數控立式車削中心工作臺卡死故障處理
2021-07-20 06:03:10沈朋
金屬加工(冷加工) 2021年6期
關鍵詞:故障
沈朋
中車戚墅堰機車車輛工藝研究所有限公司 江蘇常州 213000
1 序言
數控立式車削中心VTC-160E是一臺進口設備,主要用于盤式齒輪和齒圈的端面切削、內孔加工等。在車削加工時,工作臺相對于刀具進行旋轉切削加工。當需要打孔或者銑削加工時,通過M代碼的使用,機床C軸齒輪對工作臺進行定位。當需打孔時,C軸旋轉角度配合X軸的移動可以進行孔的定位。近期在進行車削加工時,出現工作臺卡死故障,這直接影響產品的加工進度,需要及時解決該故障。
2 故障原因分析
車削加工時工作臺發生卡死現象,其主要原因分析如下。
1)工作臺的傳動電動機損壞(包括電動機軸承損壞)。
2)工作臺的傳動齒輪或軸承損壞。
3)工作臺鎖緊液壓缸未解鎖松開。
4)C軸定位齒輪損壞。
5)傳動Ⅱ軸齒輪或軸承損壞。
發生此次工作臺卡死故障后,拆卸工作臺鎖緊液壓缸,檢測到工作臺無法轉動,排除工作臺鎖緊液壓缸未松開原因。
將工作臺臺面拆卸吊出,拆卸C軸定位齒輪和Ⅱ軸傳動齒輪,發現工作臺可以轉動,工作臺傳動結構如圖1所示,排除工作臺導軌以及軸承損壞等原因。將工作臺齒輪傳動臺面拆卸吊出,分別檢測C軸定位齒輪傳動齒輪軸與齒輪Ⅱ軸的傳動情況,發現Ⅱ軸傳動出現卡死現象(見圖2)。
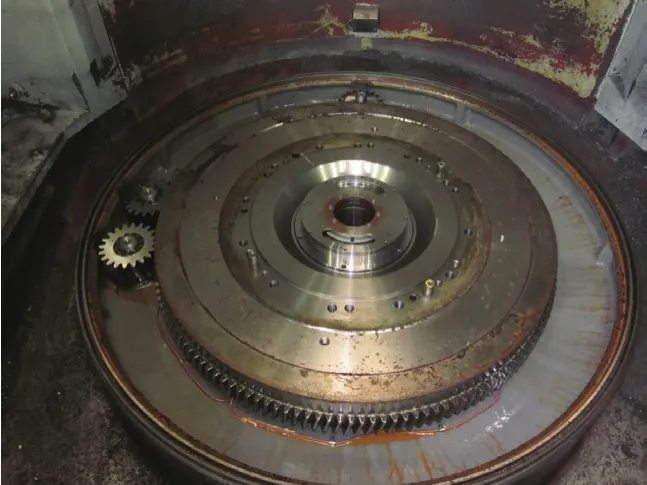
圖1 工作臺傳動結構

圖2 工作臺Ⅱ軸傳動卡死故障現象
經過分析后,發現本次故障的根源是工作臺齒輪傳動的潤滑系統出現堵塞現象,導致工作臺傳動Ⅱ軸的軸承缺少潤滑,出現干磨現象,最終軸承磨損損壞,使傳動齒輪無法進行旋轉傳動。
3 故障處理
解決此故障,只需對設備工作臺傳動Ⅱ軸的軸承進行拆卸、更換,并對潤滑系統進行疏通。
3.1 車削中心工作臺拆卸準備工作
1)建議進行數據備份操作。由于設備的工作臺機械部分維修時間較長,至少要20天,所以為了防止機床長時間關機而導致數據丟失,需要進行數據備份。首先準備存儲卡(見圖3),可使用SRAM存儲卡,因為在卡體內裝有電池,所以可長期保存。然后進入數據傳輸畫面,NC斷電狀態下將存儲卡插入顯示器左側的存儲器插槽中。按住屏幕下方最右邊2個軟鍵接通NC電源,直至顯示如圖4所示的BOOT 系統的菜單畫面。接著進行數據備份,選擇“SRAM DATA BACKUP”指令,將數控系統(隨機存儲器SRAM)中的用戶數據(系統參數、螺距誤差補償值、加工程序、宏程序、刀具補償值、工件坐標系參數和PMC參數等)全部儲存到CF存儲卡中做備份用。最后進行數據恢復(將CF卡中數據加載到數控系統F-ROM 中),操作方法為:進入系統引導區后,選擇菜單選項“SYSTEM DATA LOADING”(見圖4),進行逐個數據加載操作。加載完成后,退出BOOT系統,重啟系統。

圖3 存儲卡CF卡

圖4 BOOT系統的菜單畫面
2)將機床刀架中心移動到合適的位置,便于拆卸和移動。
3)將工作臺旋轉至零位,并做好記號。避免安裝時出現錯誤,導致機床報警。
4)清潔設備工作室以及清除工作臺面的切屑及垃圾。
3.2 車削中心工作臺拆卸
進行工作臺傳動部分的拆卸:根據機床圖樣拆卸機床工作臺傳動機構的防護板。經查找發現,機床傳動Ⅱ軸卡死,無法進行工作。檢查軸齒輪的輪齒及齒面,發現完好。經分析應是該軸的軸承故障。根據機床結構圖樣與傳動Ⅱ軸的實際位置,分析該傳動軸齒輪的最佳取出方案與取出位置。拆除時將相對應的機械部位做好標記。
清潔機床工作臺,并拆除工作臺回零感應開關以及工作臺鎖緊液壓裝置。將機床工作臺面平穩吊起移至機床外部。
先拆除工作臺傳動Ⅱ軸頂部護板,然后拆除工作臺編碼器傳動齒形帶及其他機件(如孔式卡簧等)。傳動Ⅱ軸的軸承取出需要與齒輪軸一并取出,這樣才能更換相應的軸承。取出軸的齒輪部件一般有兩種方法:第一種是用拔銷器聯接齒輪軸,向上拉動拔銷器將齒輪軸取出;第二種是將該齒輪軸從機床內部取出,再拆卸齒輪軸上損壞的軸承。如果采用方法一,齒輪軸拔出靠拔銷器拉動,受力不均勻,容易使齒輪軸造成偏移,取出困難。此外,在齒輪軸被拉出的瞬間容易出現彈蹦,造成人員受傷和機床零部件損壞。如果采用方法二,將該齒輪軸從機床內部取出,再拆卸齒輪軸上損壞的軸承,此方法較為可靠,但拆卸該齒輪軸需要將工作臺傳動系統的大部分齒輪機構拆卸,因還有眾多機床油管、電動機等部件,所以耗時較多,而且在安裝拆卸過程中易將一些機床配件、零部件和輔助元件損壞。雖然兩種方法都可行,但從精益角度來分析,缺點較大,需要尋求新的方法。經過反復研究,另辟蹊徑,使用螺母頂壓法來拆卸傳動Ⅱ軸,如圖5所示。

圖5 螺母頂壓法拆卸傳動Ⅱ軸
用2個圓錐臺等高塊放在齒輪孔上端兩側,用墊塊架在圓錐塊上。將螺栓固定在齒輪軸上,將螺帽垂直固定在墊塊上。在齒輪輪齒上端面上加等高的螺帽(也可以是等高鐵塊),保持整個軸平衡取出(見圖6)。用扳手旋轉螺栓,將齒輪平衡拉出。
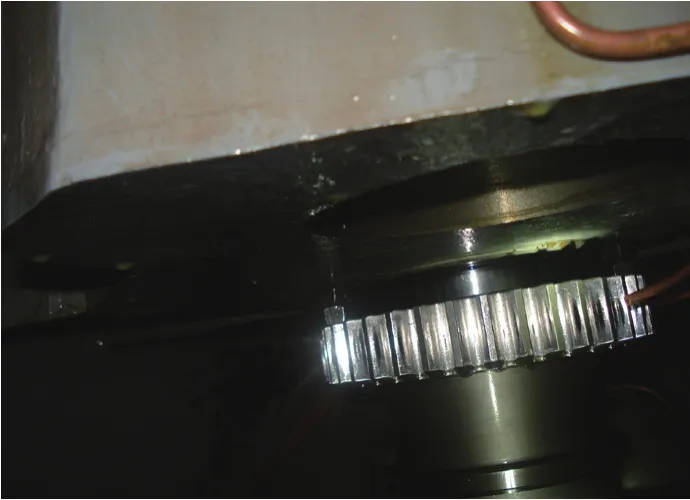
圖6 保持平衡取出傳動Ⅱ軸
吊出軸齒輪及其上端軸承,檢查該軸齒輪上、下端軸承及軸承配合面,發現上端軸承損壞,其余部分完好。拆卸損壞的上端軸承,更換相同型號的新軸承。通過實踐,將常用的兩種拆卸傳動軸方法和螺母頂壓法從使用時間和難易程度等方面進行對比,可得出螺母頂壓法為最優。
3.3 工作臺傳動軸齒輪總成的安裝和調試
(1)軸齒輪總成的安裝 將工作臺傳動Ⅱ軸的安裝面清理干凈,將此軸吊裝垂直進行安裝(注意對準軸上的平鍵),安裝中要進行垂直度調整。安裝該軸的固定機構(如卡簧等)。安裝工作臺編碼器傳動齒形帶。
(2)軸齒輪總成的調試 在安裝齒輪總成后,拆卸軸齒輪嚙合和軸承的潤滑油管,發現管路已被油泥堵塞,如圖7所示。將機床底部齒輪箱里所有潤滑油管清潔疏通。

圖7 潤滑油管路被油泥堵塞
(3)安裝潤滑油管 將疏通后的油管重新安裝好,調整好潤滑油嘴的出油口。保證潤滑油能夠準確噴淋到嚙合齒輪。
(4)安裝好機床其他部件以及輔助元件 潤滑油管安裝好后,繼續安裝好機床其他部件以及輔助元件。將一些老化的配件(如橡膠密封墊等)予以更換。
4 機床試加工
機床安裝結束后,開機試加工。檢查潤滑情況、機床程序以及工作臺回零狀況皆正常,如圖8所示。

圖8 潤滑情況等皆正常
5 結束語
通過詳細分析,找到了可能導致故障發生的各種原因,并有針對性地實施了工作臺傳動齒輪軸承的有效拆卸和更換,以及齒輪傳動潤滑系統的疏通與清潔,并制定定期檢查傳動機構及機床潤滑系統的檢查機制,保證了數控立式車削中心工作臺的可靠性傳動。實踐表明,使用螺母頂壓法拆卸機床傳動軸,平穩可靠、不需要大拆機床各大部件,節省了較多的修理時間,也提高了維修工作效率。
另外在此次故障解決過程中,發現該機床的保養不到位,潤滑油管路積蓄油泥較多,可在機床小修時將潤滑油管出油通暢列為重點檢查項,同時嚴格執行機床油品周期性更換以及油路清潔工作。數控設備長時間停機維修時,建議做好系統數據備份工作,防止數據丟失而造成更多經濟損失。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
