超聲耦合直流MIG焊疊加波形分析
2021-07-20 04:29:57陳琪昊孫亞龍王佳輝林三寶王加友
機械制造文摘·焊接分冊 2021年3期
陳琪昊 孫亞龍 王佳輝 林三寶 王加友

摘要: 電弧超聲復合焊接方法具有一定的應用優勢,利用超聲電源與焊接電源之間的電疊加可將超聲引入焊接過程。文中利用電容和電阻串聯將超聲脈沖信號和直流MIG焊信號進行疊加,利用電路仿真軟件對不同器件參數下的疊加波形進行仿真分析。結果表明,電阻和電容通過改變疊加波形的形狀進而影響超聲激勵強度及焊接熱輸入,其中電阻變化僅影響超聲激勵強度,電容變化同時影響超聲激勵強度及焊接熱輸入。超聲激勵強度較強同時焊接熱輸入較小的疊加波形為最佳波形,文中提出了獲得最佳疊加波形的條件。
關鍵詞: 鋁合金; MIG焊; 超聲頻脈沖; 疊加波形
中圖分類號: TG 432
Analysis of superposition waveform for the ultrasonic coupled DC MIG welding
Chen Qihao1,2, Sun Yalong1, Wang Jiahui1, Lin Sanbao2, Wang Jiayou1
(1.Jiangsu University of Science and Technology, Zhenjiang 212003, Jiangsu, China; 2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, Heilongjiang, China)
Abstract: ?Arc ultrasonic composite welding method has certain application advantages. The ultrasonic energy could be introduced into the welding process by the coupling of ultrasonic power and welding power. In this paper, the ultrasonic pulse signal and DC MIG welding signal were coupled by the connection of capacitor and resistor in series, and the superposition waveform under different device parameters was imitated and analyzed by circuit simulation software. The results showed that the resistance and capacitance would affect the ultrasonic excitation intensity and welding heat input by changing the shape of the superposition waveform. The change of resistance would affect the ultrasonic excitation intensity, and the change of capacitance affected the ultrasonic excitation intensity and heat input simultaneously. The coupling waveform with higher ultrasonic excitation intensity and small welding heat input was the best superposition waveform. The conditions for obtaining the best superposition waveform were presented.
Key words: ?aluminum alloy; MIG welding; ultrasonic frequency pulses; superposition waveforms
0 前言
焊接方法的發展解決了材料連接的諸多難題。然而,對于傳統的電弧焊接方法而言,其在材料連接方面仍然存在一定的不足。鋁合金是工業當中最廣泛應用的一類有色金屬結構材料,它具有密度小、強度高、導電導熱性好、耐腐蝕、易加工等特點,在航天、航空、汽車、船舶及化工領域被廣泛應用。在工業經濟飛速發展的今天,對鋁合金焊接結構的需求日益增加,對鋁合金焊接質量的要求也更加苛刻。
熔化極惰性氣體保護焊(MIG焊)以其低成本、高效率特色在鋁合金焊接工藝中被廣泛運用[1-3],然而,鋁合金MIG焊存在焊縫晶粒粗大[4]、氣孔率高[5]等問題,限制了鋁合金焊接結構在苛刻服役環境中的應用。
研究表明在焊接時引入超聲能量可以細化焊縫組織并且減少焊接缺陷[6-7]。超聲引入方法主要包括兩類:① 機械耦合式:利用超聲發射端與電弧同軸復合或者將超聲發射端直接與母材接觸,將超聲振動引入到焊接過程[8-9];② 電耦合式:將超聲頻電信號與焊接電信號進行疊加,導致焊接電弧力產生高頻變化,激發超聲[10]。與機械耦合式超聲引入方式相比,電耦合式具有設備簡單、使用靈活等優點,具有較好的應用前景。
吳敏生等人[10-12]針對TIG電弧超聲的聲激發及焊接特點進行了具體研究,研究結果證實了電耦合式超聲施加方式的可行性,揭示了影響超聲激發強度的關鍵參數及超聲諧振選頻特性。雷玉成等人[13]研究了超聲電弧對6061鋁合金MIG焊接頭組織和性能的影響,結果表明超聲電信號可成功耦合到MIG焊電信號中,并且影響焊接過程。
電耦合式超聲施加方式應用前景廣闊,但目前還存在一定不足。超聲頻電信號與焊接電信號進行耦合,勢必會直接影響焊接的熱輸入,焊接熱輸入過大會導致焊縫組織粗大,弱化接頭性能。焊接熱輸入與耦合波形的形狀具有直接的關系,因此控制耦合波形是保證焊接質量的關鍵。已有的研究主要關注固定波形下超聲參數對焊接質量的影響,尚未關心耦合波形形狀的分析及設計,因此,文中以超聲頻電脈沖信號耦合直流MIG焊接為研究對象,研究不同疊加波形的獲得方式及相應特點,探究最佳疊加波形。
1 隔離耦合裝置及試驗方法
1.1 已有隔離耦合裝置存在的問題
已有的超聲-直流焊接信號隔離耦合裝置是由薛厚祿[14]在“SiCp/6061Al基復合材料交流電弧超聲等離子弧原位焊接工藝研究”一文中提出的,該耦合裝置原理為高通濾波器,雖然耦合效果比較好,但是電容用于耦合存在一些不足,具體如下:① 電容充電階段。根據電容充放電原理,電容完全充滿電所需時間為5 RC,在充滿電之前電容處于導通狀態,在此階段電容容抗較小,會出現浪涌電流,使超聲回路的峰值電流較大,容易導致電容器被擊穿;②電容放電階段。電容完全放電所需時間同樣為5 RC,在完全放電之前同樣處于導通狀態,超聲回路出現浪涌電流,同時還會導致焊接電流分流到超聲回路中,如果分流過大,會導致焊接電弧熄弧。
在電容充放電瞬間,存在超聲回路峰值電流過大且焊接電流分流的現象,對超聲電源及焊接穩定性具有不利的影響。
1.2 隔離耦合裝置的改進
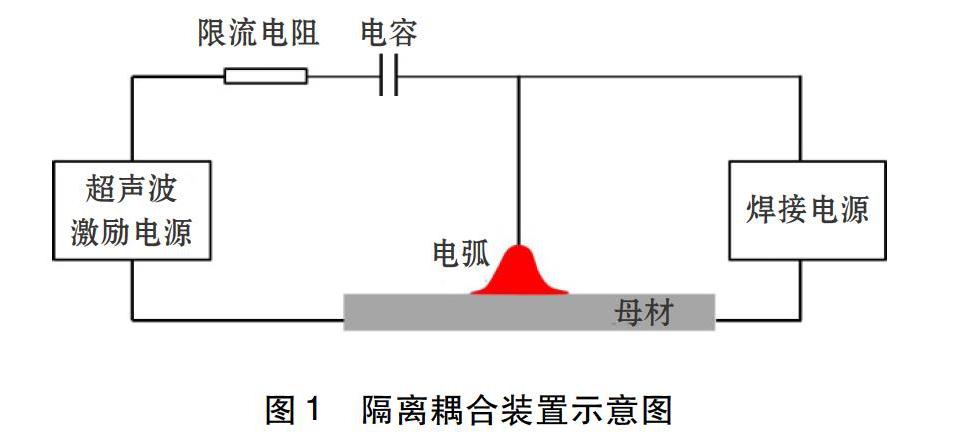
欲將焊接信號與超聲信號疊加在一起形成有效的超聲頻焊接電流波形,既要防止焊接電流分流到超聲回路引起焊接電弧不穩或熄弧現象,也要防止超聲回路電流峰值過大破壞電路。為了達到以上目的,對隔離耦合裝置進行改進,隔離耦合裝置選取電阻和電容構成,如圖1所示。
電阻和電容的作用如下:電容充放電瞬間導通,會存在浪涌電流現象,還會出現焊接電流分流,電阻起限流保護作用。電容具有通高頻阻低頻特性,可將高頻超聲信號耦合到直流MIG焊接電路中,同時阻隔直流信號進入超聲回路。
1.3 試驗方法
利用NI Multisim軟件對經過電弧的電流的波形進行仿真分析,仿真電路如圖2所示,電路中將電弧等效為電阻負載,根據焊接試驗發現,對于板厚為4 mm的
鋁合金,當焊接電流為132 A時,焊縫成形較好,此時焊接電壓為21 V左右,可計算出電弧電阻大小約為0.159 Ω。為了全面分析耦合波形的特點及影響因素,對相關參數進行設定,見表1,超聲電壓固定為200 V,超聲頻率固定為30 kHz,改變限流電阻及電容的參數,分析耦合波形的變化。
參考趙家瑞等人[15]在高頻脈沖TIG焊的電弧控制及高頻效應文章中提出的方波的平均熱功率計算公式,超聲耦合直流MIG焊的焊接熱輸入利用如下公式進行計算。
P=1t∫t0(t)U(t)dt(1)
電弧等效為電阻負載,因此式(1)變為:
P=1t∫t0I·I·Rdt(2)
焊接電流為132 A,耦合電流I是超聲回路的電流與焊接電流疊加之后的總電流,因此式(2)中的I為:
I=132+I超(3)
利用Origin軟件對NI Multism 軟件仿真出的電流數據按照式(2)進行積分計算,得到不同疊加波形的熱輸入大小。
2 電信號波形及聲熱特點
2.1 耦合波形的影響因素
固定超聲電壓及超聲頻率,疊加波形與限流電阻及電容的大小有關,改變電阻及電容可獲得不同的疊加波形。
限流電阻及電容共同影響疊加電流的波形,電容完全充放電時間為5 RC,R為限流電阻的阻值,C電容的容量。圖3為電容充放電過程中超聲波激勵電源輸出的超聲電信號的電壓與電容兩端電壓隨時間變化的波形圖。
圖3描述了電容充放電時的3種情況:
超聲電信號的半周期內,電容恰好充電或放電完成。此時:
5RC=12f(4)
式中: f為超聲激勵電源的超聲頻率。
超聲電信號的半周期內,電容沒有完全充電或放電。此時:
5RC>12f(5)
超聲電信號的半周期內,電容快速完成充電或放電。此時:
5RC<<12f(6)
當R及C變化時,5 RC與1/2 f之間的關系就會發生變化,進行形成不同的疊加波形。
2.1.1 限流電阻的影響
固定其他的參數,改變限流電阻,限流電阻分別為10 Ω,100 Ω及200 Ω,不同限流電阻對應的疊加波形如圖4所示,從圖中可以看出,限流電阻主要影響疊加波形的峰值,隨著限流電阻的增大,疊加波形的峰值逐漸變小。
電容在充放電瞬間,相當于通路,此時超聲回路的電阻主要為限流電阻,因此,超聲回路的峰值電流可通過如下式計算得出:
I峰=U1R1+R2 (7)
式中:U1為超聲波激勵電源輸出的電壓;R1為超聲波激勵電源輸出的電弧等效電阻;R2為超聲波激勵電源輸出的限流電阻。
2.1.2 電容的影響
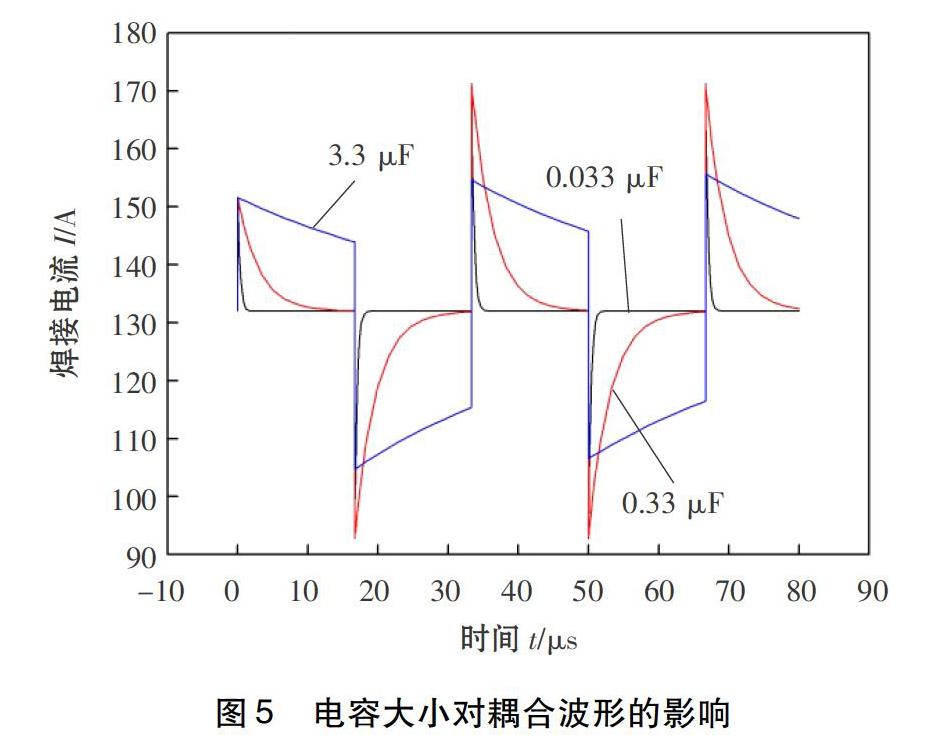
固定限流電阻,改變電容,電容參數分別為0.033 μF,0.33 μF及3.3 μF, 疊加電流波形如圖5所示,從圖中可以看出,電容的變化對疊加波形的形狀具有明顯的影響,當電容較大時,也會改變疊加波形的峰值電流。
3種疊加波形分別對應電容的3種充放電情況。當電容為0.033 μF時,電容快速充放電;電容為0.33 μF時,在超聲電信號的半周期內,電容恰好充電或放電完成;電容為3.3 μF時,在超聲電信號的半周期內,電容沒有完全充電或放電。
從圖5中可以看出,所有波形中只有第1個峰值電流為20 A左右,以后的峰值電流均為有所增大。產生這種情況的原因是因為電容正向完全充滿電之后,進行反向充電的同時要進行放電,在1個周期內完成完整充放電過程,因此會出現電流疊加,出現了不對稱現象,峰值電流大約會變為原來2倍。但是通過實際波形發現,當電容為0.033 μF及0.33 μF時,峰值電流達到了理論分析值,而當電容為3.3 μF時,第1個峰值電流以后的其余峰值電流均在23 A左右,表明此電容在1個周期內不能完全充放電,電能利用率較低。
2.2 不同疊加波形下的超聲激勵能量及熱輸入大小
吳敏生等人[11]研究表明電弧超聲激勵能量與疊加波形的峰值電流的大小成正比,因此,限流電阻的變化對超聲激發強度具有直接的影響,超聲激勵能量大小可用電弧超聲聲壓來反映,具體的關系式可參考文獻[11]:
Pu=3.181 14I峰+1.106 23(8)
式中:Pu為超聲聲壓;I峰疊加電流波形的峰值電流幅值,提取疊加波形的電流幅值數據,代入式(8)中可得到不同參數下的超聲聲壓大小。不同參數下的超聲聲壓及焊接熱輸入如圖6所示,從圖中可以看出,超聲激勵電壓隨限流電阻及電容的增大而減小。當固定電容,增大限流電阻阻值,焊接熱輸入逐漸減小,焊接熱輸入均超過原始焊接熱輸入,但超出幅度不大;固定限流電阻為10 Ω,增大電容容量,焊接熱輸入逐漸增大。當電容為0.033 μF時,焊接熱輸入僅比原始焊接的熱輸入增大6.28 W;當電容為0.33 μF時,焊接熱輸入明顯增大,比原始焊接熱輸入增大51.33 W;當電容為3.3 μF時,焊接熱輸入比原始焊接熱輸入增大123.42 W。
3 最佳疊加波形特點描述
相同的超聲電壓及超聲頻率下,焊接電流的疊加波形取決于限流電阻和電容的數值,不同的疊加波形具有不同的超聲激勵能量及焊接熱輸入。超聲激勵能量同焊接熱輸入對焊接質量具有不同的影響。超聲激勵能量越大,越有利于細化焊縫晶粒;焊接熱輸入越大,越容易導致焊縫晶粒粗化,因此兩者對晶粒細化作用是矛盾的。因為,為了保證焊縫晶粒細化,必須選擇超聲激勵能量較大且焊接熱輸入較小的疊加波形。
結合圖6可知,限流電阻和電容的容量較小時,疊加波形對應的超聲激勵能量較大,同時焊接熱輸入與無超聲信號疊加時的焊接熱輸入相比接近,是比較理想的疊加波形,對于文中所給定的參數中,當限流電阻阻值為10 Ω,電容容量為0.033 μF時,疊加波形最為理想。
4 結論
(1) 超聲電脈沖信號與直流MIG焊信號耦合,通過改變耦合參數,可獲得不同類型的復合焊接電信號波形,3種波形具有不同的特點。
(2) 超聲熱輸入及超聲激勵強度大小是選擇復合焊接電信號波形的關鍵,應選擇超聲熱輸入較小,且超聲激勵強度較大的疊加波形,以避免熱輸入過大導致焊縫晶粒的粗化。
(3) 仿真結果表明,當限流電阻和電容的容量較小時,疊加波形對應的超聲激勵強度較大,同時焊接熱輸入較小。當超聲電源電壓為200 V,限流電阻阻值為10 Ω,耦合電容容量為0.033 μF時,疊加波形較理想。
參考文獻
[1] 丁韋, 侯啟孝, 董玲宣, 等. 鋁合金薄板脈沖MIG焊氣孔研究[J]. 焊接技術, 1995(4):7-8.
[2] 王亞峰.6061厚板鋁合金窄間隙GMAW焊炬設計及工藝研究[D].哈爾濱:哈爾濱工業大學碩士學位論文,2016.
[3] 靳佳霖, 徐國富,李耀,等. 焊絲成分對6082T6鋁合金焊接接頭組織和性能的影響[J].中國有色金屬學報,2020,30(1): 1-6.
[4] 許鴻吉, 唐海鷹, 劉志平, 等. 6082鋁合金MIG焊焊接接頭組織與力學性能研究[J]. 金屬鑄鍛焊技術, 2010, 39(1): 131-133.
[5] 李敬勇, 章明明, 趙勇, 等. 鋁合金MIG焊焊縫中氣孔的控制[J].華東船舶工業學院學報(自然科學版),2004, 18(5): 78-81.
[6] Fattahi M, Ghaheri A, Arabian N,et al. Applying the ultrasonic vibration during TIG welding as a promising approach for the development of nanoparticle dispersion strengthened aluminum weldments[J]. Journal of Materials Processing Technology, 2020, 282: 116672.
[7] Chen Q H, Ge H L, Yang C L,et al. Study on pores in ultrasonicassisted TIG weld of aluminum alloy[J]. Metals, 2017, 7(2): 53-63.
[8] Fan Y Y, Fan C L, Yang C L,et al. Research on short circuiting transfer mode of ultrasonic assisted GMAW method[J]. Sci. Technol. Weldding Joining,2012, 17(3): 186-190.
[9] Cui Y, Xu C L, Han Q. Effectof ultrasonic vibration on unmixed zone formation[J]. Scripta Materialia, 2006, 55: 975-978.
[10] 吳敏生, 段向陽, 李路明, 等. 電弧超聲的激發及其特性研究[J]. 清華大學學報(自然科學版), 1999,39(6):110-112.
[11] 胡星, 郝紅偉, 文雄偉, 等. 影響電弧超聲激發強度的參數[J]. 焊接學報, 2007, 28(4): 73-76.
[12] 張春雷, 吳敏生. 高頻調制電弧超聲發射及其物理特性[J]. 焊接學報, 2001, 22(1): 75-78.
[13] 雷玉成, 崔展祥, 路廣遙,等.超聲電弧對6061鋁合金MIG焊接頭組織和性能的影響[J]. 焊接學報, 2020, 41(2):33-38.
[14] 薛厚祿.SiCp/6061 Al基復合材料交流電弧超聲等離子弧原位焊接工藝研究[D]. 江蘇:江蘇大學碩士學位論文,2010.
[15] 趙家瑞, 李義丹. 高頻脈沖TIG焊的電弧控制及高頻效應[J].天津大學學報,1989(3):25-31.