砂輪幾何尺寸和零件磨削區線速度的影響,導致在某些特定的幾何區域磨削持續時間會延長,從而誘發磨削熱缺陷的時間敏感性,而導致磨削熱缺陷幾何敏感現象的出現。
由于軸承是環狀零件,零件某個表面的磨削尺寸范圍變化小,往往難以在單個零件上對磨削熱缺陷的幾何敏感性進行觀察和分析;但在一系列尺寸零件的磨削過程中,當零件尺寸發生劇烈變化時,磨削熱缺陷的幾何敏感性往往會表現出來,這時要針對性的調整磨削切入深度、砂輪直徑和機床轉速等,避免磨削熱缺陷幾何敏感性被誘發,造成批量性的磨削熱缺陷。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
今日農業(2021年9期)2021-11-26 07:41:24
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
建筑材料學報(2014年3期)2014-03-11 17:08:02
