小冠花硬實種子物化一體破眠機設計與試驗
2021-06-29 01:00:44劉洋禮孫步功張克平鄭小寶漢永乾
東北農業大學學報 2021年5期
劉洋禮,孫步功,張 鵬,張克平,鄭小寶,漢永乾
(甘肅農業大學機電工程學院,蘭州 730070)
小冠花(Coronilla varia)系豆科小冠花屬,具有耐寒、耐旱、耐貧瘠、適應能力強等特點,莖葉柔軟,營養價值高,營養成分與苜蓿相似,粗蛋白含量略高于苜蓿,是優良豆科牧草[1]。花色優美、根系發達、根瘤多、固氮能力強,可美化環境、固坡護堤、固土保土,且是良好綠肥[2]。小冠花具較高應用價值,廣泛種植于華北、華東、華中、西北等地區,但其種子硬實率較高,一般為20%~60%[3]。種子硬實是因種子不能吸水而導致的一種物理休眠(Physical dormancy,PY)[4]。物理休眠是種子休眠(Seed dormancy)一種,種子休眠是指具有活力種子在適宜萌發條件下不萌發現象。雖然種子休眠現象對物種延續有積極作用,但卻給育種和種子檢驗等工作帶來不便。因此,破除硬實種子休眠具有重要現實意義[5-6]。孫步功等設計一種小冠花硬實種子破皮處理機,利用輸料螺旋與摩擦盤摩擦作用破除休眠[7]。王彥榮等采用不同濃度硫酸浸種、熱水浸種、變溫浸種等方法解除小冠花種子休眠[8]。為解除小冠花種子硬實效應,提高其發芽率,目前學者一是采用擠壓、碰撞、摩擦等物理方法,二是采用酸堿液、消化液浸泡等化學方法,但效果并不理想。本研究將物理和化學方法結合,自主設計物化一體破眠試驗機,針對小冠花種子發芽率開展多因素分析,并分析單因素和交互作用,尋求打破小冠花種子休眠最佳參數組合,為高效解除其他種子硬實提供技術參考。
1 材料與方法
1.1 試驗方法
針對硬實種子破眠問題,近年來國內外學者主要提出3種方法,即物理方法、化學方法和綜合方法。物理方法主要通過機械研磨、溫度、聲波、電場、磁場、射線等方法改變種皮厚度或使種殼破損;化學方法則是將硬實種子置于無機化學試劑或激素中浸泡,改變種皮通透性或調節種子內部激素成分;研究表明物理和化學方法均可不同程度解除種子休眠[9-11]。單純使用其中一種方法,破眠效果具有一定局限性。針對破眠率低,破損率高等問題,本研究提出物化耦合破眠方法,并設計完成物理化學一體破眠試驗機,通過標準發芽試驗驗證該方法高效性、可靠性與實用性。
1.1.1 機械破眠方案
目前,國內外機械破眠手段主要以手持砂紙打磨、刀片劃傷、機具夾裂或簡單機構研磨為主[12-13]。多適用于小批量種子破眠處理,對于大批量種子加工則暴露出效率低劣勢,本研究通過試驗分析研制物化一體破眠試驗機,利用八個研磨輥線性往復運動研磨種子,研磨輥表面和研磨盤表層均采用砂紙包裹。預試驗表明,采用多個研磨輥研磨,既可有效避免整塊平板研磨時造成的破損率高等問題,又可實現硬實種子大批量破眠處理。
1.1.2 化學破眠方案
化學破眠處理主要有激素處理和化學溶劑處理兩種方式。激素處理主要是通過外源激素浸泡增加或減少種子內部脫落酸、赤霉素、細胞分裂素等激素含量;化學處理則是通過無機或有機化學試劑浸泡軟化硬實種殼從而改變種皮通透性。蔡鋒隆等先后采用酸堿溶液、有機溶劑處理紫花苜蓿種子,試驗數據表明化學試劑可有效打破種子休眠狀態[14]。通過查閱大量文獻發現,濃硫酸浸種對小冠花種子破眠處理效果最顯著,但在現實操作過程中,濃硫酸危險性較高,廢液處理難度大,韓健等通過試驗證明小冠花種子用10%稀硫酸浸濕處理后出苗較整齊,硫酸濃度過高反而影響種子長勢,故本試驗采用稀硫酸對種子浸泡處理[15]。
1.2 試驗設備
針對小冠花種子硬實率較高,傳統破眠方式破眠效率低、損傷率高等問題,將物理破眠方法與化學破眠方法有機結合,設計出臥式物化一體耦合破眠試驗機,如圖1所示。該試驗機主要由入料口、鏈輪、鏈條、曲柄、連桿、輥架、研磨輥、齒輪、齒條、研磨盤、浸泡箱、濾網等部件組成。
1.3 設備工作原理
試驗時,將待試驗小冠花種子從入料口喂入,種子在自重作用下沿入料口內壁緩緩落入研磨盤中,研磨臂帶動輥架上研磨輥在研磨盤中水平移動,可將種子鋪平于研磨盤中,研磨輥一端通過齒輪齒條嚙合,平動同時實現轉動,此研磨過程通過壓力調節螺栓調節研磨力;待研磨完成后,打開研磨盤下方B型銷,使種子落入下底板上浸泡箱中濾網內,將種子浸泡,浸泡完成后將濾網連同種子一起從浸泡箱中取出,將浸泡液循環利用;浸泡同時開始第二批次種子研磨試驗,如此往復,在高效解除小冠花硬實種子休眠基礎上實現大批量種子破眠處理。
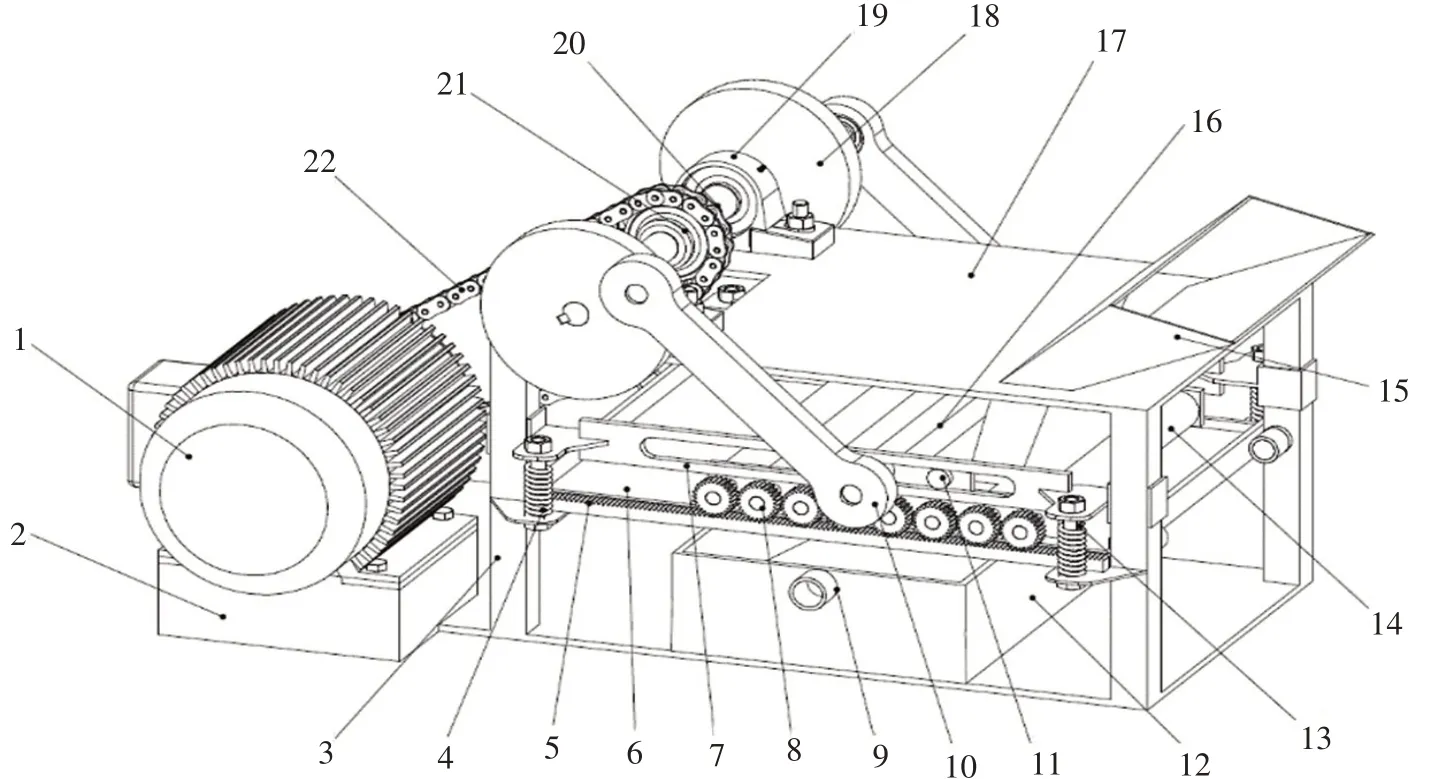
圖1 臥式物化一體破眠試驗機Fig.1 Horizontal physical and chemical integrated combining dormancy-breaking test machine
2 關鍵部件設計與分析
2.1 運動機構優化設計及計算
研磨臂一端與輥架鉸接,另一端與轉動盤上連接塊鉸接,鉸鏈中心分別用B、C兩點表示,連接塊與轉動盤為剛性連接,轉動中心用A點表示,在偏置曲柄滑塊機構ABC驅動下,研磨輥隨研磨臂作平面往復運動。根據機構演化原理,研磨輥與研磨盤組成的移動副可視為轉動中心在其導路垂線方向無窮遠處的轉動副,即為轉動副D∞,故此曲柄滑塊機構ABC可視為鉸鏈四桿機構ABCD∞,運動機構簡圖如圖2所示,可由鉸鏈四桿機構特性推算偏置曲柄滑塊機構特性。
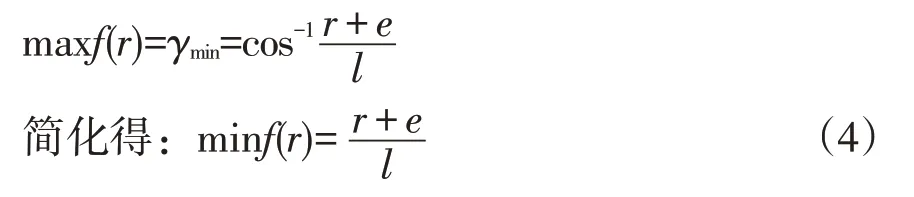
當電機驅動帶輪勻速運動時,轉動盤作整周勻速轉動,為達到充分研磨要求,輥架在往復運動過程中應具有最大的最小傳動角,故以傳動角γ作為設計目標。由機械原理可知最小傳動角出現在曲柄AB與機架AD∞共線兩位置之一。可表示為:

在圖2ΔAC1C2中,由正弦和余弦定理可得:
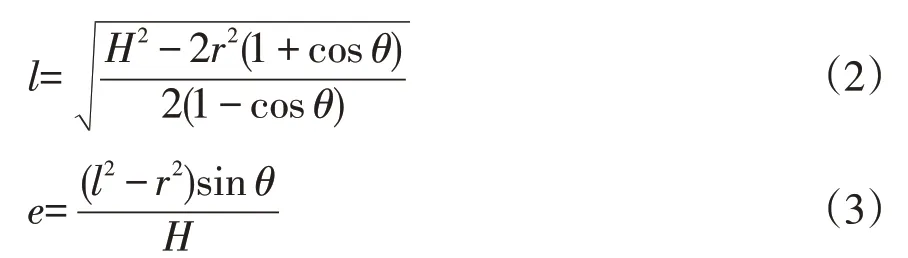
式中,H為研磨輥行程(mm);θ為極位夾角(°);r為轉動盤半徑(mm);l為研磨臂長度(mm);e為轉動盤中心與輥架理論中心垂直距離(mm)。
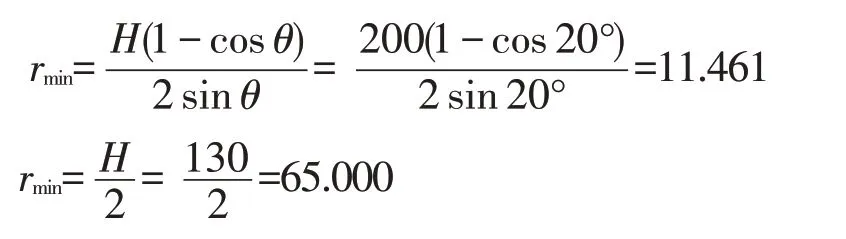
已知H=130 mm,行程系數比K取1.25,則可求出極位夾角θ:

以轉盤半徑r為設計變量,則其取值范圍:
由于要求設計目標γ具有最大值,則該機構設計目標為:
借助MATLAB優化程序,運行結果如下:
r=55.771;fval=0.594
將以上結果帶入(1)、(2)、(3)式,可得:
γmin=40.093°;l=200.185 mm;e=97.249 mm
經檢驗,優化結果滿足r+e≤l桿長條件。
2.2 研磨裝置設計與分析
研磨裝置主要由研磨盤、研磨輥、輥架、研磨臂、壓力調節螺栓、齒輪、齒條等組成,其中研磨盤長400 mm,寬300 mm,8個研磨輥子在互不干涉轉動情況下緊密排列,輥子密排尺寸為200 mm,研磨臂與輥架鉸接中心行程H為130 mm。相比于傳統小面積施力,大面積鋪種方式,此設計更能滿足種子充分研磨要求。
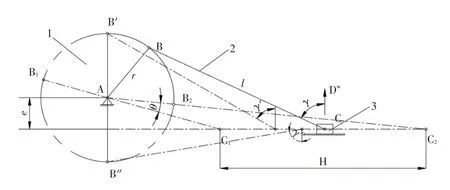
圖2 研磨裝置運動機構Fig.2 Schematic of the movement mechanism of the grinding device
研磨過程中,輥架帶動研磨輥往復運動時,研磨輥水平方向上推動堆積的種子使研磨更加充分;研磨輥在水平方向上運動時,伴隨齒輪在齒條上轉動而隨之轉動,將滑動摩擦轉化為滾動摩擦,降低研磨過程中種子破損率。研磨過程中,單體種子受力分析如圖3所示。
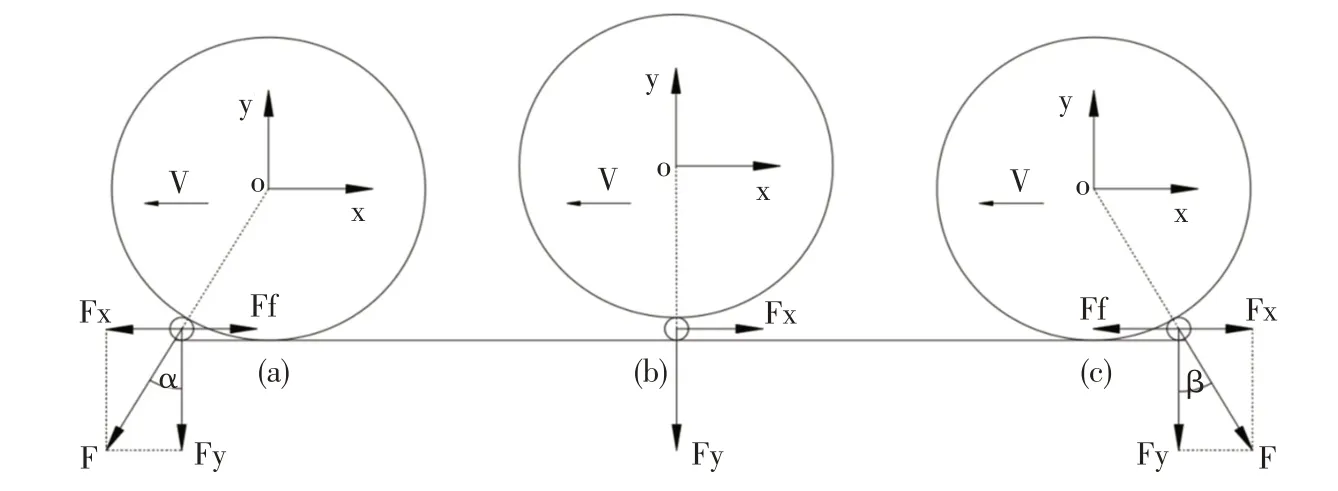
圖3 小冠花單體種子受力過程Fig.3 Stress process of the individual seedsof Coronilla varia
研磨時,不考慮種子間相互摩擦作用,從研磨輥與種子接觸到離開過程中截取3個典型瞬間(a起始接觸時、b接觸時間中點、c即將分離時)。由于小冠花種子尺寸較小,在起始接觸與即將分離時,研磨輥對種子作用力與豎直方向間夾角α和β很小,可忽略。由經典理論力學可知,研磨輥對種子摩擦力主要是由初始壓力、研磨輥、輥架重力和種子自身重力組成。
根據摩擦理論綜合說建立摩擦力學理論模型[16]

式中,f為總摩擦力(N);fA為分子黏合作用部分摩擦力(N);fD為變形作用部分摩擦力(N)。
通常將(5)式改寫為:

將f=μN代入(6)式得:

式中,α是與表面分子特性有關參數,β是與表面機械特性有關參數。
由于種子研磨力并不需太高精確度,故此處可簡化為:Ff=μρ
式中,Ff表示種子受到的摩擦力(N);μ為總摩擦系數;ρ為研磨過程中種子所受法向載荷(N)。
由于ρ=ρ1+ρ2+ρ3
式中,ρ1表示種子自身重力(N);ρ2表示研磨輥作用在種子上正壓力(N);ρ3表示輥架自身重力(N);其中ρ1=xmg。
式中,x表示群體種子數量(粒);m表示單體種子質量(kg);g表示重力加速度(m·s-2)。

由式(8)可看出,種子自身重力、輥架自身重力大小一定時,種子所受摩擦力主要取決于研磨輥及研磨盤粗糙度和初始正壓力大小。
3 試驗設計與分析
本試驗所用小冠花種子主要是市場購買,其千粒重為3.1815 g,硬實率為74.33%。采用四分法從每個三角形中隨機選取25粒組成100粒作為一組。小冠花種子攜帶各種菌體將直接影響其發芽率,需將待試種子預處理。將分組種子用濃度為0.5%高錳酸鉀消毒30 min,消毒后種子用清水多次清洗,晾干備用。
3.1 浸泡試驗
3.1.1 試驗方法
分別采用濃度為5%稀硫酸、10%稀硫酸、15%稀硫酸浸泡小冠花種子20、40、60、80、100、120 min,共18個處理。每個處理設置3組重復試驗,均以100℃沸水自然冷卻后浸泡處理作為空白對照。浸泡后種子用清水反復沖洗5次。將處理過種子均勻置于90 mm一次性培養皿中,培養皿均采用2層濾紙墊底,放在預先調整溫度為20℃恒溫培養箱(HPX-160BSH-III)中作發芽試驗,試驗過程保持濾紙濕潤,為種子萌發提供適當水分。試驗期間每天檢查并記錄種子發芽數和硬實數,及時挑撿發霉種子。參照《國際種子檢驗規程》及國內《草種子檢驗規程》,將種子新鮮胚根伸出超過種子長度以上視為發芽,第14天統計發芽率,試驗結果均取3次重復平均值,發芽率計算公式如下[17]:
發芽率(G)=n/N×100%
式中,n為發芽試驗第14天種子發芽數(粒);N=試驗種子總數(粒)。
3.1.2 浸泡試驗結果與分析
根據表1利用Microsoft-Excel繪制不同濃度浸泡下種子發芽率隨時間變化曲線如圖4所示。
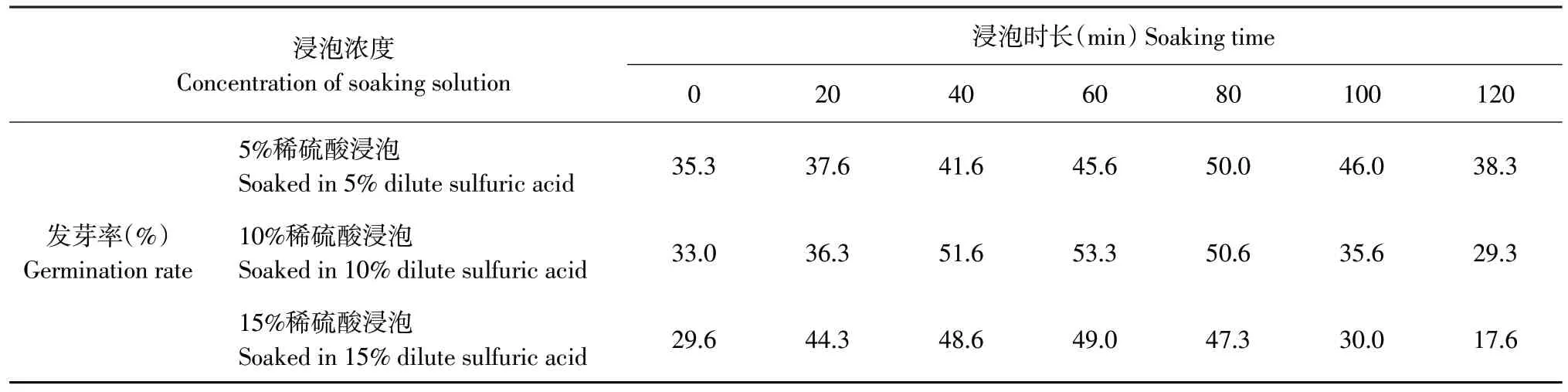
表1 標準萌發條件下種子發芽率Table 1 Seed germination rate under standard germination conditions

圖4 不同濃度浸泡下浸泡時長對種子發芽率的影響Fig.4 Effect of soaking time in different concentrations on thegermination rate of seeds
由表1可知,小冠花種子在未經處理情況下發芽率較低,約為32.0%,硫酸處理可一定程度提高其發芽率。通過縱向比較可看出,小冠花種子在濃度為10%稀硫酸浸泡60 min處理下,發芽率達到最高水平,可達53.0%。說明在該組合條件下,種子種皮硬實物質可得到較好軟化;15%稀硫酸浸泡處理60 min發芽率有所下降,浸泡處理80 min后發芽率更低,說明15%稀硫酸浸泡處理對種子內部結構損傷較重。通過圖4橫向對比可知,在整體處理效果上,10%和15%稀硫酸浸泡處理效果較明顯。同時在試驗中發現濃度為10%稀硫酸浸泡60 min后種子出苗較整齊,萌發高峰提前1 d,這與韓健等試驗結果大致相近[15]。綜合比較,濃度為10%稀硫酸浸種60 min處理對于提高小冠花種子發芽能力作用最大。
3.2 研磨試驗
3.2.1 試驗設計
本試驗首先采用Plackett-Burman設計法篩選出影響發芽率主要因素初始壓力(A)、研磨輥及研磨盤粗糙度(B)、研磨時長(C),依據Box-Behnken試驗原理以發芽率λ為響應值并借助Design-Ex?pert.v8.0.6.1軟件輔助完成試驗設計與分析,其中通過壓力調緊螺栓調節初始壓力,研磨輥及研磨盤粗糙度調節通過更換固定在輥子及盤中砂紙實現,并計量研磨時長。為保證試驗數據可靠性,減少試驗誤差,每個處理3次重復,取各重復試驗平均值為該處理試驗值,試驗因素水平編碼如表2所示。
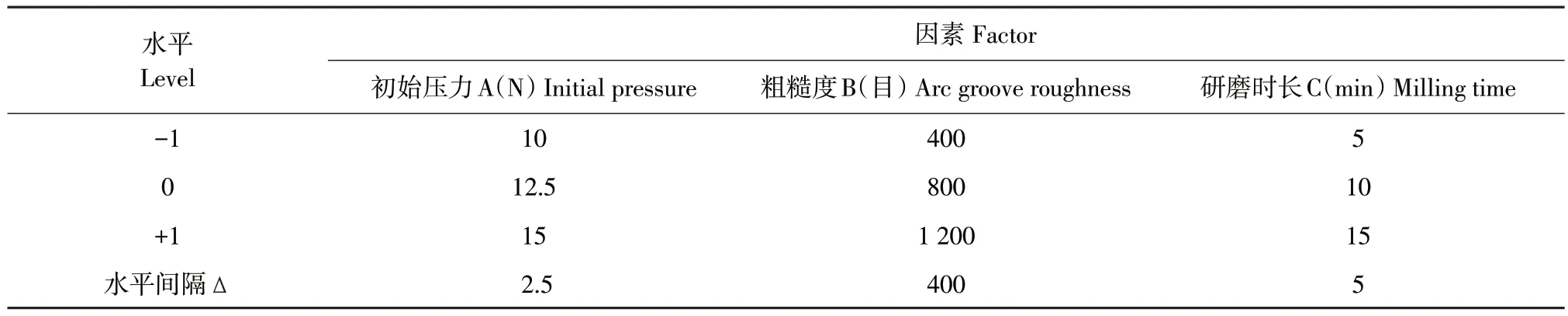
表2 研磨試驗因素水平編碼Table 2 Factor level coding for grinding test
3.2.2 研磨試驗結果與分析
采用Design-Expert.v8.0.6.1軟件,分析研磨試驗數據因變量與自變量發芽率關系,得到在給定范圍內預測響應值回歸模型如下:
λ=59.39-2.20A-1.50B+1.21C-1.97AB+0.28AC-0.41BC-1.61A2-2.34B2-2.32C2。
方差分析結果見表3。
由表3分析可知,建立二次回歸模型P值(0.0054)小于0.01,表明回歸模型極顯著;失擬項P值(0.7805)大于0.05,表明失擬不顯著,模型所擬合二次回歸方程與實際相符合,可正確反映發芽率λ與因素A、B、C之間關系,回歸模型可較好預測研磨試驗結果。其中模型一次項A對種子發芽率影響極顯著;一次項B、C,交互項AB以及平方項B2、C2影響顯著,其余各項均不顯著。根據模型各因素回歸系數,可得到各因素對發芽率影響主次順序為:A、B、C,即初始壓力、研磨輥及研磨盤粗糙度、研磨時長。
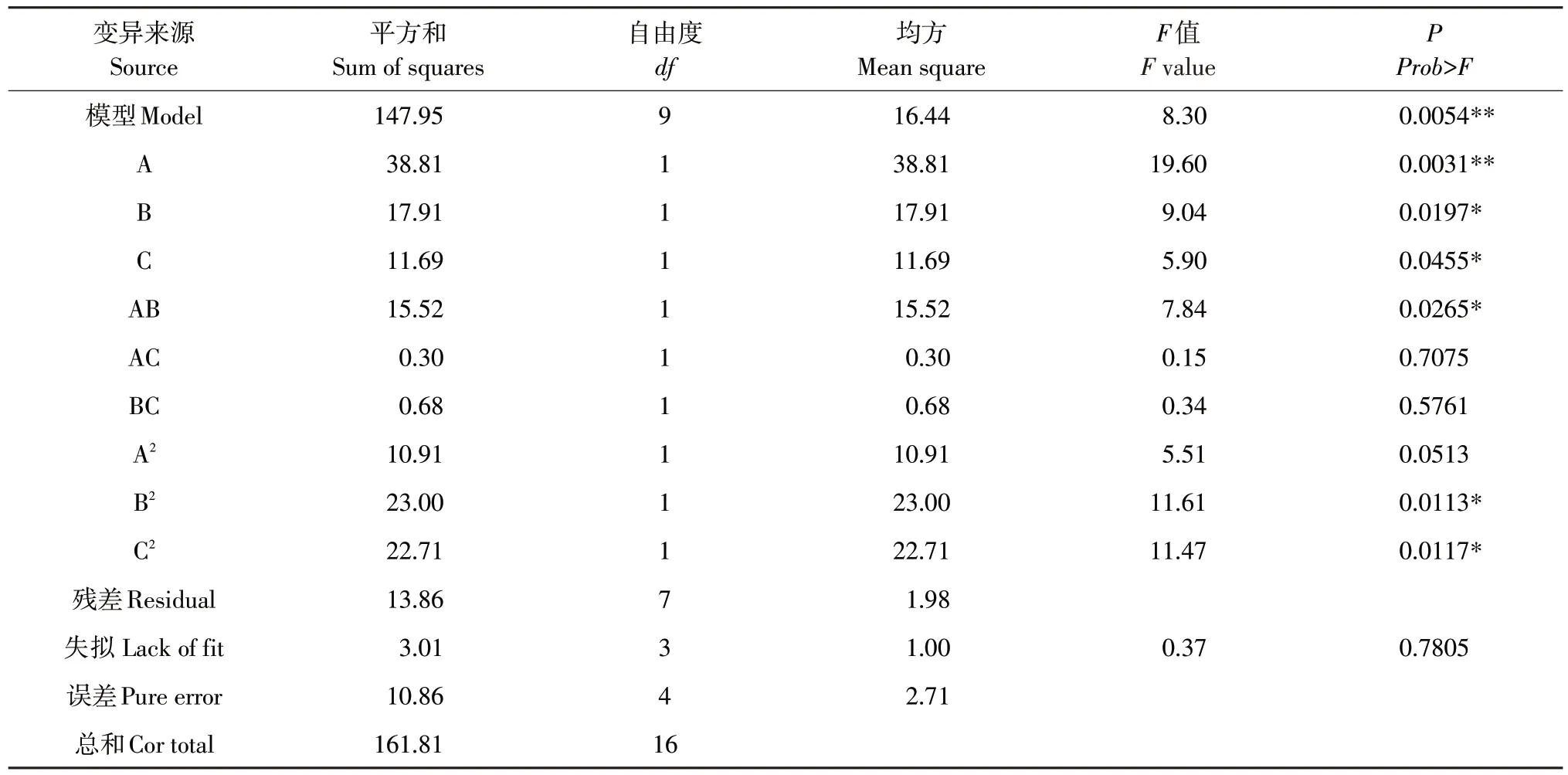
表3 研磨試驗回歸方程方差分析Table 3 Analysisof variance of regression equation for grinding test
應用Design-Expert.v8.0.6.1軟件中Optimiza?tion-Numerical模塊,以發芽率最大值為目標優化愿望函數,得出最佳組合參數。當初始壓力14.9 N、研磨輥與研磨盤粗糙度491目、研磨時長11.9 min時,發芽率達到最大值57.24%。
3.3 物化結合試驗與驗證
3.3.1 試驗設計
經市場調研發現,目數為491目砂紙并不存在,考慮更換固定在輥子及盤中砂紙較為繁瑣,故選用400目砂紙作為研磨輥與研磨盤包覆材料;同時,若頻繁調整壓力調節螺栓將導致壓簧疲勞壽命降低,可靠性降低,故試驗前將初始壓力調整為14.9 N。以研磨時長X1、浸泡濃度X2、浸泡時長X3為自變量,以發芽率Y為因變量作正交試驗。為保證試驗數據可靠性,減少試驗誤差,每個處理3次重復,取各重復試驗平均值為該處理試驗值,試驗因素水平編碼如表4所示。
3.3.2 物化結合試驗結果與分析
在Design-Expert.v8.0.6.1中,回歸模型建立如下:
Y=75.40-3.48X1+5.41X2-2.21X3+3.63X1X2+0.63X1X3+5.00X2X3-7.00X12-1.07X22+1.57X32
方差分析結果見表5。
由表5分析可知,建立二次回歸模型P值(0.0031)小于0.01,表明回歸模型極顯著;失擬項P值(0.2614)大于0.05,表明失擬不顯著,模型所擬合二次回歸方程與實際符合,可正確反映發芽率Y與因素X1、X2、X3之間關系,回歸模型可較好預測物化結合試驗中各種試驗結果。其中一次項X2和平方項X12對種子發芽率有極顯著影響,一次項X1和交互項X1X2、X2X3對種子發芽率有顯著影響,其余各項均不顯著。根據模型各因素回歸系數大小,可得到各因素對發芽率影響主次順序為:X2、X1、X3,即浸泡液濃度、研磨時長、浸泡時長。
3.3.3 物化結合試驗因素間交互效應分析
與研磨試驗相同,根據回歸模型方程式作出各因素之間關系響應曲面圖(見圖5),響應曲面形狀反映交互作用強弱。
由圖5(a)可知,當研磨時長為10~15 min、浸泡液濃度為5%~10%時,種子發芽率相對較高,基本保持在55.5%~82.2%之間,且由響應曲面變化趨勢可看出浸泡濃度對種子發芽率影響明顯大于研磨時長對種子發芽率影響;由圖5(b)可知,當研磨時長控制在5~10 min、浸泡時長在60~80 min時,種子發芽率相對較低(66.3%~76.1%),由回歸分析可看出,浸泡液濃度和浸泡時長交互作用對種子發芽率影響并不顯著,這與方差分析結果相同;由圖5(c)可看出,當浸泡時長為80 min,浸泡液濃度由5%遞增至15%時,種子發芽率呈持續遞增變化趨勢(由61.2%線性遞增至82.2%),通過響應曲面變化趨勢可得到浸泡液濃度對種子發芽率影響高于浸泡時長,產生該現象原因可能與稀硫酸在種子表皮所呈現氧化性、腐蝕性有關,有待進一步探究。
應用Design-Expert.v8.0.6.1軟件中Optimiza?tion-Numerical模塊,以發芽率最大值為目標優化愿望函數,得出最佳組合參數為:研磨時長10.77min、浸泡液濃度14.55%、浸泡時長79.62 min。此時發芽率可高達83.14%。
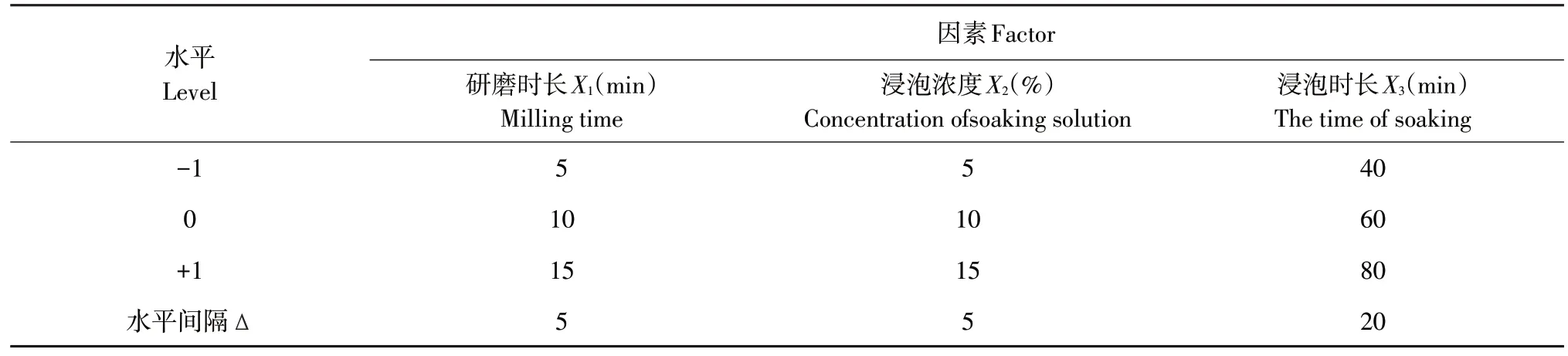
表4 物化結合試驗因素水平編碼Table 4 Coding of factor level forcombiningtest
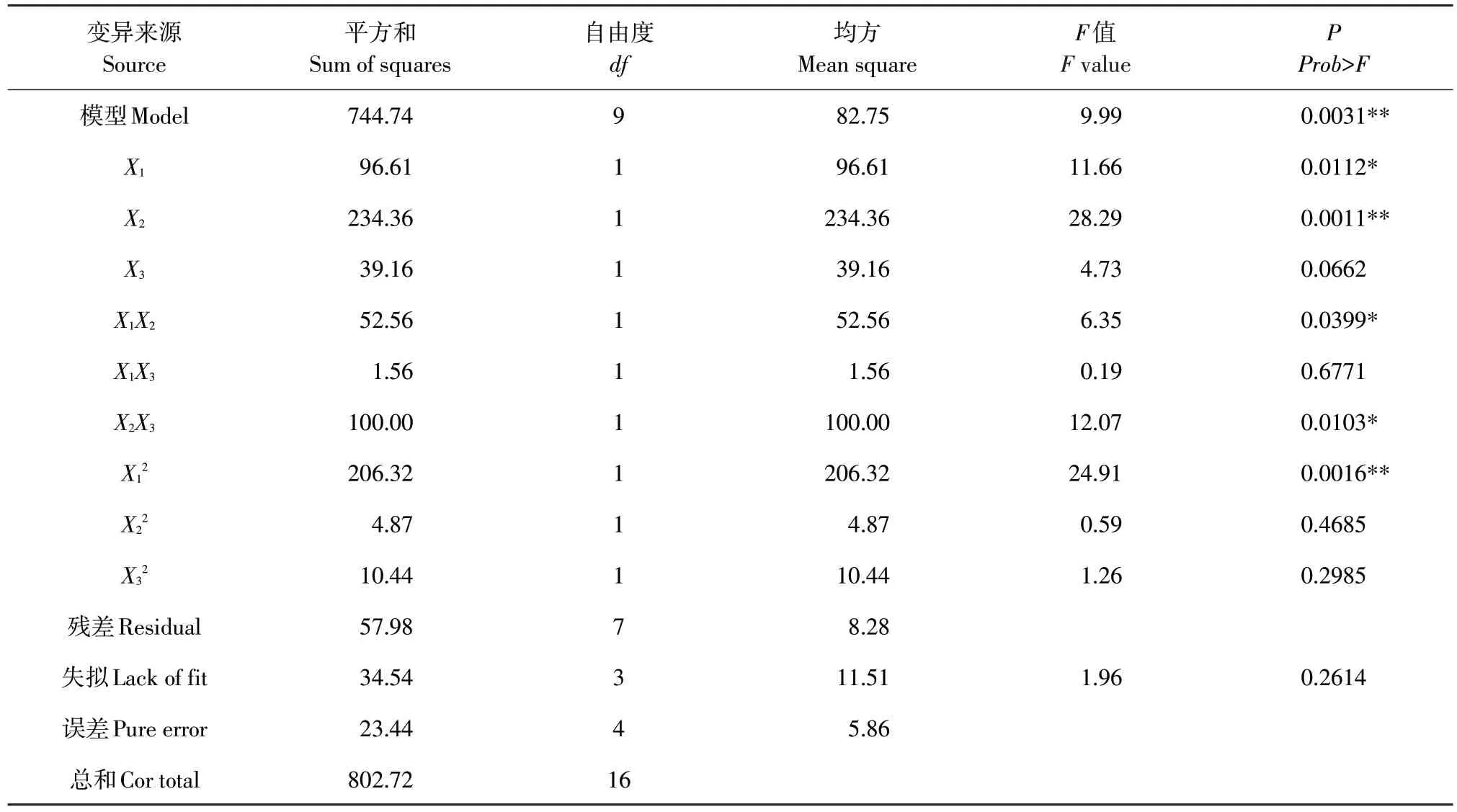
表5 物化結合試驗回歸方程方差分析Table 5 Combining test regression equation analysis of variancetable
3.3.4 物化結合試驗結果驗證
按優化設計結果并結合實際情況,設定破眠機工作參數。即初始壓力14.9 N、研磨輥與研磨盤粗糙度400目、研磨12 min、稀硫酸濃度15%、浸泡時長80 min。將處理后種子以100粒一組分為5組,并按照《牧草種子檢驗規程及發芽試驗GB/T 2930.4-2017》作發芽試驗,發芽率測定與文獻[17]相同。經物化一體破眠機處理后發芽試驗結果如圖6所示。
種子發芽率分別為85.00%、79.00%、81.00%、82.00%和85.00%,均值為82.40%,與最終參數優化結果相差小,同時明顯高于浸泡試驗最高發芽率53.30%和研磨試驗最高發芽率60.21%,證實相關因素參數優化選取可靠有效。
4 結論
a.為打破小冠花硬實種子休眠,提高其種子發芽率,提出物化耦合破眠方法,設計臥式物化一體破眠機,對破眠機傳動機構設計并優化,確定物理研磨等關鍵部件工作參數及尺寸。
b.先后完成浸泡試驗、研磨試驗、物理化學結合試驗,應用響應曲面分析法對研磨試驗及物理化學結合試驗中影響因子分析顯著性,并以種子發芽率最高為目標,獲得物化一體破眠試驗機最優工作參數:初始壓力14.9 N、研磨輥與研磨盤粗糙度400目、研磨時長12 min、稀硫酸濃度15%、浸泡時長80 min。
c.基于優化后最佳工作參數,通過實驗室發芽試驗表明,經物化一體結合破眠試驗機處理后小冠花種子發芽率均值為82.4%,通過對比發現,此法較單獨使用物理研磨和化學浸泡中任意一種處理方法效果均顯著,證實物理化學結合方法高效性與可靠性。
