雪尼爾交織物的織造工藝研究
2021-07-19 10:45:20殷翠紅劉洋洋張洪勝
棉紡織技術 2021年7期
關鍵詞:工藝
殷翠紅 陳 峰 劉洋洋 張洪勝
(魯泰紡織股份有限公司,山東淄博,255100)
隨著人們生活水平的提高和紡織技術的發展,人們對紡織品的消費觀念也發生了很大的變化,服裝的功能逐漸由保暖、遮體等基本服用要求向內在質量和形式美轉變。雪尼爾線通常也稱斷絲線,是用兩根股線做芯紗,通過加捻將斷絲纖維夾在中間紡制而成的一種結構形態較為特殊的花式線[1]。雪尼爾線早先用于針織品和編織品中,如今在機織物中也有應用。雪尼爾線織入布面后可產生較強的立體感和裝飾效應,具有高檔華貴、絨面豐滿的特點,多用于家紡產品、裝飾織物等,與常規紗搭配也可生產肌理感較強的服用休閑面料[2]。
我公司用雪尼爾線與普通紗為經緯紗生產了一款雪尼爾交織物,由于雪尼爾線與普通紗號數差異較大,在織造時經停較高,同時容易出現小斷經疵點,織造難度較大。通過研究確定合理的織造工藝,提高了該產品的生產效率與產品質量,并提高了產品的附加值。本研究對其生產中的織造工藝優化、參數調整與質量控制措施進行總結。
1 雪尼爾交織物的規格
經紗1和緯紗1相同,均為4種顏色的集聚紡C 14.5 tex紗,分別為深綠色、棕色、淺棕色和桔黃色。經紗2和緯紗2相同,均為2種顏色的C 196.7 tex雪尼爾線,分別為深綠色和淺棕色。
經紗和緯紗均為6種顏色的紗線,以A表示深綠色集聚紡紗,B為棕色集聚紡紗,C為淺棕色集聚紡紗,D為桔黃色集聚紡紗,E為深綠色雪尼爾線,F為淺棕色雪尼爾線。經向色紗循環為:4C+(4A+4C)×9+E+(2B+2A)×5+2B+F+C+6D+C+F+2B+(2A+2B) ×5+E+4C+(4B+4C)×8+4B,每個循環204根紗。緯向色紗循環為:(4B+4C)×8+(4A+4C)×8+E+(2B+2A) ×5+2B+F+C+6D+C+F+(2B+2A)×5+2B+E+4C,每個循環188根紗。復合組織,坯布經密413根/10 cm,坯布緯密327根/10 cm,坯布幅寬163 cm。
2 雪尼爾交織物的織部工藝
2.1 穿綜器材的選用
目前劍桿織機常用的金屬綜絲主要采用J型中眼與J型大眼兩種。J型小眼主要應用于細號紗品種。J型中眼綜絲綜眼寬度1.2 mm,綜眼長度6 mm,綜絲厚度1.50 mm,多應用于常規品種。J型大眼綜絲綜眼寬度2 mm,綜眼長度7 mm,綜絲厚度0.95 mm,多應用于粗號紗或麻類品種。
在Gamma型劍桿織機上分別使用J型中眼與J型大眼綜絲,在相同織機工藝參數下進行對比試驗,織機速度均為400 r/min,采用J型中眼綜絲時織機效率78.17%,十萬緯經停10.26次,采用J型大眼綜絲時織機效率85.64%,十萬緯經停7.12次。
雪尼爾線實際寬度2.0 mm~2.3 mm,是常規紗線直徑的3倍~5倍,容易被綜眼夾住。使用J型大眼綜絲,綜眼面積較J型中眼綜絲的提高約94%,可以有效地減少織造過程綜絲對紗線的摩擦作用,使紗線在織造過程中更容易通過綜眼,且織機效率也更高。因此最終選用J型大眼綜絲。
2.2 穿綜工藝的優化
生產中對穿綜工藝進行了優化。如圖1所示,原工藝C 14.5 tex紗采用順穿法,穿第1頁至第4頁綜框,雪尼爾線穿第5頁和第6頁綜框(綜框動程83 mm、89 mm)。工藝優化后,將雪尼爾線穿綜位置提前至第1頁和第2頁綜框(綜框動程65 mm、70 mm)。織造試驗表明,采用優化后的工藝,十萬緯經停由9.17次降低到6.53次,降低約29%。
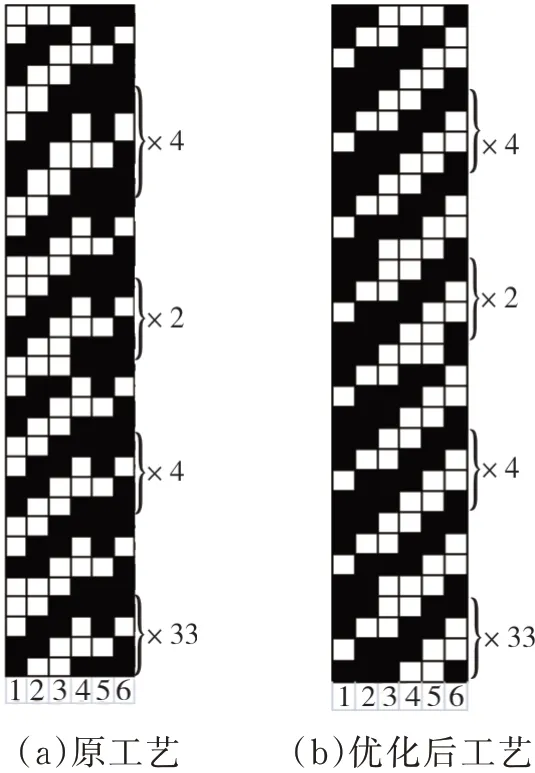
圖1 穿綜工藝優化
在梭口角不受影響的前提下,通過前提綜框位置,綜框上下運動的動程可以減少約19%,雪尼爾線在一次完整的開口運動中(梭口開放、綜框靜止、梭口閉合)受到的張力拉伸與張力波動較小,既有利于開清前部梭口,又可以減少紗線在開口運動時在綜眼中的移動[3?4],從而減少綜絲對紗線的拉伸、磨損,有利于降低十萬緯經停。
2.3 穿筘工藝的優化
為改善雪尼爾線經停高、起毛起球等問題,根據織物規格設計專用花式鋼筘,但是其加工制作延長了生產周期,同時增加了生產成本。通過調整鋼筘類型及筘號、每筘平均穿入數等,進行對比試驗,具體情況如表1所示。其中,雪尼爾線均為每筘1入,織機速度均為400 r/min。

表1 穿筘工藝對比試驗情況
從表1可以看出,除201齒/10 cm普通鋼筘外,其余鋼筘都能有效降低經停,滿足生產要求。當筘號過高時,經紗與筘齒間的摩擦作用較強,織造過程中容易磨斷經紗并造成開口不清,導致生產效率較低;當筘號過小時,布面容易出現筘痕疵點[5]。綜合考慮生產周期和生產成本因素,最終確定采用134齒/10 cm普通鋼筘進行生產。
2.4 停經片穿入工藝的優化
雪尼爾線直徑較粗,在停經片、綜絲等器材的夾持作用下,在織造過程中容易出現斷線后未及時停車并持續打緯的現象,造成布面斷經疵點,嚴重影響布面質量,如圖2所示。
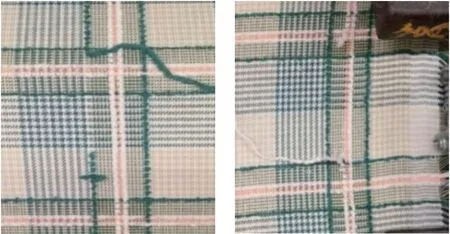
圖2 斷線后停車不及時造成斷經疵點
我公司現使用的停經片厚度主要有0.2 mm、0.3 mm兩個規格,分別應用于細號紗品種、常規品種。為了改善雪尼爾線斷線后停經片下落問題,通過試驗調整停經片厚度、減少停經片密度等,并進行機后工藝優化對比試驗,具體情況如表2所示。其中,停經架高度均為-1,后梁高度均為+2。
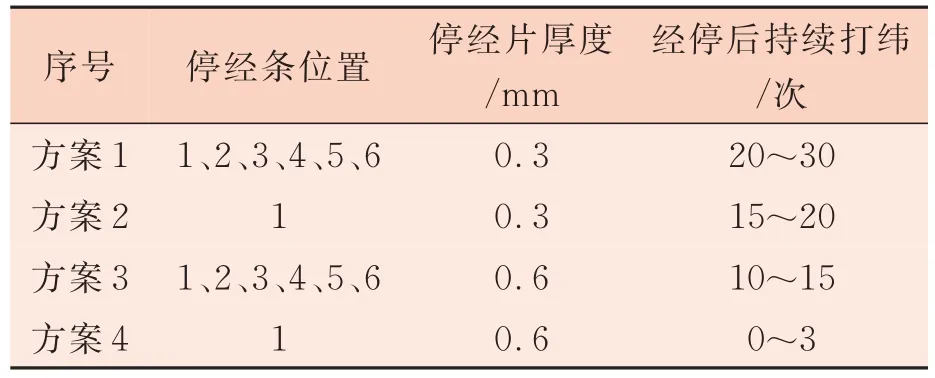
表2 機后工藝參數調整試驗
由表2可知,方案4所用機后工藝參數能夠有效減少雪尼爾經紗斷線后延遲性問題。方案1和方案3將雪尼爾線所在停經片均勻分散到6根停經條,受相鄰紗線及器材夾持作用明顯,斷線后停經片下落阻力較大,經停后持續打緯數較多。方案2使用0.3 mm停經片,經紗停經片受重力作用偏小,也容易出現經停后持續打緯問題。方案4通過將雪尼爾線所在停經片單獨穿入第1根停經條,有效減少了停經片密度,同時使用停經片雙穿工藝,增大對經紗的作用力,有效克服了紗線與器材間的摩擦阻力,確保了雪尼爾線斷線后及時停車。實際生產中,跟蹤方案4的兩個布輥約700 m,0.3 cm以內小斷經僅出現3處,達到一等品標準。
通過對專件器材及其工藝的試驗優選,最終織機效率由78.16%提高到了86.47%,織機速度由371 r/min提高到了440 r/min,十萬緯經停由12.53次下降到了6.42次,各項指標雖略低于普通品種,但也基本達到了開車要求。
2.5 織機工藝參數正交試驗
由于筘齒對雪尼爾線的夾持,前部梭口開口不清,造成劍頭、劍帶對紗線的摩擦,加劇了經停,需要對織機參數不同搭配組合試驗,找到最佳參數配合。以每千根經紗張力、開口時間、停經架深度為影響十萬緯經停的3個因素,每個因素設置3個水平,不考慮3因素間的交互作用,進行正交試驗L(934),如表3和表4所示。
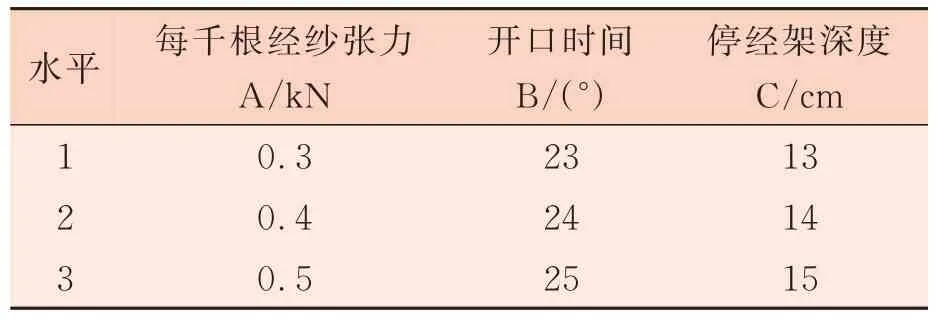
表3 織機工藝參數正交試驗的因素與水平設置
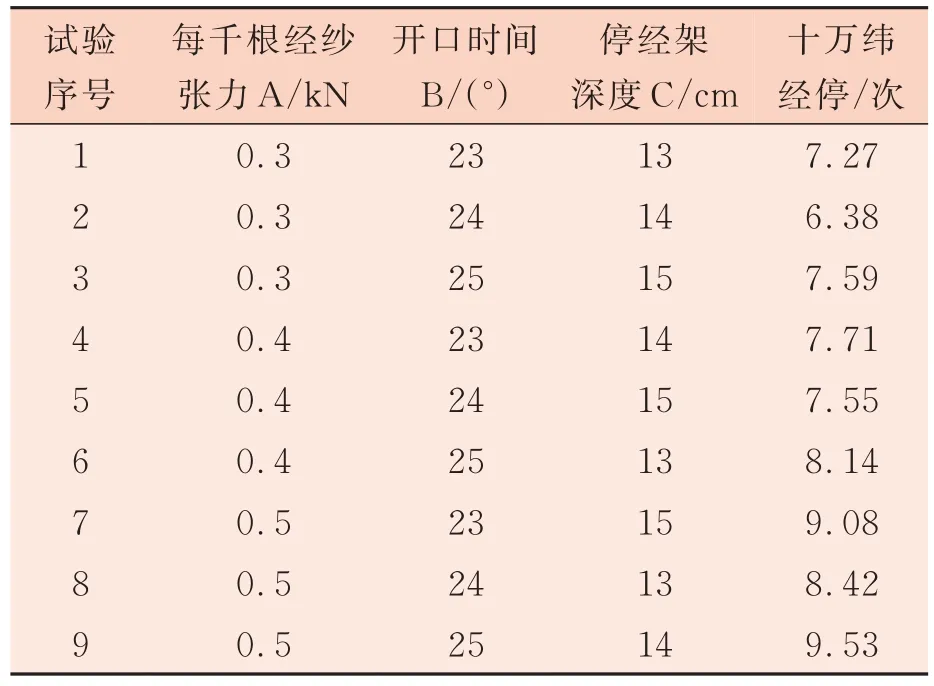
表4 正交試驗設計與試驗結果
從表4可以看出,以十萬緯經停為單一評價指標,最優方案為A1B2C2,即每千根經紗張力0.3 k N、開口時間24°、停經架深度14 cm,此時十萬緯經停6.38次。小開口、加長后部梭口,都可以減少開滿梭口時綜絲對雪尼爾線的拉伸作用,在綜框開啟且劍頭進入梭口、綜框閉合且劍頭退出梭口時,保持雪尼爾線較清晰的前部梭口,再配合較小的整體經紗張力,可以減少劍頭、劍帶對經紗的摩擦,降低經停。
通過優化工藝和采取相關技術措施,最終實現了雪尼爾交織物提質增效的良好效果。截止2020年9月,該雪尼爾交織物在我公司共生產了55 449 m,平均織機速度426 r/min,平均織機效率在85.10%以上,成品織疵率控制在0.5%以內。織物實物照片如圖3所示。
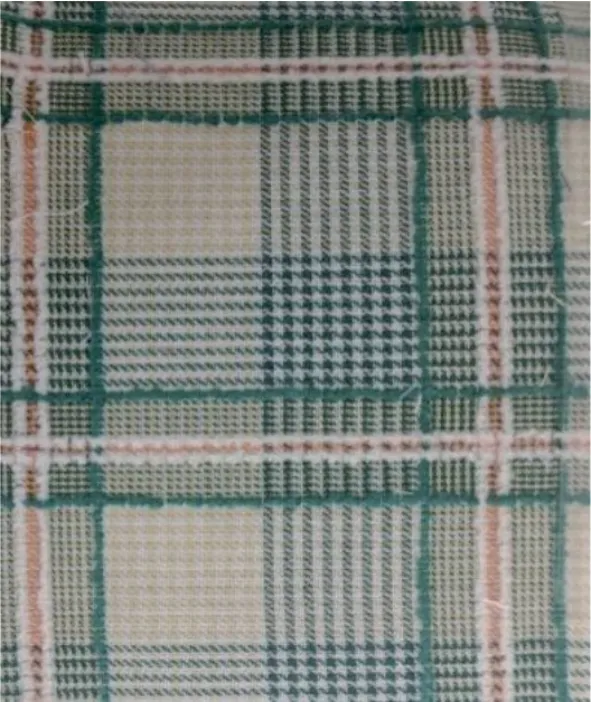
圖3 織物實物圖
3 結論
(1)在生產雪尼爾交織物的過程中,穿綜使用J型大眼綜絲,將雪尼爾經紗綜框前提,可以減少綜絲對紗線的磨損,同時縮短綜框上下運動動程,開清前部梭口,有效降低經停。
(2)穿筘使用134齒/10 cm普通鋼筘,采用每筘3入+每筘1入時,有利于降低經停,保證布面質量,且基本達到花式鋼筘的使用效果。
(3)采用0.3 mm停經片雙穿法,并將穿雪尼爾線的停經片單獨穿到第1根停經條上,能夠有效減少雪尼爾經紗斷線后延遲性問題。
(4)以十萬緯經停為單一評價指標,正交試驗優選的織機參數:每千根經紗張力0.3 kN,開口時間24°,停經架深度14 cm,可以減少劍頭、劍帶對紗線的摩擦,十萬緯經停6.38次。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
