對焊銑刀斷裂原因分析
2021-07-20 04:29:57王春奕朱蒨歐紅燕張全新
機械制造文摘·焊接分冊 2021年3期
王春奕 朱蒨 歐紅燕 張全新

摘要: 文中通過對斷裂的對焊銑刀各部位進行化學成分、硬度、金相組織的檢測分析,側重從宏觀和微觀對銑刀各部位顯微組織進行對比分析,結合銑刀的焊接和熱處理過程,對銑刀斷裂原因進行了分析討論。結果表明,對焊銑刀在最終熱處理時淬火加熱區域超過焊縫部位,使焊縫附近的高速鋼熱影響區產生很大的組織應力和熱應力,最終導致了對焊銑刀的斷裂。
關鍵詞: 對焊銑刀; 淬火; 熱影響區; 組織應力; 熱應力
中圖分類號: TG 47
Fracture analysis of butt welding milling cuttre
Wang Chunyi1, Zhu Qian2, Ou Hongyan1, Zhang Quanxin1
(1.Chongqing Iron and Steel Research Institute Co.,Ltd.,Chongqing 400084,China;
2.Chongqing Industry Polytechnic College, Chongqing 401120, China)
Abstract: In this paper, the chemical composition, hardness and metallographic structure of the broken welding milling cutter were tested, and the microstructure of each part of the milling cutter was analyzed and compared from the macroscopic and microscopic aspects. Combined with the welding and heat treatment process of the milling cutter, the reasons for the fracture of the milling cutter were analyzed and discussed. The analysis results showed that the quenching heating area of butt welding milling cutter exceeded the weld area of the milling the cutter in the final heat treatment, which made the heat affected zone of high-speed tool steel near the welding seam produce great structural stress and thermal stress, which led to the fracture of the butt welding milling cutter.
Key words:?? butt welding milling cutter; quenching; heat affected zone; microstructure stress; thermal stress
0 前言
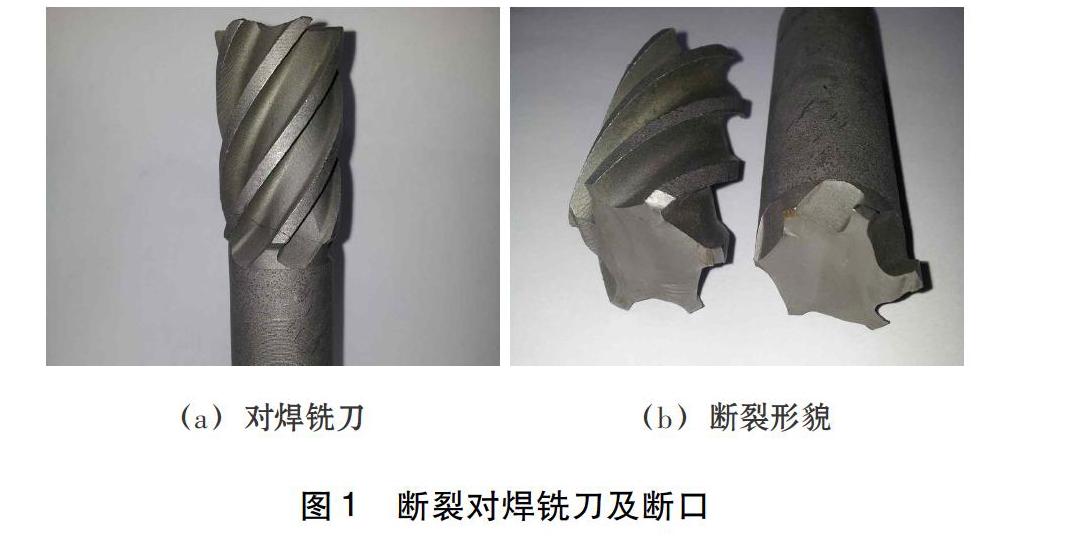
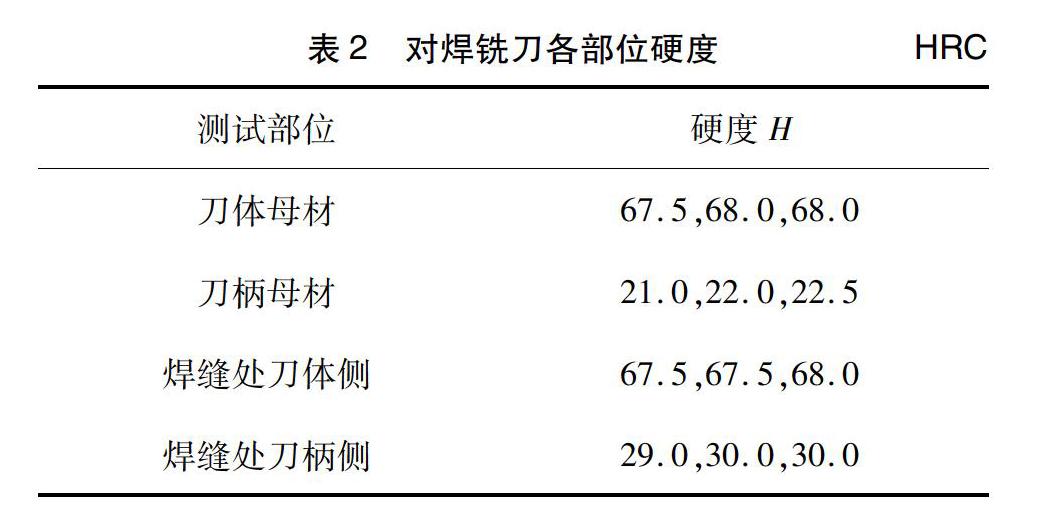
某公司生產的焊接帶柄高速鋼銑刀,通過結構鋼與高速鋼對焊而成,銑刀刀體材質為W6Mo5Cr4V2Al(M2Al鋼),刀柄材質為40Cr鋼,對焊銑刀在經過最終熱處理后發生斷裂,斷裂部位位于離焊縫約5~10 mm處的刀體一側,發生斷裂的銑刀占有較大比例,給該公司造成了一定的經濟損失。為防止產品再次出現此類問題,對斷裂銑刀進行了化學成分分析、硬度檢測、金相高低倍組織觀察,以查找銑刀斷裂的真正原因。1 試驗設備文中使用德國SPECTRO LAB直讀光譜儀及CS-206型紅外碳硫分析儀進行化了學成分分析,使用HR-150A型洛氏硬度計進行了試樣硬度檢測,使用日本OLYMPUS GX71型光學顯微鏡進行了金相組織觀察。2 理化檢驗2.1 化學成分分析斷裂對焊銑刀及斷口形貌如圖1所示,對銑刀刀體和刀柄試樣分別進行了化學成分分析,結果見表1。2.2 硬度檢測對銑刀刀體和刀柄試樣的不同部位進行了硬度檢測,結果見表2。2.3 金相檢驗如圖2所示,將刀體母材和刀柄母材試樣分別經預磨拋光并用4%硝酸酒精溶液侵蝕,放大100~500倍進行高倍觀察,發現高速鋼銑刀金相組織為回火馬氏體+碳化物,如圖2a所示。按照國家標準GB/T 6394—2002評定淬回火晶粒度,其級別為9.5級。按GB/T 14979—1994評定共晶碳化物不均勻度,其級別為2.5級。按GB/T 10561—2005評定非金屬夾雜,其級別為B0.5,C0.5,D1.0。結構鋼刀柄母材試樣金相組織為珠光體+鐵素體,但在逐漸靠近焊縫的結構鋼刀柄試樣中發現魏氏組織,其含量隨著向焊縫距離的靠近逐漸增多。
用同樣的方法將焊縫試樣經過預磨拋光并侵蝕后在金相顯微鏡下觀察發現,焊縫處兩側組織界限清晰可見,如圖2b所示。焊縫處刀柄一側的金相組織為魏氏體+索氏體,晶粒粗大,其平均晶粒度為3.5級,組織嚴重過熱,如圖2c所示。焊縫處刀體一側的金相組織為回火馬氏體+碳化物,接近焊縫處的碳化物流線由軸向分布逐漸趨于沿徑向分布,越靠近表面越趨于明顯,焊縫刀體一側的碳化物顆粒尺寸細小,晶粒較細,其晶粒度為10.5級,如圖2d所示。3 分析討論由于高速工具鋼硬度高,耐磨和耐熱性能好,其強度和韌性在現有刀具材料中是較高的,因此絕大部分高速鋼用于制造刀具[1]。由于高速鋼使用的原料價格較為昂貴,在高速鋼刀具的制造中,為了節約成本,對于某些帶柄的刀具如銑刀、鉆頭等,往往采用低廉的碳鋼或低合金鋼與高速鋼焊接,再經過各工序的加工和熱處理而得到,高速鋼的熱處理通常采用鹽浴加熱[2]。上述斷裂的銑刀即為合金結構鋼40Cr與高速工具鋼M2Al采用對焊工藝制造的。從對斷裂銑刀的化學成分分析結果得知,銑刀高速鋼刀體材質符合國家標準GB/T 9943—2008中W6Mo5Cr4V2Al鋼(M2Al)的要求,刀柄材質符合國家標準GB/T 3077—1999中40Cr鋼的要求。對焊接銑刀不同部位的硬度檢測結果得知,高速鋼母材硬度值達到68 HRC,這表明對焊銑刀進行了高溫淬火和回火熱處理,其淬回火硬度符合標準要求。同時,焊縫處刀體一側的硬度值也達到68 HRC,與遠離焊縫的高速鋼母材硬度一致,這表明焊縫處與高速鋼銑刀刀體均進行了高溫淬火和回火熱處理。從高倍金相觀察結果得知,高速鋼銑刀的非金屬夾雜物含量及金相組織未見異常,符合相關標準要求,但通過對焊銑刀焊縫處的金相組織觀察發現,焊縫處刀柄一側有大量的魏氏體組織,晶粒嚴重粗化,呈現出明顯的嚴重過熱特征,而焊縫處刀體一側為回火馬氏體組織,這表明焊縫兩側都經過了高溫加熱,即對焊銑刀在最終熱處理時,淬火加熱區達到或超過焊縫部位,這從我們對銑刀刀體與焊縫處高速鋼的相同硬度檢測結果也可以得到驗證。眾所周知,焊接刀具的熱處理、淬火加熱部位的確定以及對焊工藝等都將影響刀具的質量和使用壽命,焊縫位置的選擇事關重大,它是決定焊接件質量的關鍵[3]。從對斷裂銑刀的各種檢測分析可以得知,導致該批對焊銑刀在焊縫附近斷裂應有幾方面的原因,首先,銑刀在鹽浴淬火加熱時,鹽面部位達到或超過焊縫,焊縫處結構鋼嚴重過熱,出現大量晶粒粗大的低強度高脆性魏氏組織,而高速鋼全部淬火成馬氏體組織,這種超焊縫淬火,使焊縫處高硬度高應力的高速鋼熱影響區被重新淬火成馬氏體而產生更大的組織應力和熱應力[4],而焊縫處結構鋼部分硬度較低,經過回火后,則高速鋼和結構鋼的硬度差別更大,焊縫處組織結構和硬度的突然降落,再加上熱應力的影響,使焊縫附近的應力分布更為復雜和不均,這種應力峰值一般出現在焊縫附近的刀體一側,同時,銑刀焊縫附近刀體一側的R角更進一步加重了這種應力集中[5],當這種應力超過材料的強度極限時,就會在焊縫附近的刀體一側形成裂紋甚至開裂。因此,對焊銑刀的淬火加熱區域一般不宜超過焊縫,通常鹽浴面低于焊縫約10~15 mm,以避開焊縫附近的高速鋼熱影響區,金相組織從馬氏體過渡到屈氏體,使焊縫附近高速鋼組織和硬度分布相對均勻,梯度相對平緩,從而避免產生更大的應力而形成裂紋[6]。另一方面,銑刀焊接后的冷卻方式或熱處理對銑刀的最終斷裂也有重要影響。從焊接工藝本身來講,無論采用何種焊接方式,都會有焊縫,只要有焊縫就會有熱影響區[7]。從失效銑刀的宏觀形貌可以看出,斷裂部位位于焊縫附近的高速鋼熱影響區一側。在焊接時,焊縫兩側區域被加熱到很高的溫度,空冷到室溫后形成熱影響區,高速鋼屬于萊氏體鋼,淬透性高,焊后易產生馬氏體組織,如果焊縫在焊后冷速過快,刀體一側的熱影響區將發生馬氏體相變而出現淬火硬化,特別是小規格焊接件,焊完后還未來得及投入保溫爐焊縫高速鋼便已經空冷淬硬了,而結構鋼刀柄和未受熱影響的高速鋼部份則為索氏體組織,形成顯著的比容差和極大的組織應力,同時高速鋼的導熱系數低,其膨脹系數也與結構鋼有較大差異,在焊接冷卻過程中,焊縫兩側收縮量不同,使焊縫處于更為復雜的高應力狀態,造成焊縫下高速鋼熱影響區的脆化[8],為裂紋的萌生埋下很大隱患,在隨后的加工或高溫處理時焊縫刀體一側的熱影響區產生開裂。因此,焊完后的帶柄銑刀不宜直接空冷,應及時保溫緩冷或者直接退火,避免馬氏體轉變,改善焊縫組織,降低高速鋼熱影響區的硬度,以避免焊縫高速鋼熱影響區在后續的最終熱處理中的二次淬火而產生應力集中和裂紋。
4 結論
(1)高速鋼銑刀及刀柄材質符合相關國家標準要求。
(2)對焊銑刀在最終熱處理時淬火加熱區域超過焊縫部位,使焊縫附近的高速鋼熱影響區產生很大的組織應力和熱應力是銑刀斷裂的主要原因。
(3)對焊銑刀在焊接后未及時保溫緩冷或退火,導致焊縫高速鋼熱影響區脆化是銑刀斷裂的潛在誘因。
參考文獻
[1] 李裕國.M2Al高性能高速鋼用于普通刀具[J].黑龍江科技信息,2008(26):46.
[2] 何開文,張全新.M42帶柄銑刀折斷原因分析[J].甘肅冶金,2016(6):70-71.
[3] 張寧,董麗麗,張賀佳.W6Mo5Cr4V2Al鋼淬火過程中微觀結構的轉變[J].金屬熱處理,2019(9):57-63.
[4] 王為民,曹仁,羅建平. W6Mo5Cr4V2Al材料常見缺陷及實例分析[J].工具技術,2014(11):62-64.
[5] 陳國慶, 劉政, 張秉剛, 等.W6高速鋼/16Mn鋼電子束焊接接頭組織及性能分析[J]. 焊接學報, 2018, 39(11): 1-5.
[6] 蔣雙雙,嚴宏志,倪高明, 等.焊接溫控工藝參數對硬質合金焊接性能的影響研究[J].工具技術,2019(4):40-43.
[7] 張武,計遙遙,楊曉雨, 等. 700 MPa級低合金高強度鋼焊縫熱影響區連續冷卻轉變曲線圖的測定[J].熱處理,2019(5):7-10.
[8] 崔中圻,覃耀春.金屬學與熱處理[M].北京:機械工業出版社,2008.