A508-3 Cl.2 鍛件配套氬弧焊焊絲研制
2021-07-20 04:29:57賈立超魏濤胡曉波張慶素劉滿雨
機械制造文摘·焊接分冊 2021年3期
賈立超 魏濤 胡曉波 張慶素 劉滿雨

摘要: 針對核電產品蒸汽發生器、穩壓器用 A508-3 Cl.2 鋼母材,開展 A508-3 Cl.2 鋼配套的焊接材料和焊接工藝的研究工作。研制的焊絲通過調整合金元素比例,對 S,P,Co 等有害元素進行有效地控制,抗拉強度和沖擊韌性均有明顯提升。焊縫金相組織未見硬脆相,組織柱狀晶消失并轉化為等軸晶,組織細化,單位面積晶界比例明顯上升,使得位錯擴展受到阻礙,宏觀表現韌性提高。研究結果表明,研制的 HS09MnNiMoHR 低合金鋼氬弧焊絲具有良好的焊接工藝性能,力學性能滿足項目要求。
關鍵詞: A508-3 Cl.2 鋼; HS09MnNiMoHR; 氬弧焊
中圖分類號: TG 422
Design of argon arc welding wire for A508-3 Cl.2? forging
Jia Lichao1, Wei Tao1,2,? Hu Xiaobo1,2, Zhang Qingsu1,2, Liu Manyu1,2
(1.Harbin Welding Institute Limited Company, Harbin 150028, Heilongjiang, China; 2.Harbin Well Welding Co., Ltd., Harbin 150028, Heilongjiang, China)
Abstract: The research work on welding materials and welding process of A508-3 Cl.2 steel for nuclear power steam generator and regulator was carried out. Through adjusting and integrating the ratio of alloy elements, the strength of tensile strength and impact toughness were improved obviously. The harmful elements such as S, P, Co were effectively controlled. There was no hard and brittle phase in the weld phase, and the tissue columnar crystals disappeared and converted into equiaxed crystals. The proportion of grain boundaries per unit area of tissue refinement increased significantly, causing dislocation expansion to be hindered. Macroscopic performance toughness was improved. The results showed that the HS09MnNiMoHR low alloy steel argon arc welding wire had good welding performance and the mechanical properties met the requirements of the project.
Key words: ??A508-3 Cl.2 steel; HS09MnNiMoHR; argon arc welding
0 前言
隨著中國核設備制造技術的發展,壓水堆核電站單機組的容量已達到百萬級千瓦。上世紀80 年代初,由當時的核工業部第一研究設計院、機電部第二重型機器廠、哈爾濱焊接研究所(現為哈爾濱焊接研究院有限公司)、冶金部北京鋼鐵研究總院組成了“六十萬千瓦壓水堆核電站反應堆壓力容器用A508-3鋼及其配套焊接材料與工藝研制”協作組,開始了中國反應堆壓力容器用A508-3鋼鍛件,焊接材料及制造工藝的研究,但至今焊接材料仍然主要依靠進口。目前大多數工業發達國家,反應堆壓力容器仍在使用A533B(板材)和A508-3鋼(鍛件),這是當今世界壓水堆壓力容器用鋼的典型代表材料[1]。國內核電用 508-3 鋼焊接材料市場基本被以日本神鋼、德國蒂森公司為代表的進口焊材占領著,尤其是核級設備,國產焊接材料一直被拒絕于門外。進口焊材不僅價格昂貴,而且供貨期較長,對國內還存在著諸多技術壁壘,給廣大用戶帶來許多困擾。期盼著核一級設備中使用高質量的國產核電焊接材料,由此將解決長期困擾企業的難題, 并為企業帶來效益和效率,為國家節省資源。文中對A508-3 Cl.2 鋼主焊縫高純氬弧焊焊接材料進行深入研究, 實現核電用A508-3 Cl.2 鋼主焊縫焊接材料的國產化,替代進口焊材,解決國內制造企業的燃眉之急。
1 試驗要求與方法
1.1 技術要求
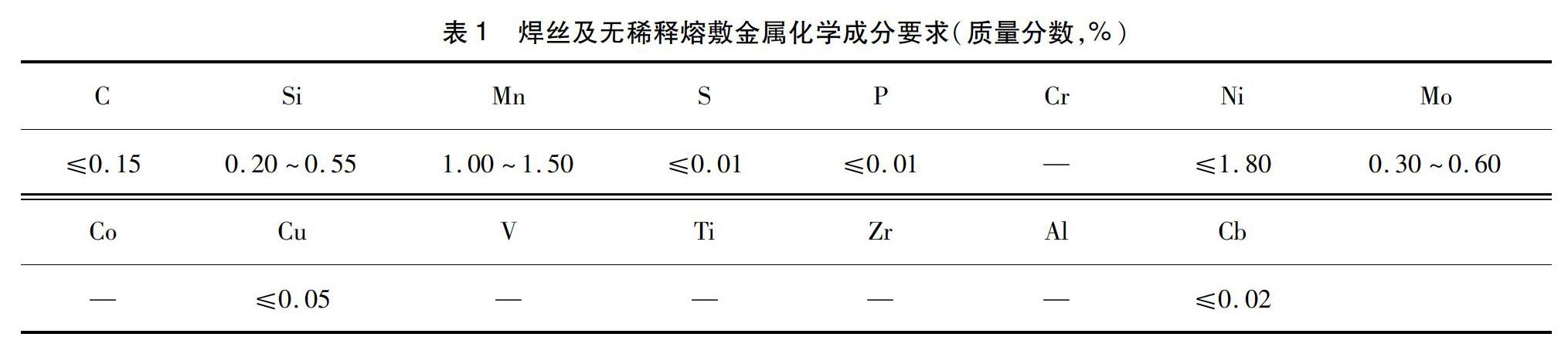
A508-3 Cl.2 鋼的焊接材料技術要求對焊絲及熔敷金屬的 S,P,Cu,Co 等合金元素含量進行了嚴格控制,見表1。對熔敷金屬熱處理態(608 ℃×24 h)力學性能,特別是室溫和 350 ℃抗拉強度也進行了嚴格要求,見表 2 。落錘試驗試驗溫度TNDT≤-10 ℃不斷裂合格見表3;彎曲試驗,面彎、背彎各取 1 個或取 2 個側彎試樣,彎曲直徑:D=4T,彎曲角度:180°,彎曲后拉伸面上不允許出現任何明顯的開裂,單個裂紋、表面氣孔和夾渣的長度均不應大于 3 mm[2]熔敷金屬沖擊性能試驗結果見表3。同時要求研制的氬弧焊絲手工 TIG焊接工藝性良好。
1.2 試驗方法
母材為Q345(16Mn)鋼,對接試板用HS09MnNiMoHR焊絲焊3層過渡層,試板厚度為20 mm,焊接方式為手工 TIG 焊接。對接坡口形式如圖1所示,焊接工藝參數見表4。
按照ASTM A751-2014《鋼產品化學分析的試驗方法、規程和術語》進行化學分析,按照GB/T 25774.1—2010《焊接材料的檢驗 第1部分:鋼、鎳及鎳合金熔敷金屬力學性能試樣的制備及檢驗》進行拉伸、沖擊、彎曲試樣制備。焊縫金屬力學性能分別按照 GB/T 2652—2008《焊縫及熔敷金屬拉伸試驗方法》、GB/T 4338—2006《金屬材料高溫拉伸試驗方法》、GB/T 2650—2008《焊接接頭沖擊試驗方法》、GB/T 2653—2008《焊接接頭彎曲試驗方法》要求進行拉伸、沖擊以及彎曲試驗。落錘試驗按照GB/T 6803—2008《鐵素體鋼的無塑性轉變溫度落錘試驗方法》試樣采用 P-3型進行試驗[3]。
2 焊接材料的研制
2.1 焊絲成分設計
A508-3 Cl.2鋼焊接材料熔敷金屬力學性能指標室溫拉伸、350 ℃高溫拉伸、沖擊吸收能量、落錘、彎曲,根據項目考核指標,焊絲的化學成分、熔敷金屬的力學性能及焊接工藝參數等相關條件下各數據的關系,此外還要考慮核一級設備受中子輻照后,焊縫產生輻照脆化,韌性降低,因此需嚴格控制焊縫金屬中 S,P,Cu,Co 等元素有害元素含量,向焊絲中添加 Ni 等合金元素以提高低溫沖擊韌性。結合公司多年的低合金鋼焊接材料研究成果的積累,已有的研究數據和產品經驗,設計研究焊絲的化學成分。
為了改善和提高焊絲沖擊韌性在冶煉過程中加入部分合金元素。
2.1.1 鎳(Ni)
鎳在焊縫中強化鐵素體并細化珠光體, 總的效果是提高強度,對塑性的影響不顯著。含鎳鋼的碳含量可以適當降低,因而能使鋼的韌性和塑性有所提高。
2.1.2 鉬(Mo)
鉬在焊縫中能提高淬透性和熱強性。鉬對鐵素體有固溶強化作用,同時也提高碳化物的穩定性,從而提高鋼的強度。
2.1.3 鈦(Ti)
鈦和氮、氧、碳都有極強的親合力, 與硫的親合力比鐵強。因此,它是一種良好的脫氧去氣劑和固定氮和碳的有效元素。
鈦對鋼的韌性,特別是低溫沖擊韌性少有改善作用。鈦能改善碳素鋼和合金鋼的熱強性,提高它們的持久強度和蠕變抗力。
2.1.4 鋁(Al)
鋁主要用來脫氧和細化晶粒。某些鋼脫氧時,如果鋁用量過多,則會使鋼產生反常組織和有促進鋼的石墨化傾向。在鐵素體及珠光體鋼中,鋁含量較高時會降低其高溫強度和韌性。鋁強烈促進碳的石墨化,加入Cr,Ti,V,Nb 等強碳化物形成元素可抑制Al的石墨化作用[4]。
2.2 焊絲冶煉
該項目共冶煉了6批次焊絲,其中第1次冶煉的焊絲性能不合格,其余5批次焊絲性能均滿足要求。編號為 1號的焊絲沖擊韌性低,低溫沖擊不滿足采購技術要求。通過添加適量的Ni,Ti,Al等微量元素,其中2號、3號、4號、5號、6號的焊絲抗拉強度和沖擊韌性均有明顯提高。
將典型1號、2號焊絲進行成分及熔敷金屬性能比較,研制焊絲化學成分及熔敷金屬性能見表5、表6。通過資料查詢及試驗分析,找出Al,Ti,Ni 等微量元素對材料性能的影響。通過調整合金元素比例及加入一定比例的微量元素后抗拉強度和沖擊韌性均有明顯提高,通過1號、2號試樣焊縫金相組織進行對比分析也有一致的規律。
如圖2所示,1號、2號試樣焊縫金相組織因受焊接重熱作用,焊縫金相組織因受焊接重熱作用,原始柱狀晶特征已消失,1號試樣重熱不完全正火組織形貌如圖2a所示,為鐵素體+貝氏體+馬氏體。2號試樣重熱不完全正火組織形貌如圖2b所示,為鐵素體+聚集態珠光體(或貝氏體)。
3 試驗結果與分析
3.1 焊絲的工藝性能
通過調整焊絲的化學成分,在滿足力學性能指標的前提下,使熔池具有合適的黏度和表面張力,增加熔池的流動性,改善焊絲的焊接過程中電弧的穩定性,提高焊絲的可焊性。
研制的焊絲HS09MnNiMoHR,2號焊絲適合大電流焊接。焊接工藝性能優良,電弧穩定,飛濺較小,無焊渣,焊縫成形較好,圖3為氬弧焊焊道形貌。
3.2 熔敷金屬化學成分及力學性能
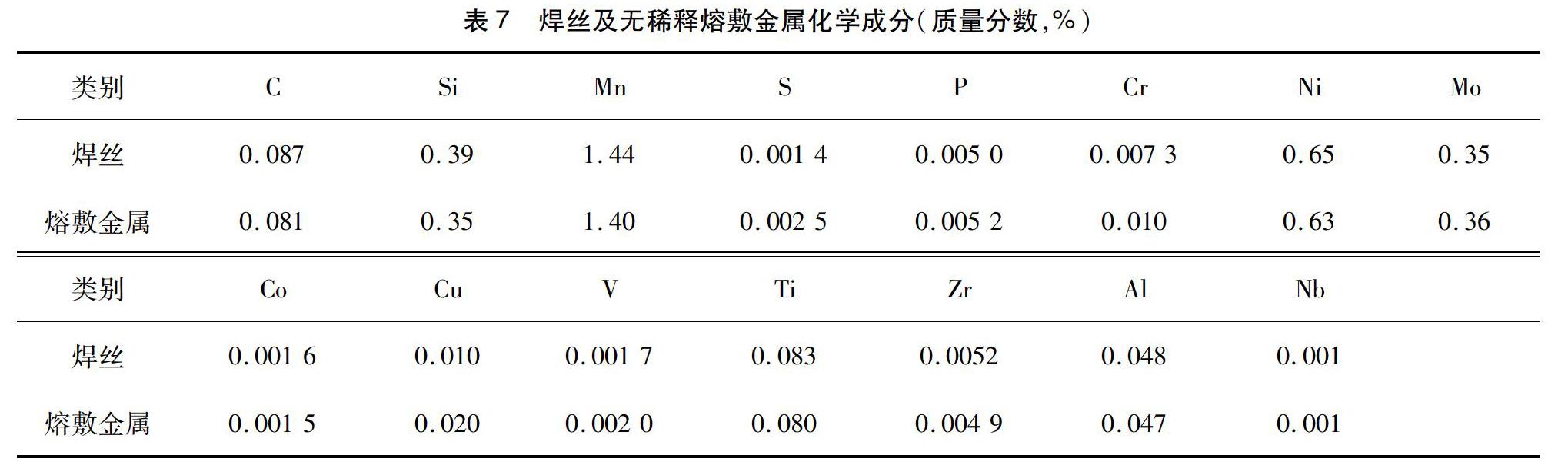
研制的HS09MnNiMoHR 焊絲及熔敷金屬化學成分分析結果見表7所示,滿足表1的要求。熔敷金屬力學性能試驗結果見表8、表9,力學性能能夠滿足表2的要求, 落錘試驗溫度TNDT≤-10 ℃不斷裂合格,結果如圖4所示。側彎試樣完好無裂紋,結果如圖5所示。
3.3 金相組織
2號試樣宏觀樣粗晶形貌如圖6所示, 未見裂紋、夾渣、氣孔、未焊透、未熔合等缺陷。
2號試樣焊縫金相組織因受焊接重熱作用,焊縫金相組織因受焊接重熱作用,原始柱狀晶特征已消失,以重熱正火和重熱不完全正火2種狀態交叉存在。重熱正火組織形貌如圖7所示,為等軸鐵素體;未見微觀裂紋、氣孔、夾渣等微觀缺陷。
4 結論
(1)研制的焊接材料 HS09MnNiMoHR 低合金鋼氬弧焊絲,其焊絲及熔敷金屬化學成分和各項性能均滿足項目要求。
(2)研制的焊接材料HS09MnNiMoHR 低合金鋼氬弧焊絲具有良好的焊接工藝性能。對焊絲中S,P,Co等有害元素進行有效控制, -10 ℃低溫沖擊吸收能量平均值達到160 J以上。
(3)焊縫金相組織未見硬脆相,柱狀晶消失轉化為等軸晶,組織細化單位面積晶界比例明顯上升,使得位錯擴展受到阻礙, 宏觀表現韌性提高。
參考文獻[1] 張敬才, 王文華, 高維森. A508-3鋼及其焊接材料與工藝研究[J]. 中國核科技報告, 1994(1): 1151-1161.
[2] ASME 鍋爐及壓力容器委員會材料分委員會.ASME 鍋爐及壓力容器規范(國際性規范)Ⅱ材料C篇[S]. 北京:中國石化出版社,2017.
[3] 魏濤, 徐鍇, 馮偉, 等. 9%Ni鋼LNG低溫儲罐用埋弧焊焊接材料研制[J]. 機械制造文摘—焊接分冊, 2018(4): 27-32.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53