預焙陽極表面氧化因素探討
2021-07-02 02:02:44劉國慶賈志民王福斌
輕金屬 2021年5期
劉國慶, 賈志民,王福斌
(忠旺(營口)高精鋁業有限公司,遼寧 營口 115000)
焙燒是指生陽極在隔絕空氣的條件下,按一定升溫速率進行高溫熱處理,使粘結劑(煤瀝青)炭化與干料形成整體,其各項物理及化學性能滿足鋁電解使用需求的過程。隨著電解鋁企業對預焙陽極表面質量的要求不斷提高,對預焙陽極氧化的要求高于YS/T 285-2012鋁電解用預焙陽極的外觀質量的規定,炭素企業氧化不合格品進行破碎或堆存,造成企業成本上升。鋁電解自備炭素廠出于成本的考慮,有的表面氧化達到50%的炭塊也在使用,表面氧化后的炭塊在電解槽中會使掉渣增多,炭碗處的氧化還會帶來易脫極、電壓降上升等問題。如何有效控制預焙陽極氧化的數量及程度,是焙燒生產過程必須面對的問題。
1 焙燒生產工藝介紹
生陽極經輸送機送入焙燒車間,經炭塊編組站編為6塊一組,生陽極裝爐時由多功能機組編組后的生陽極裝入焙燒爐內。保護介質填充料的裝、出爐操作,由多功能機組完成。生陽極的焙燒采用敞開式焙燒爐,設多個火焰系統,每個火焰系統采用6室運轉,移爐周期28~40 h,每個爐室8個料箱組成,料箱尺寸5100 mm(長)×800 mm(寬)×6020 mm(深),每料箱裝3層,每層裝6塊,每個爐室裝144塊,焙燒爐用天然氣作為燃料。將裝好生陽極炭塊的爐室接入燃燒系統,燃燒系統將火道溫度升至1180 ℃,整個加熱升溫過程用計算機進行控制。經加熱焙燒后的爐室冷卻后,溫度逐步降低,炭塊溫度冷卻到200 ℃以下,進行出爐作業。
生陽極裝入爐室后,需在炭塊四周和頂部填充保護介質填充料,防止其在高溫焙燒時接觸空氣氧化。燃燒系統采用負壓運行,填充料中的部分焦粉及生陽極在焙燒過程中排出的揮發分從火道墻縫隙進入火道內燃燒。焙燒過程主要分為4個階段,低溫預熱階段、揮發分排出及粘結劑焦化階段、高溫階段、冷卻階段[1]。
2 炭塊表面氧化原因及采取的措施
根據不同類型的炭塊表面氧化,其產生原因不同,所采取的措施不盡相同,下面分別進行探討。填充料填充炭塊工藝要求見圖1、塊料及料箱底部積料見圖2。
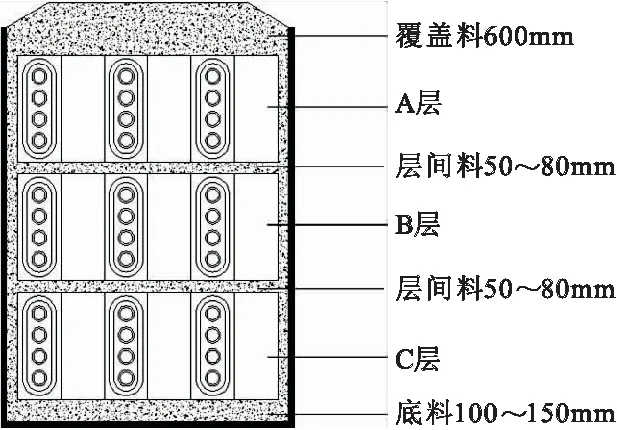
圖1 填充料填充工藝要求圖
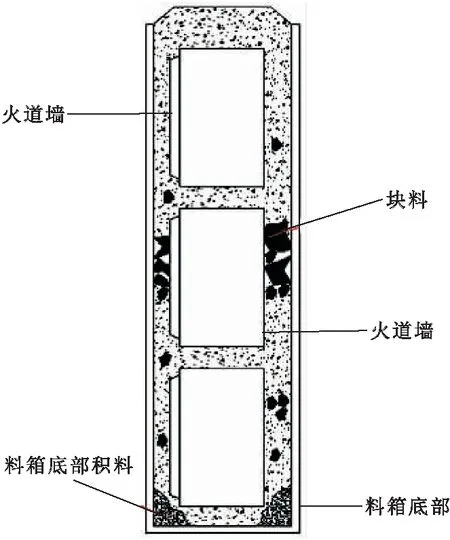
圖2 塊料及料箱底部積料圖
2.1 填充料中的塊料引起的炭塊氧化
2.1.1 原因分析
因生陽極中的揮發分在焙燒過程中通過填充料進入火道內,必然將松散的填充料粘結成為塊見圖3、圖4,所用填充料的種類及生陽極揮發分含量的大小造成填充料的塊料大小、數量不同。多功能機組在鋪設填充料時,塊料隨正常填充料一起填充到炭塊與火道墻的縫隙中,而縫隙尺寸有限,造成塊料卡在縫隙內進而塊料產生集聚,使填充料填充不實引起炭塊氧化;同時塊料也會造成炭塊端面破損的產生見圖5、圖6。

圖3 填充料中分離出來的塊料

圖4 炭塊與火道墻的縫隙處塊料

圖5 塊料引起的端面破損1

圖6 塊料引起的端面破損2
2.1.2 針對塊料引起的炭塊氧化采取的措施
有些炭素企業在料箱頂部用篩網進行塊料篩分,將塊料分離出來,但作業環境差及勞動強度較大。大部分炭素企業已配備解組機組,改造解組機組,將解組收集的填充料匯總后,進入箱體,箱體鋪設篩網進行無動力篩分,利用解組除塵器進行收塵,改造難度小、作業環境好、操作簡單,可將絕大部分塊料分離出來。也可對多功能機組進行改造,在料倉底部加裝振動篩,將塊料及細料分離出來,改造難度相對較大。
2.2 C層炭塊靠料箱底部處氧化
2.2.1 原因分析
C層炭塊靠料箱底部(靠火道墻側)的氧化原因由積料引起的,該部位積料高度在180 mm左右,積料呈硬塊狀或粉化狀。多功能機組本身決定了吸料管需垂直吸取作業,在吸取料箱底部填充料時,隨多次吸取而未吸取干凈。這是由于火道墻隨著運行年數的增長,其變形量也在不斷增長,阻礙了多功能機組將料箱底部填充料吸取干凈,造成料箱底部(靠火道墻側)積料越來越多,造成填充料在填充該部位時填充不實而引起下層炭塊底部、頂部氧化,炭塊底部氧化見圖7、炭塊頂部氧化見圖8。

圖7 炭塊底部氧化

圖8 炭塊頂部氧化
在生產過程中,因預焙陽極尺寸及料箱深度的限制,而規定了底料、層間料鋪設厚度,底料厚度控制在100~150 mm,未超過料箱底部(靠火道墻側)積料的高度。通過底料厚度的增加,可明顯控制該部位的氧化,但料箱深度及炭塊尺寸限制了底料厚度的增加。
2.2.2 針對該部位的氧化采取的措施
多功能機組對出爐爐室料箱底料盡可能吸取干凈,爐室維護時將料箱底部兩側(靠火道墻側)的未吸凈的料及耐火泥等雜物清理至料箱中間部位,多功能機組再次將清理的料和耐火泥進行吸取,保證裝爐前料箱底部干凈。
2.3 填充料的選用不合適引起的炭塊氧化
焙燒過程中從生陽極逸出的揮發分通過火道墻豎縫進入火道內,因此不可避免火道內的空氣與料箱內的填充料接觸而產生填充料的氧化[2]。正常情況下通過部分填充料的氧化來保護陽極不被氧化,但因火道墻變形、填充料顆粒大等因素降低了炭塊被填充料的保護程度。目前填充料使用的原料主要為三種:煅后焦、冶金焦、殘極。
(1)煅后焦作為填充料使用的較少,因其成本較高。但煅后焦本身灰分含量低,在焙燒過程中多功能機組收集的粉料,可做為成型生產所需粉料摻配從新進入生產線。
(2)冶金焦作為填充料使用的較多,因其本身灰分大、消耗大、易粉化、水分大的特點,采購時考慮到使用情況后顆粒尺寸要求會放大,在未經烘干及摻配的情況,直接裝爐使用,從而產生炭塊氧化。
(3)殘極作為填充料使用的較少,鋁廠配套的炭素廠會使用殘極作為填充料。顆粒度要求與冶金焦一致,但殘極作為填充料有其優缺點。優點是消耗低、利于成本控制,缺點是預焙陽極表面粘焦較多且硬,增加清理難度。
無論何種原料作為填充料被使用,其粉化過程不斷進行,應適當補充顆粒填充料,減少填充料中細料的占比,細料過多會引起炭塊溫度降低、火道墻結焦、能耗上升等問題。填充料(已經將塊料分離出來)在使用1年后顆粒度變化情況見表1。

表1 填充料(已經將塊料分離出來)在使用1年后顆粒度變化情況
2.3.1 填充料指標要求
粒度要求:1~6 mm≥90%,1 mm以下≤5%,6 mm以上≤5%。
冶金焦作為填充料理化指標要求:灰分≤12%、揮發分≤2%、硫≤0.8%、水≤10%、固定碳≥85%。
2.3.2 針對填充料采取的措施
爐室內的填充料保持一定的粒度分布,填充料粒度要求見表2。

表2 填充料粒度要求
濕的填充料應鋪設在冷卻爐室料箱頂部進行烘干,出爐時經多功能機組將其與爐室內填充料進行自然混配。
2.4 其它因素引起的炭塊氧化原因分析與采取措施
2.4.1 原因分析
(1)因燃燒系統停運(需降低系統運行溫度),需裝4~5爐合格熟塊或不合格熟塊,但采用未清理的炭塊直接裝爐而引起大量炭塊氧化。
(2)因爐室維護程度不夠(大的縫隙未修補),而引起炭塊孔洞等氧化的產生;火道墻變形嚴重造成炭塊貼墻引起的氧化。
(3)料箱頂部覆蓋料顆粒度及厚度不合適而引起上層炭塊靠料箱頂部出現的氧化。
(4)料箱紅料未及時處理引起的炭塊氧化。
2.4.2 采取措施
清理后的炭塊用于燃燒系統停運裝爐、提升爐室維護質量及變形嚴重火道墻的維修、提高覆蓋料厚度、料箱紅料及時處理等措施均對炭塊氧化的降低產生積極影響,且利于節能降耗、炭塊溫度提升、理化指標提升等工作。
3 結 語
在預焙陽極焙燒生產過程中,采取以下措施可有效降低預焙陽極表面氧化的數量及程度:
(1)將塊料從填充料中的分離。
(2)料箱底部(火道墻側)積料清理。
(3)濕的填充料進行烘干,并與爐內填充料摻配使用,填充料中1~6 mm的顆粒占比≥80%較為合適。
(4)加強爐室維護及變形嚴重的火道墻維修、提高覆蓋料厚度等均利于炭塊表面氧化的控制。