縱向拉伸工藝對聚酯熱收縮膜拉伸強度和收縮率的影響
2021-07-20 08:07:22張啟綱樊鵬鵬蔡文彬
塑料包裝 2021年3期
關鍵詞:影響
張啟綱 樊鵬鵬 蔡文彬
(河南銀金達新材料股份有限公司)
1.概述
隨著市場經濟的快速發展,特別是包裝行業以及防偽行業對熱收縮標簽的需求與日俱增,我國國內熱收縮標簽市場,近幾年一直保持著持續增長的良好勢頭,年均增長率均保持在15%~20%左右,這種快速增長是其它包裝印刷行業所無法比擬的。現今隨著人類對環保型材料的迫切需求,大大促進了聚酯熱收縮薄膜在市場中的應用。[1,2]
作為標簽用的熱收縮薄膜其收縮要求為單向收縮,基于這種要求導致聚酯熱收縮薄膜存在MD拉伸易斷的問題,造成后期薄膜印刷斷膜,套標斷標等問題,嚴重影響生產效率,給薄膜基材供應商及其客戶都帶來一定的經濟損失及材料浪費。[3,4]
現今的熱收縮聚酯薄膜其基本性能已基本比較令人滿意,比如收縮率穩定、環保性能好,光學性能優良,只有其力學性能方面不盡人意,由于標簽用熱收縮薄膜為橫向單向拉伸,造成其橫向拉伸強度較高,而縱向拉伸強度太低、易斷。
2.實驗部分
2.1 實驗原料
PETG聚酯切片,河南源宏高分子有限公司提供。
2.2 儀器設備
雙向拉伸生產線設備(布魯克納)。
電子拉力機,(型號:AGS-X,日本島津)。
水浴鍋,(型號:WBTL,德國Wasserbad)。
2.3 試樣制備
將PETG聚酯切片經過擠出機的熔融擠出形成熔體,再經過模頭鑄片系統形成片材,然后經過縱向拉伸和橫向拉伸形成薄膜。
2.4 性能測試
拉伸強度按照ASTM D 882規定進行。試樣采用 2型式樣,長 150 mm,寬(15±0.1)mm的長條形,夾具間距為100 mm,拉伸速度為(100±10)mm/min,分別測試試樣各5條,取其平均值。
熱收縮率按照ASTM D 1204規定進行。將試樣置于 90℃水中(要盡量使試樣的表面同時浸入),放置10秒,取出冷卻至試驗環境溫度后,分別測量放入前后長度,計算試樣的熱收縮率。
3.結果與討論
3.1 縱向拉伸倍數對拉伸強度和收縮率的影響
普通的聚酯熱收膜為橫向單向拉伸,縱向無拉伸,如圖1所示,40μm薄膜縱向拉伸強度約為60 MPa,隨著縱向拉伸倍數的增大,縱向拉伸強度逐漸提高,當拉伸倍數達到 1.2倍時,縱向拉伸強度值可以增大到106 MPa,提升76%。同時,隨著拉伸倍數的提高到 1.2,縱向收縮率值也從-0.5%,提升至 4.8%。在一定的拉伸溫度和拉伸速率下,拉伸比越大,分子鏈的取向則越大,取向后的分子鏈模量增大,拉伸強度也會增大,同時取向的分子鏈當溫度高于玻璃化轉變溫度時,發生解取向,回復的變形越大,熱收縮率也越高[5]。
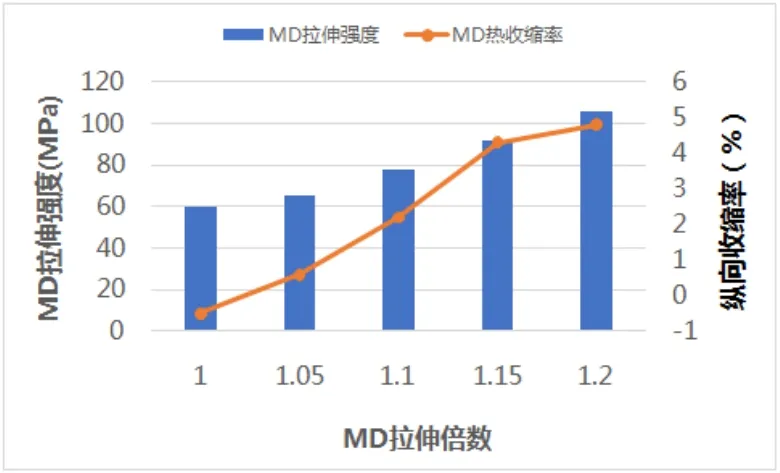
圖1
3.2 縱向拉伸溫度對拉伸強度和收縮率的影響
以縱向拉伸比為 1.1,分別設定不同的縱向拉伸溫度,如圖2所示,隨著縱拉溫度提高,縱向拉伸強度呈現先增大后降低的趨勢,80℃達到最大值,而縱向熱收縮率變化不大。主要的原因為聚酯材料的玻璃化溫度約為78℃,當拉伸溫度在玻璃化轉變溫度附近拉伸時,薄膜的取向后剛性最大,而溫度的變化對于取向度影響較小,因此收縮率變化不大。[6]

圖2
3.3 縱向拉伸間隙對拉伸強度和收縮率的影響

圖3
以縱向拉伸比為 1.1倍,縱向拉伸溫度設定為75℃,通過改變拉伸輥的間隙,來考察其對縱向拉伸強度和縱向收縮率的影響,如下圖所示,隨著MD拉伸間隙的增大,縱向收縮率也逐漸增大,當拉伸間隙從5 mm提高到25 mm時,縱向收縮率從 1.8%提高至 4.2%,而縱向拉伸強度值變化不大。隨著拉伸間隙的增大,同樣的拉伸倍數,縮頸會增大,其變形會增大,因此收縮率也會增高,而由于拉伸比一定,拉伸強度變化不大。
3.4 縱向定型溫度對拉伸強度和收縮率的影響
縱向拉伸后會經過縱拉定型輥進行應力釋放,考察了不同定型溫度對于縱拉拉伸強度和縱向收縮率的影響,從圖4可以看出,在小倍率拉伸條件下,MD定型溫度(20~60)℃對于縱向拉伸強度和縱向收縮率的影響較小,主要的原因為聚酯熱收縮膜的縱向拉伸為小倍率拉伸,拉伸比較小,對于縱向而言還處于彈性形變區,縱向應力較小,在有限的縱拉定型中無法對比中結果。如果拉伸比更大,如橫向拉伸比4~6倍,不同的定型溫度會對熱收縮率影響更大。

圖4
4.結論
對于聚酯熱收縮膜而言,主要的收縮率為橫向收縮,但是縱向收縮率大小的控制往往決定了產品的質量和應用。
通過研究縱向拉伸倍數、拉伸溫度、拉伸間隙以及定型溫度對于縱向拉伸強度以及縱向收縮率的影響,可以得出以下結論:(1)隨著縱向拉伸倍數的增大,縱向拉伸強度提高,縱向收縮率也隨著增大;(2)縱向拉伸溫度越高,拉伸強度先增大后降低,在玻璃化轉變溫度區間達到最大值;(3)縱向拉伸間隙越大,縱向收縮率越大;(4)縱向定型區溫度在小倍數拉伸下對于縱向收縮率影響影響較小,幾乎無變化。
猜你喜歡
英語文摘(2022年4期)2022-06-05 07:45:18
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
