基于增量分析法的機床薄弱模塊識別方法及應用
2021-07-13 06:20:00湯偉莉陳永亮劉立業
工程設計學報 2021年3期
關鍵詞:變形
湯偉莉,陳永亮,劉立業
(天津大學機械工程學院,天津 300354)
機床的剛度對其加工性能的影響很大。在過去幾十年中,許多研究人員通過理論分析、數值模擬和實驗測試等方法分析了機床的剛度。例如:Huang等[1]提出用混合建模法來分析單個模塊對機床剛度的影響,解決了傳統單模塊分析法中因載荷的等效轉換、節點力的不均勻分布而引發的局部效應問題;鐘偉弘等[2]基于混合建模法識別了功能不獨立的復雜機械產品的薄弱模塊,運用靈敏度分析法找到了對其性能影響最大的參數,并通過結構優化提高了其剛度和精度;于長亮等[3]基于混合建模法辨識得到不同激振頻率下機床的薄弱模塊,明確了優化目標,提高了優化效率。但是,這種將待識別模塊材料的彈性模量設為無窮大,而其他模塊材料的彈性模量為實際值的混合建模法會因不同模塊的彈性模量相差較大而引發模塊結合面處網格劃分錯誤等問題,從而導致分析無法進行。因此,劉啟偉等[4-5]提出了機床串聯結構剛度場概念,通過對機床進行有限元分析,得到機床的柔度曲線,根據曲線的拐點確定機床的薄弱模塊;楊俊杰等[6]基于串聯結構剛度場理論,對復雜工況下機床剛度的變化情況進行分析,并通過構建機床同一串聯結構的有限元分析模型來識別其薄弱模塊。綜上,串聯結構剛度場理論能夠解決采用混合建模法時易出現的問題,但采用該理論時須將機床主軸端的載荷等效轉換到待分析模塊上,轉換過程比較繁瑣。
基于此,筆者提出一種基于增量分析法的機床薄弱模塊識別方法。該方法在劃分機床模塊的基礎上,以包含主軸的最小模塊為基礎模塊,逐一添加同一串聯結構上的模塊,通過分析添加模塊后結構變形量的增量來確定機床的薄弱模塊,增量最大所對應的模塊即為薄弱模塊。該方法可避免采用混合建模法時出現的問題,同時不用對主軸端的載荷進行等效轉換,分析過程簡單。對識別出的薄弱模塊進行結構改進[7-10],并采用基于熵權法的綜合模糊評價法[11-13]來比較結構改進前后機床的性能,以驗證所提出方法的可行性。
1 基于增量分析法的機床薄弱模塊識別
1.1 網絡圖構建
機床各零部件之間存在一定的約束關系。根據各零部件之間的約束關系,采用圖論法構建機床的網絡圖[14-16],如圖1所示。其中:節點i、j表示機床的零部件,eij表示零部件i、j之間約束關系的權重。
1.2 模塊劃分
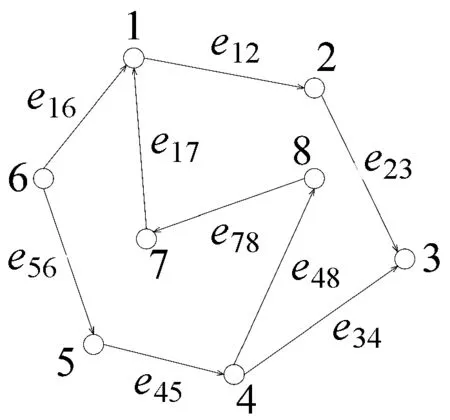
圖1 機床網絡圖Fig.1 Network diagram of machine tool
基于圖1所示的機床網絡圖,利用社區發現算法(Louvain 算法)對機床進行模塊劃分。Louvain算法是基于模塊度的算法,在一個有權網絡中,模塊度Q為[17]:

其中:
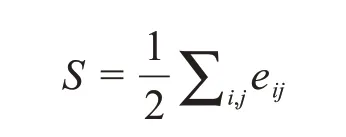
式中:Ki表示與節點i有關的約束關系的權重之和;ci表示節點i所屬的社團;?(ci,cj)表示節點i和節點j所屬社團之間的關系,若2個節點屬于同一個社團,則?(ci,cj)=1,否則為0。
1.3 增量分析模型構建
對于機床的某串聯結構,為分析添加某一模塊后結構變形量的增量,構建相應的增量分析模型。構建過程如下:以包含主軸的最小模塊為基礎模塊,逐一添加同一串聯結構中的模塊,直至添加到與地面固定的模塊為止。以由模塊M1、M2和M3組成的機床串聯結構為例,構建其增量分析模型,如圖2 所示。其中:M1為包含主軸的最小模塊,M3為與地面固定的模塊,工作載荷F作用在模塊M1上。
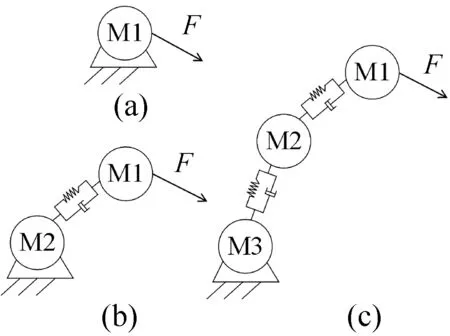
圖2 機床單個串聯結構增量分析模型的構建過程Fig.2 Construction process of incremental analysis model of single series structure of machine tool
1.4 薄弱模塊識別
對于圖2所示的機床串聯結構,在工作載荷F的作用下,設置模塊M1的邊界約束條件。如圖2(a)所示,此時該串聯結構的變形量為d1。
當分析添加模塊M2 后該串聯結構變形量的增量時,添加模塊M2,并設置模塊M2 的邊界約束條件。如圖2(b)所示,此時串聯結構的變形量為d2,則添加模塊M2后該串聯結構變形量的增量dM2為:

當分析添加模塊M3 后該串聯結構變形量的增量時,添加模塊M3,并設置模塊M3 的邊界約束條件。如圖2(c)所示,此時串聯結構的變形量為d3,則添加模塊M3后該串聯結構變形量的增量dM3為:

根據式(2)和式(3),計算得到逐一添加模塊后機床串聯結構變形量增量并繪制相應的折線圖,變形量增量越大表明添加模塊后,機床串聯結構的變形越大,剛度越小,則對應模塊為機床的薄弱模塊。
2 基于熵權法的機床薄弱模塊改進方案綜合評價
基于識別出的薄弱模塊,對機床結構進行改進。針對生成的多個改進方案,以機床的整機質量,X、Y、Z向變形量以及動態特性作為評價指標,采用基于熵權法的模糊綜合評價法對其進行綜合評價。
首先,利用熵權法確定機床改進方案各評價指標的權重,計算步驟如下。
1)構建評價指標矩陣。設有m個機床改進方案、n個評價指標,則機床改進方案的評價指標矩陣X可表示為:

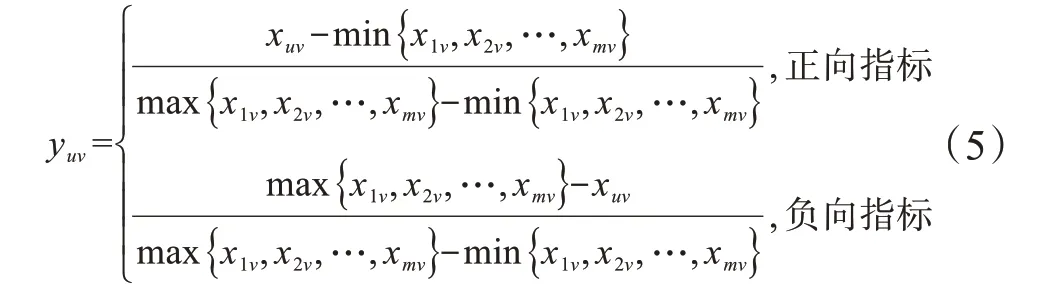
2)對矩陣X中的元素進行標準化處理。正向指標(指標值越大越好)和負向指標(指標值越小越好)的處理方式如下:
3)計算每個機床改進方案中各評價指標所占的比重puv,然后計算各評價指標的信息熵Hv,滿足Hv≥0。
其中:
4)計算每個機床改進方案的各評價指標的客觀權重wv:
然后,利用模糊綜合評價法獲取不同機床改進方案的綜合評價結果,其步驟如下。
1)根據式(4),確定機床改進方案的評價指標矩陣X。
2)利用熵權法計算得到機床改進方案各評價指標的權重矩陣W=[w1w2…wn]T。
3)建立模糊關系矩陣R。對評價指標矩陣X進行歸一化處理,得到模糊關系矩陣R:
4)合成模糊綜合評價矩陣B。將權重矩陣W與模糊關系矩陣R進行合成,得到機床改進方案的模糊綜合評價結果。其中,bu(u=1,2,…,m)越小,改進方案越佳。

3 實例驗證
3.1 基于增量分析法的機床薄弱模塊識別
以C型攪拌摩擦焊機床為例,基于增量分析法分析其各模塊對整機剛度的影響程度,以找出該機床的薄弱模塊,并對薄弱模塊進行結構改進,以提高機床性能。C型攪拌摩擦焊機床的結構如圖3所示,主要包括前床身、工作臺、后床身、立柱、主軸箱、主軸、X軸傳動系統、Y軸傳動系統及Z軸傳動系統。工作臺通過X軸傳動系統在前床身上左右移動(X向),前床身與后床身通過螺栓連接;立柱通過Y軸傳動系統在后床身上前后移動(Y向);主軸箱通過Z軸傳動系統在立柱上上下移動(Z向),主軸箱與主軸通過螺栓連接。

圖3 C型攪拌摩擦焊機床結構Fig.3 Structure of C-type friction stir welding machine tool
對C型攪拌摩擦焊機床的功能結構進行分析,以各零部件為節點,零部件間相關性關系為節點之間的約束關系,利用圖數據庫Gephi[18]構建其網絡圖,如圖4所示。
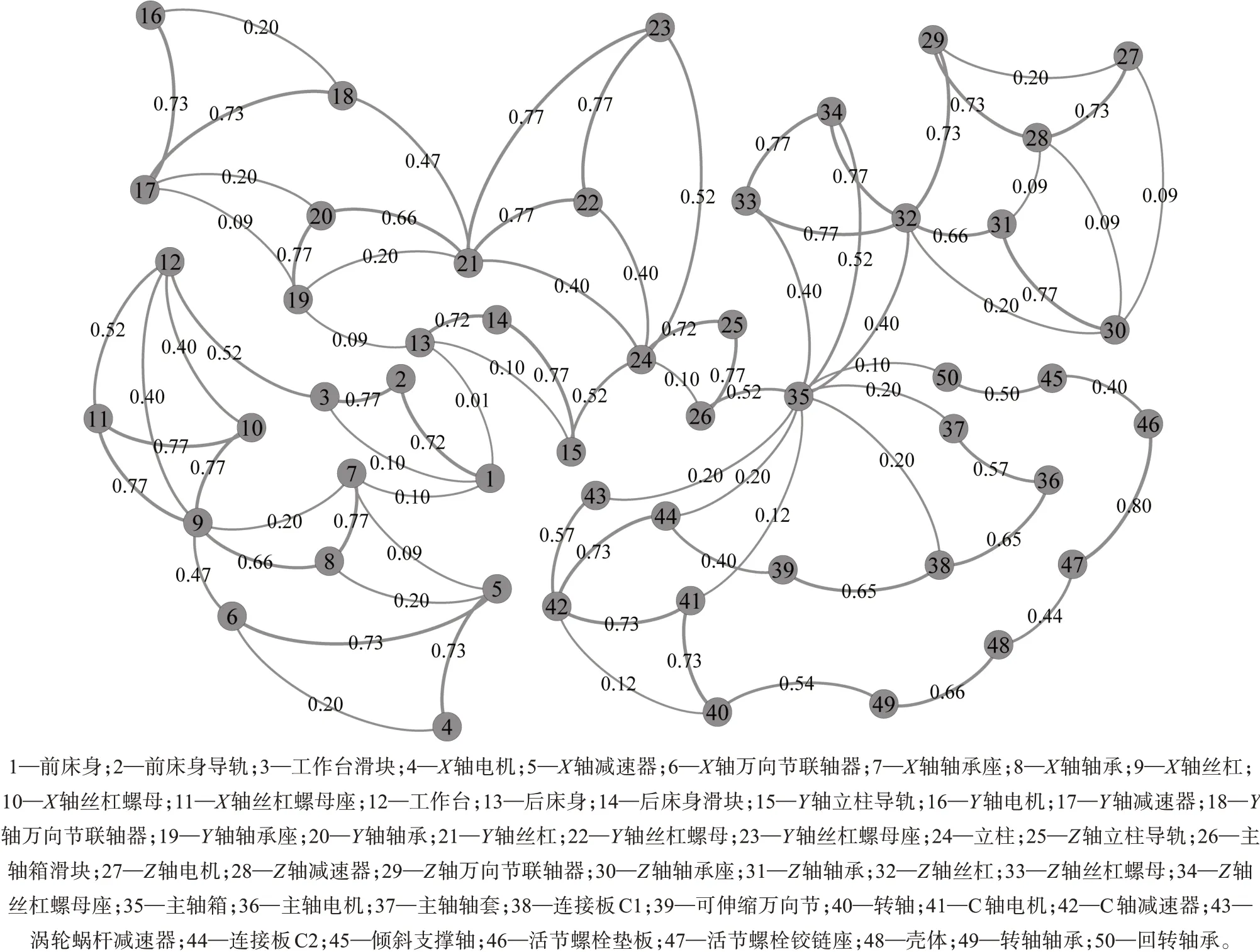
圖4 C型攪拌摩擦焊機床的網絡圖Fig.4 Network diagram of C-type friction stir welding machine tool
基于圖4 所示的網絡圖,利用Louvain 算法對C型攪拌摩擦焊機床進行模塊劃分,共劃分為9個模塊。模塊劃分后C型攪拌摩擦焊機床各模塊所含的零部件如表1所示。
C型攪拌摩擦焊機床的串聯結構如圖5所示,其包含2 條獨立的串聯結構:1)M1—M2—M3—M4—M5—M6;2)M7—M8—M9。
在第1條串聯結構中,主軸模塊M1為基礎模塊,構建增量分析有限元模型1。在此基礎上,逐一添加主軸箱模塊M2、Z軸傳動模塊M3、立柱模塊M4、Y軸傳動模塊M5和后床身模塊M6,并分別構建增量分析有限元模型2,3,4,5,6,如圖6所示。在主軸模塊M1的主軸端部施加載荷:X向為20 kN,Y向為20 kN,Z向為60 kN。在第2條串聯結構中,工作臺模塊M7為基礎模塊,構建增量分析有限元模型7。在此基礎上,逐一添加X軸傳動模塊M8和前床身模塊M9,并分別構建增量分析有限元模型8,9,如圖7所示。在工作臺模塊M7 的工件安裝表面上施加與主軸端部大小相等、方向相反的載荷。C型攪拌摩擦焊機床串聯結構增量分析有限元模型的邊界約束條件如表2所示。表中:U1、U2與U3分別表示3個軸向(X、Y、Z向)的移動自由度;UR1、UR2與UR3分別表示3個軸向的轉動自由度。
分別對上述9個增量分析有限元模型進行靜態分析,得到C型攪拌摩擦焊機床主軸端面的X、Y、Z向變形量,如表3所示。
設dqX、dqY、dqZ分別為增量分析有限元模型q(q=1,2,…,9)對應的C 型攪拌摩擦焊機床主軸端面的X、Y、Z向變形量。對于C型攪拌摩擦焊機床的第1條串聯結構,通過計算得到,添加主軸箱模塊M2、Z軸傳動模塊M3、立柱模塊M4、Y軸傳動模塊M5和后床身模塊M6后,該機床主軸端面的X、Y、Z向變形量的增量分別為:
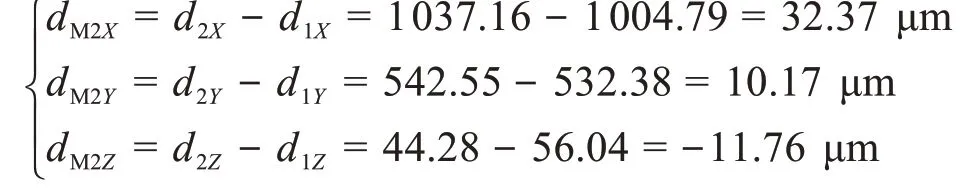

表1 C型攪拌摩擦焊機床模塊劃分結果Table 1 Module division results of C-type friction stir welding machine tool

圖5 C型攪拌摩擦焊機床的串聯結構Fig.5 Series structure of C-type friction stir welding machine tool
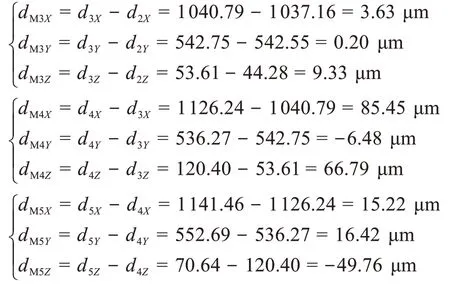
圖6 C 型攪拌摩擦焊機床第1 條串聯結構的增量分析有限元模型Fig.6 Incremental analysis finite element model of the first series structure of C-type friction stir welding machine tool

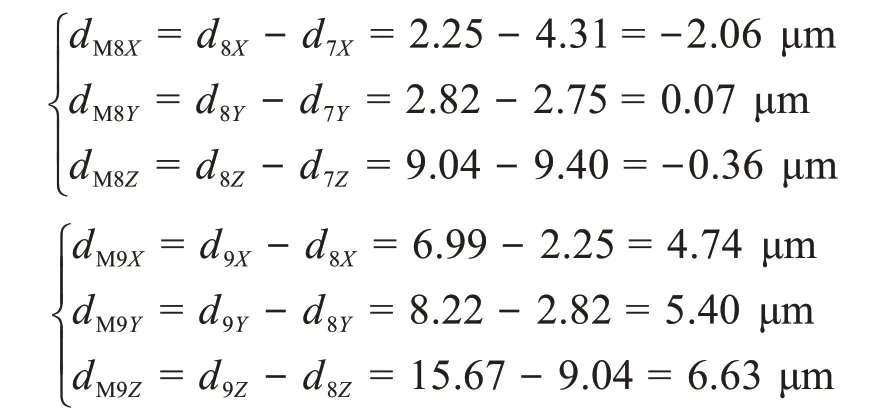
對于C 型攪拌摩擦焊機床的第2 條串聯結構,通過計算得到,添加X軸傳動模塊M8 和前床身模塊M9 后機床主軸端面X、Y、Z向變形量的增量,分別為:
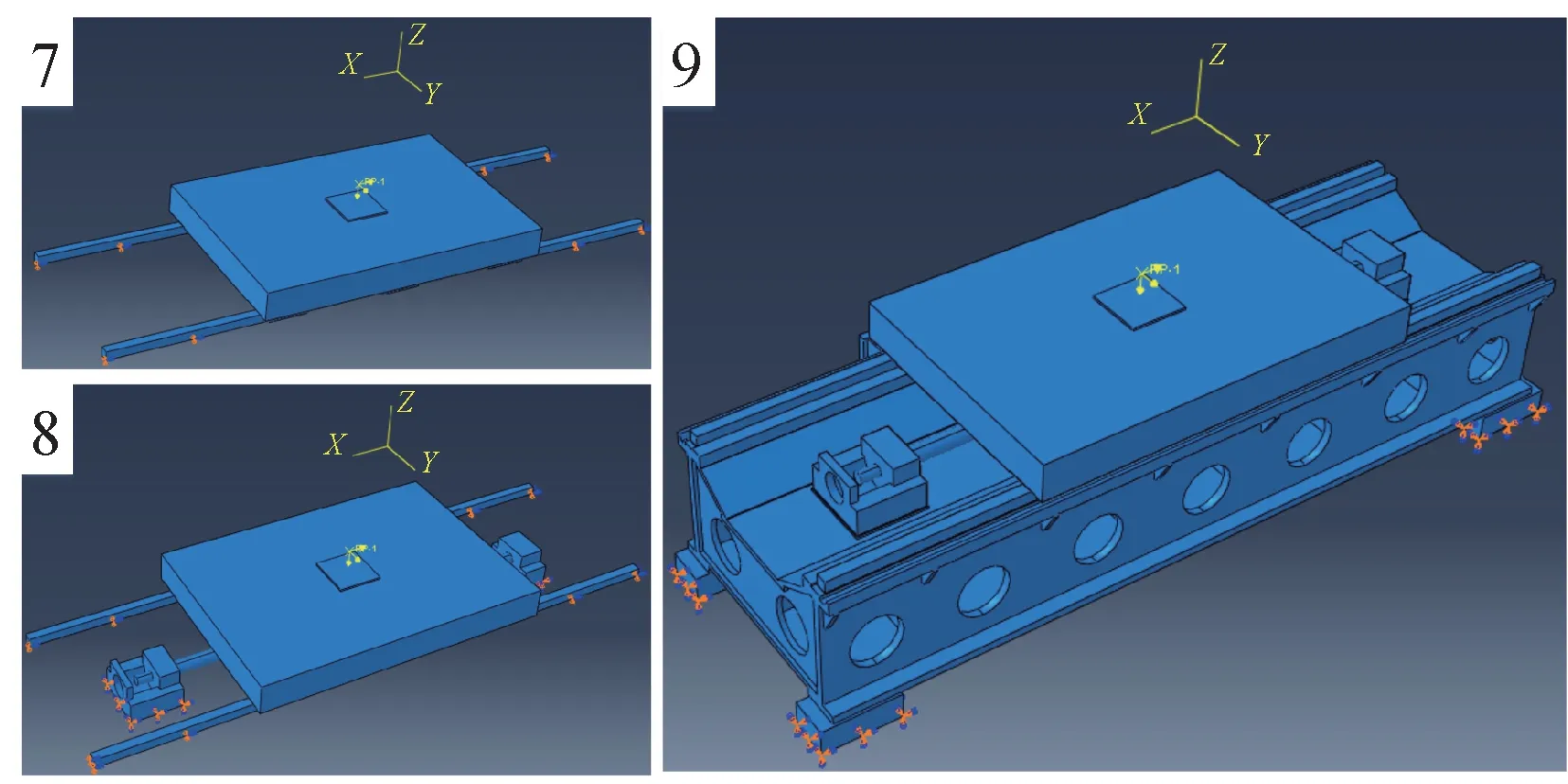
圖7 C 型攪拌摩擦焊機床第2 條串聯結構的增量分析有限元模型Fig.7 Incremental analysis finite element model of the secomd series structure of C-type friction stir welding machine tool
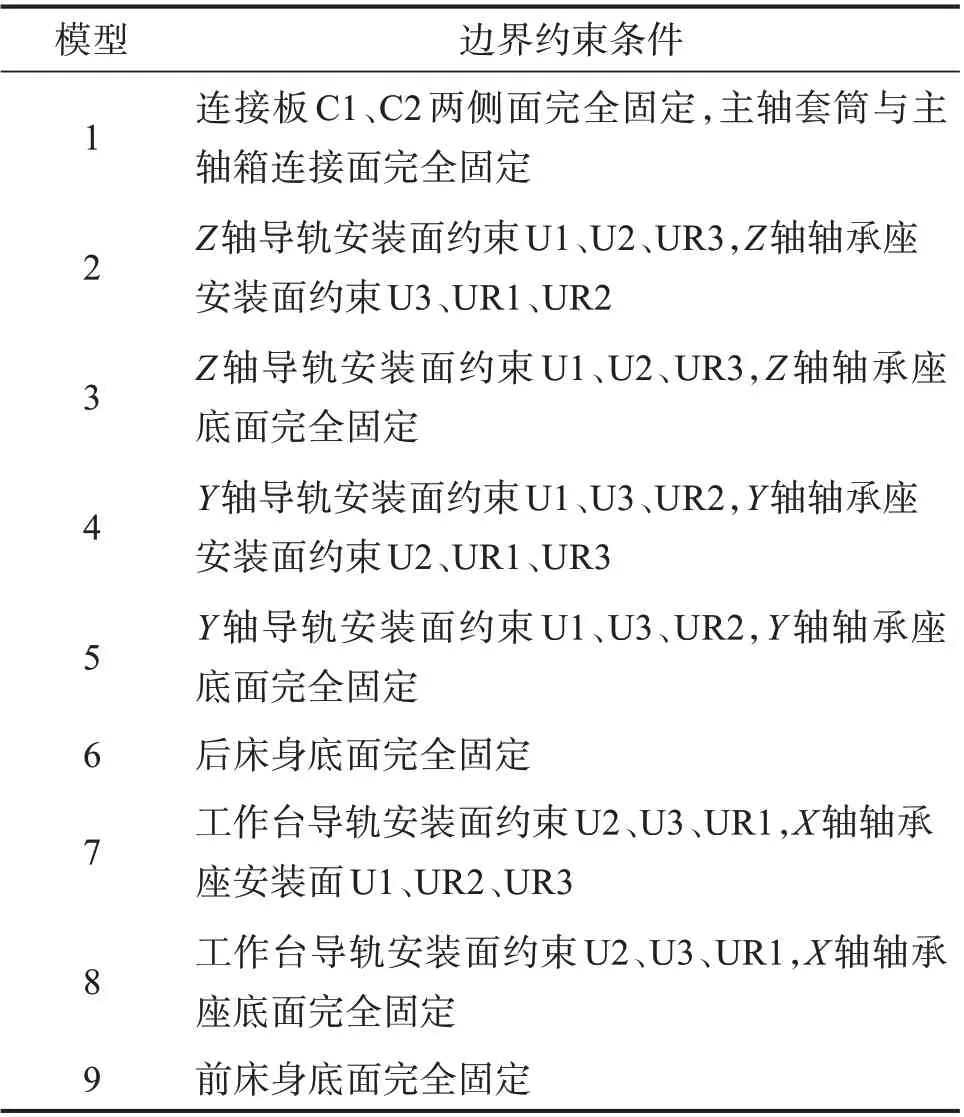
表2 C 型攪拌摩擦焊機串聯結構增量分析有限元模型的邊界約束條件Table 2 Boundary constraint conditions of incremental analysis finite element model of series structure of C-type friction stir welding machine tool
為更直觀地對比添加模塊后C型攪拌摩擦焊機床主軸端面變形量的增量,繪制相應的折線圖,如圖8所示。圖中ΔX、ΔY、ΔZ分別表示X、Y、Z向變形量的增量。
從圖8中可以直觀地看出:
1)在第1條串聯結構中,添加立柱模塊M4和后床身模塊M6后,C型攪拌摩擦焊機床主軸端面變形量的增量較大,說明立柱模塊M4 和后床身模塊M6均為該機床的薄弱模塊。
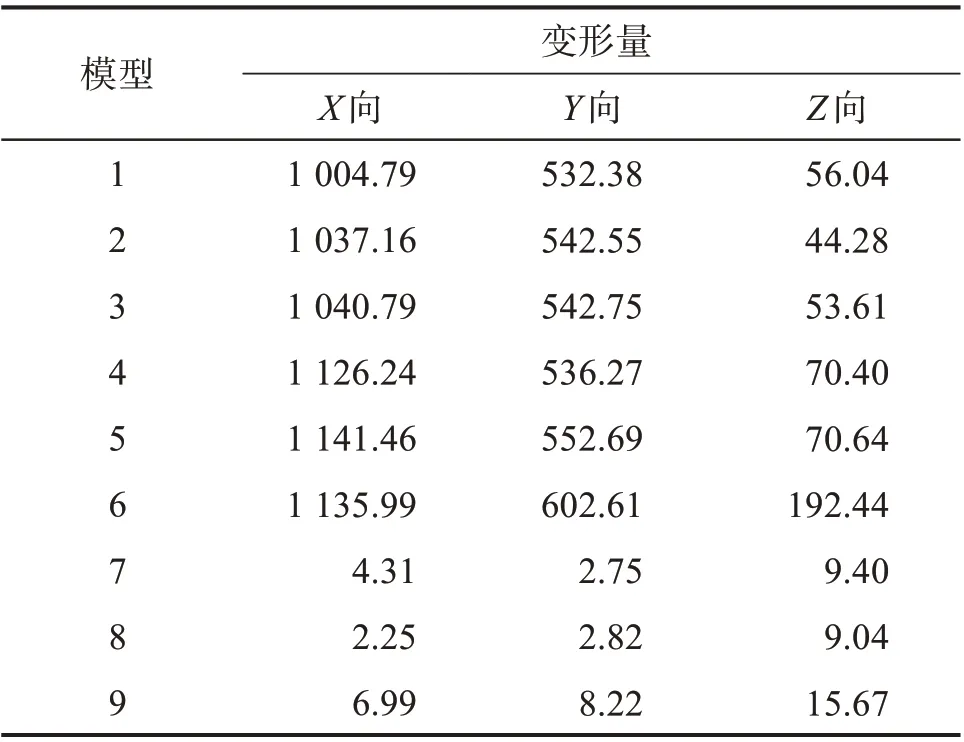
表3 C型攪拌摩擦焊機床主軸端面的變形量Table 3 Deformation of spindle end face of C-type friction stir welding machine tool單位:μm
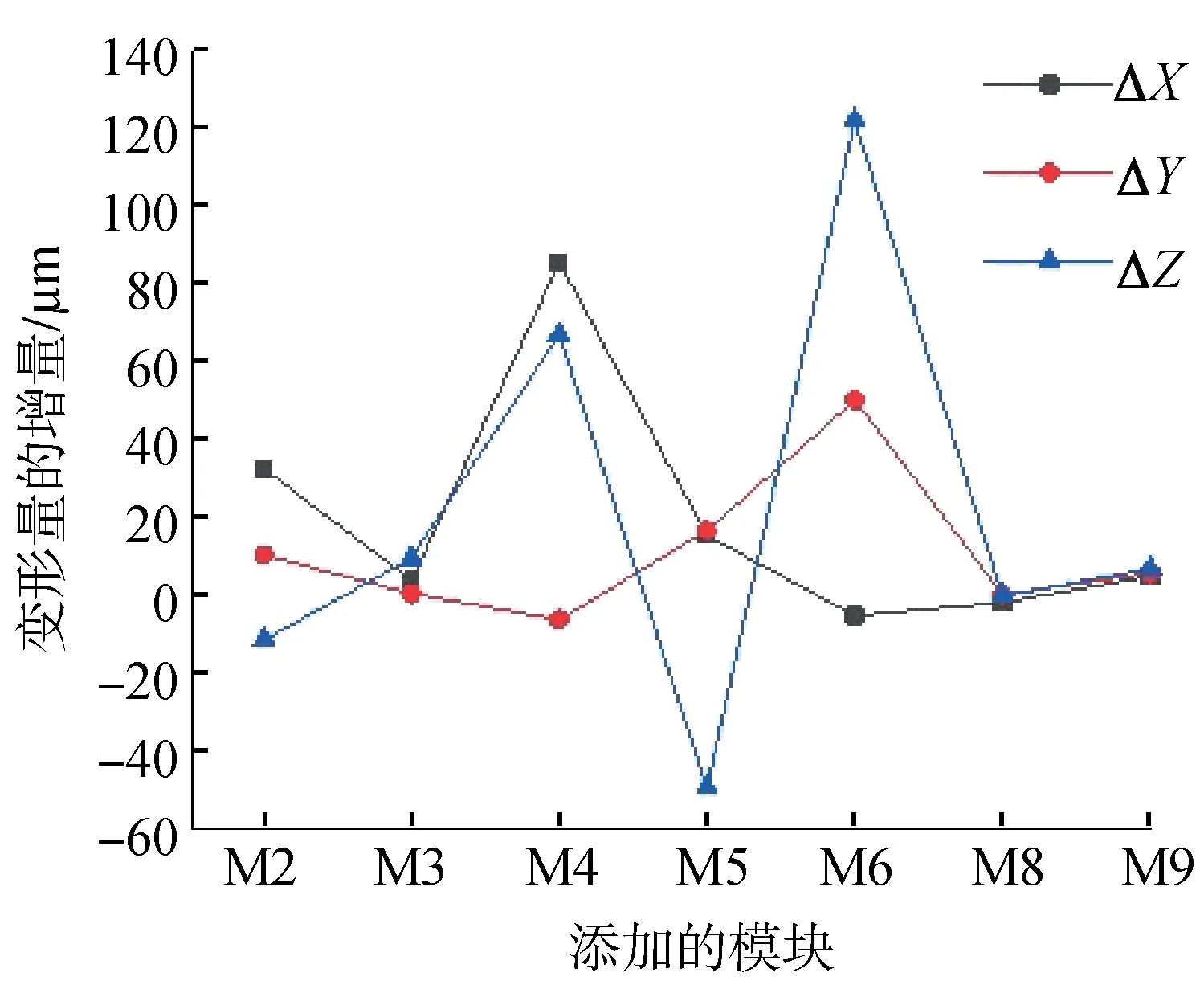
圖8 添加某模塊后C 型攪拌摩擦焊機床主軸端面變形量的增量Fig.8 Deformation increment of spindle end face of C-type friction stir welding machine tool after adding a module
2)添加立柱模塊M4后,C型攪拌摩擦焊機床主軸端面X、Z向變形量的增量較大,因此須增大立柱模塊的X、Z向剛度;添加后床身模塊M6 后,主軸端面Y、Z向變形量的增量較大,因此須增大后床身的Y、Z向剛度。
3)在第2 條串聯結構中,添加X軸傳動模塊M8和前床身模塊M9后,C型攪拌摩擦焊機床主軸端面變形量的增量較小,說明其對機床剛度的影響較小,不為薄弱模塊。
3.2 機床薄弱模塊改進及整機性能分析
針對C型攪拌摩擦焊機床的薄弱模塊——立柱模塊M4 和后床身模塊M6,對其結構進行改進。立柱模塊M4和后床身模塊M6的改進方案分別如圖9和圖10 所示,其參數變化情況分別如表4 和表5所示。
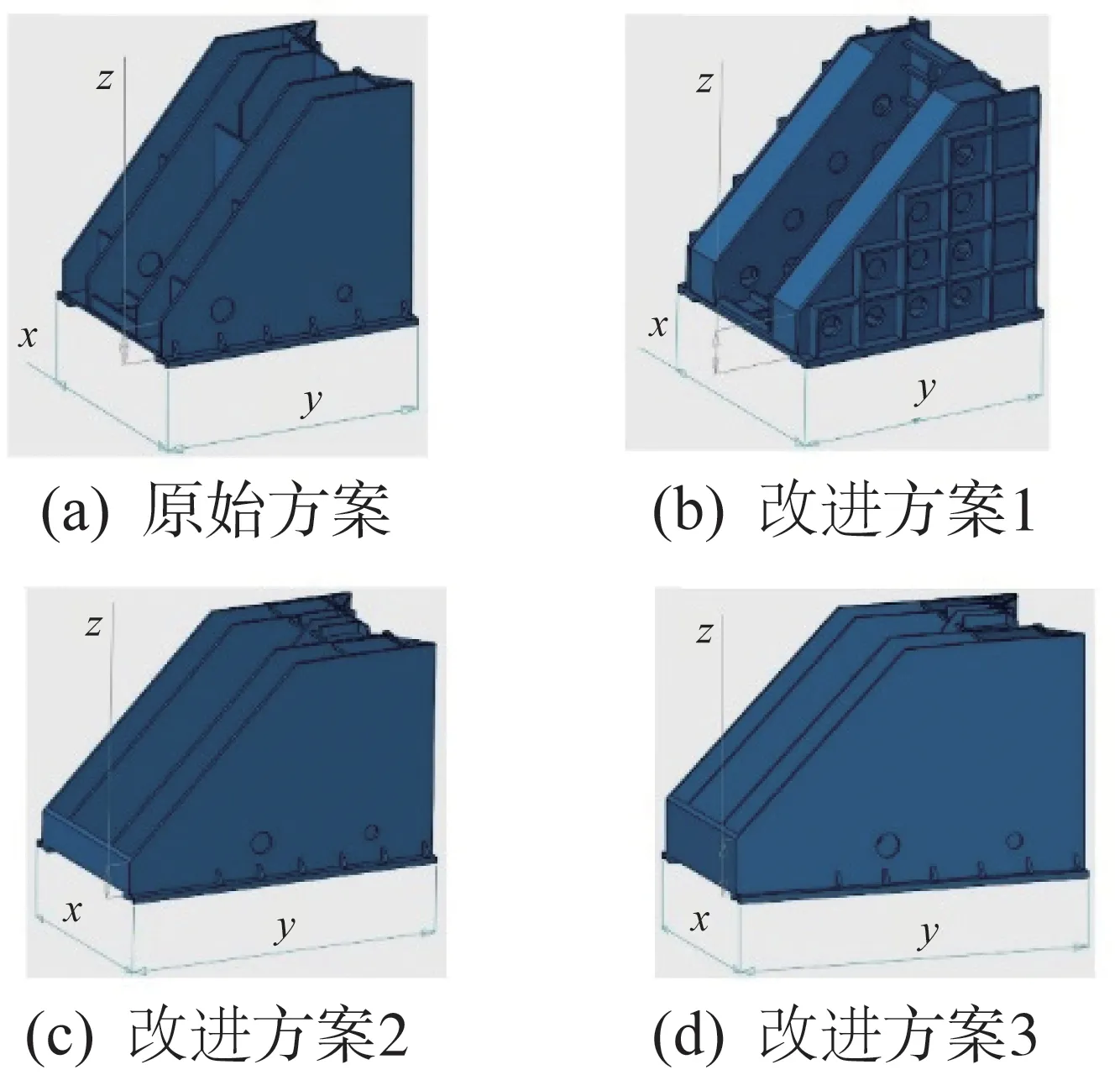
圖9 立柱模塊M4的原始方案和改進方案Fig.9 Original and improved schemes of column module M4
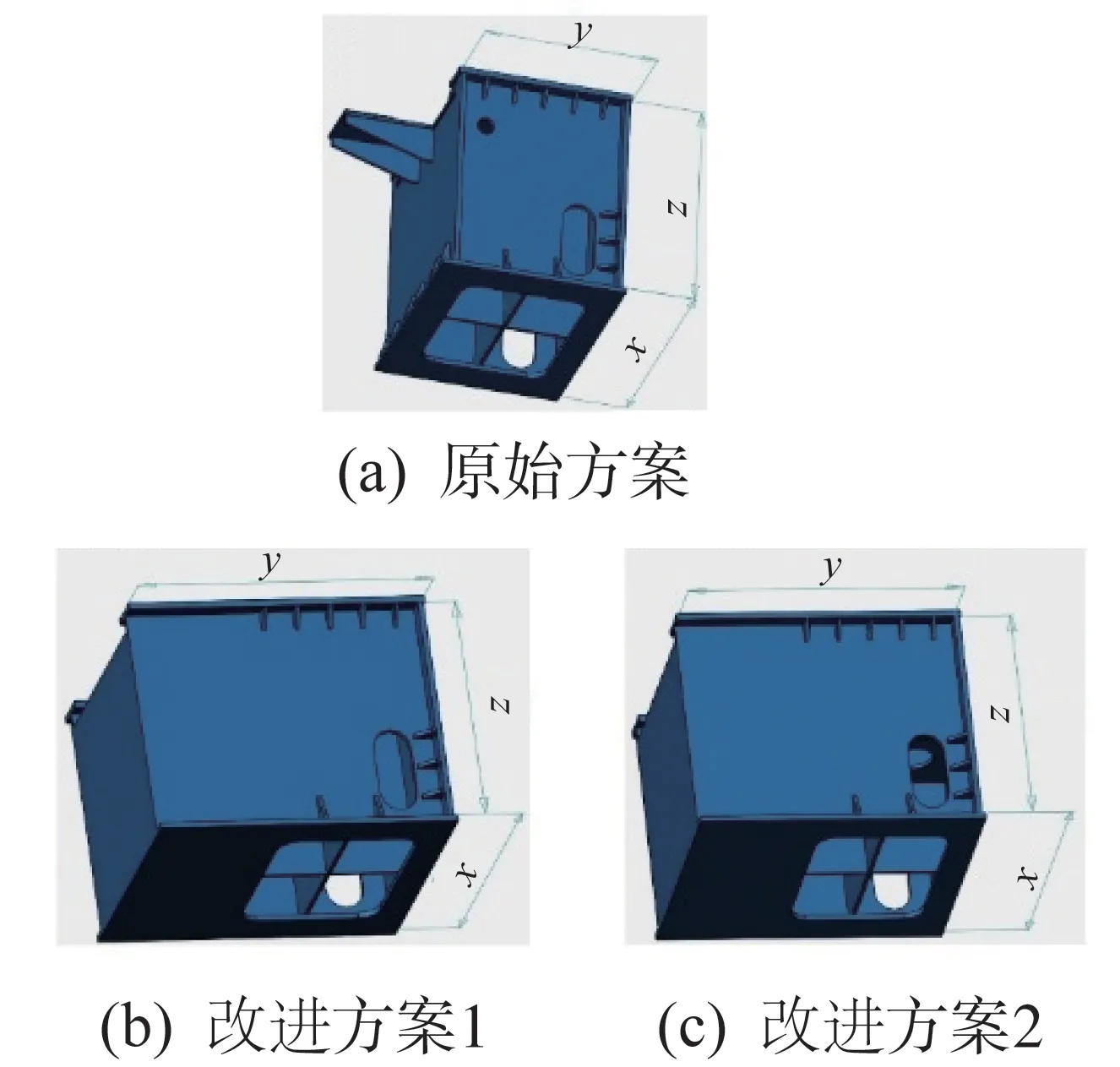
圖10 后床身模塊M6的原始方案和改進方案Fig.10 Original and improved schemes of back bed module M6
為了觀察C型攪拌摩擦焊機床主軸端面X向剛度的變化情況,將立柱模塊M4的改進方案1與后床身模塊M6的原始方案組合,記為改進方案A;為了觀察機床主軸端面Y向剛度的變化情況,將立柱模塊M4的改進方案2分別與后床身模塊M6的改進方案1,2組合,記為改進方案B、C;為了觀察機床主軸端面Z向剛度的變化情況,將立柱模塊M4 的改進方案3與后床身模塊M6的改進方案1,2組合,記為改進方案D、E。為選擇可使C型攪拌摩擦焊機床綜合性能較優的改進方案,以機床的整機質量,主軸端面X、Y、Z向變形量以及約束模態和自由模態前3階固有頻率為評價指標,對各改進方案進行綜合評價。

表4 立柱模塊M4改進方案的參數變化情況Table 4 Parameter changes of improved schemes of column module M4
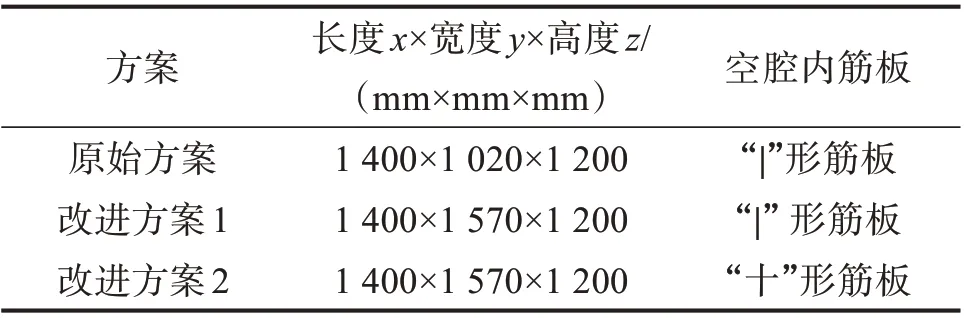
表5 后床身模塊M6改進方案的參數變化情況Table 5 Parameter changes of improved schemes of back bed module M6
通過獲取機床各零部件密度來確定其質量;通過有限元靜態分析得到機床主軸端面的X、Y、Z向變形量;通過有限元模態分析得到機床約束模態與自由模態的前3階固有頻率。在對機床進行有限元靜態分析時,在其主軸端面施加X向20 kN、Y向20 kN、Z向60 kN的載荷;將前床身與后床身底面完全固定。在對機床進行約束模態分析時,將前床身與后床身底面完全固定,但不施加載荷;在對機床進行自由模態分析時,不施加約束和載荷。C型攪拌摩擦焊機床的靜、動態性能分析結果如表6所示。
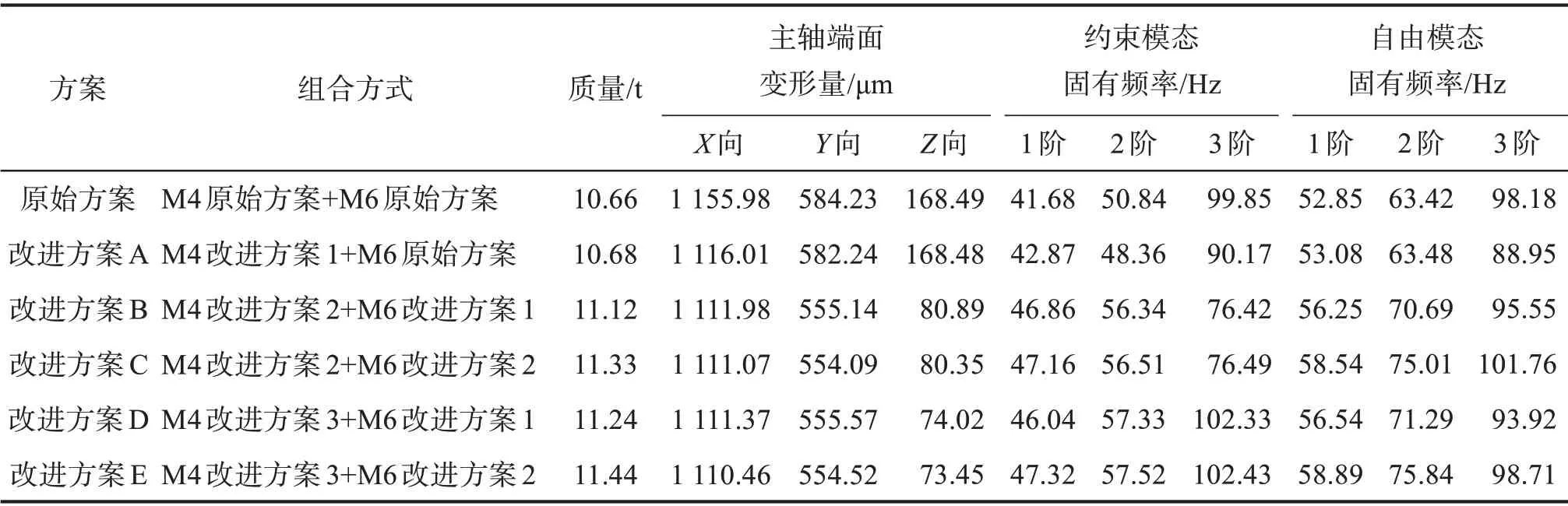
表6 C型攪拌摩擦焊機床的靜、動態性能分析結果Table 6 Static and dynamic performance analysis results of C-type friction stir welding machine tool
分析表6 結果可知,相比于原始方案,改進后C 型攪拌摩擦焊機床主軸端面的X向剛度提高了3.46%~3.94%,Y向剛度提高了4.91%~5.16%,Z向剛度提高了51.99%~56.41%,而質量僅增大了0.19%~7.32%。此外,改進方案A中主軸端面的X向剛度提高了3.46%;改進方案B、C中主軸端面的Y向剛度分別提高了4.98%和5.16%;改進方案D、E中主軸端面的Z向剛度分別提高了56.07%和56.41%。
3.3 機床整機性能綜合評價及改進方案優選
利用熵權法計算得到C型攪拌摩擦焊機床改進方案評價指標的權重矩陣:

利用模糊綜合評價法對C型攪拌摩擦焊機床原始方案和改進方案進行評價,通過計算得到模糊綜合評價矩陣:

由模糊綜合評價結果可知,改進方案B為最優方案。與原始方案相比,改進方案B對應的C型攪拌摩擦焊機床主軸端面的X向剛度提高了3.46%,Y向剛度提高了4.99%,Z向剛度提高了51.99%。
4 結 論
本文以C型攪拌摩擦焊機床為例,基于增量分析法實現了對其薄弱模塊的識別,得到的結論如下。
1)增量分析法是將工作載荷直接施加在機床的主軸端,避免了繁瑣的工作載荷等效轉換。同時,通過逐一增加模塊來分析每個模塊對機床剛度的影響,能夠準確地識別機床的薄弱模塊。
2)根據機床薄弱模塊主軸端面X、Y、Z三個方向的變形情況,可準確地識別機床的薄弱方向。通過有針對性地改進機床的薄弱結構,有效提高了機床整機的綜合性能。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
