數控車銑中心銑削加工工藝的應用
2021-06-24 07:29:06曹永輝
機電元件 2021年3期
曹永輝
(寶雞機床集團有限公司,陜西寶雞,721013)
1 引言
本文介紹的數控立式車銑中心是一款帶BBT40車主軸和BT40銑主軸的高效立式車銑中心,機床具有X、Z兩個直線軸和C一個旋轉軸的三軸聯動功能,不帶Y軸,配西門子828D數控系統,車、銑模式無縫集成,車、銑主軸直驅結構,三軸全閉環控制,配合32工位鏈式刀庫及21寸中實液壓三爪卡盤,可用于盤套類零件的精密、高效車銑復合加工。
2 數控立式車銑中心應用
針對一些復雜精密盤類零件既有車工序又有銑工序的加工,早期的加工工藝為采用普通數控車床加工車工序,再采用立式加工中心配合專用夾具二次裝夾定位加工銑工序,這種加工工藝只能解決一些簡單零件的加工,而且非常消耗人力和時間,更不能保證現有航空、航天等高精密零件的加工精度要求,因此為了保證此類零件的加工精度和提高零件的加工效率,一般采用數控車銑中心完成零件一次性裝夾來實現零件的車、銑加工工序。
在使用數控立式車銑中心加工零件時,為了保證車、銑零件的加工精度,首先我們要檢驗機床的車主軸和銑主軸零點,即機床零點標定,機床零點標定方法為:
首先檢查X軸與C軸回轉中心沿Y方向高度差:
a.用卡盤裝夾試件;
b車刀座裝夾鏜刀,旋轉主軸,在試件中心鏜孔φA;
c.沿X軸移動距離R,用銑主軸鏜孔φB;
d.用三坐標測量φB與φA孔中心距離L;
e.計算X軸與C軸回轉中心沿Y方向高度差H。
然后測配X軸與C軸回轉中心沿Y方向高度:
a.測量所有銑主軸箱滑塊配磨墊厚度值;
b.根據X軸與C軸回轉中心沿Y方向高度差H配磨配磨墊厚度至要求;
c.安裝配磨墊驗證X軸與C軸回轉中心沿Y方向高度差H。
d.對機床零點重新設定數控車銑中心中心C軸,利用銑刀旋轉和工件旋轉的合成運動來實現對工件的切削加工。
3 提出問題
立式車銑中心在不帶Y軸功能的情況下完成車削加工后,如何完成零件的銑削圓孔加工呢?
通常立式車銑中心完成零件的車加工后,再進行銑削圓孔加工工序,在銑削加工與主軸同心的圓孔時,只需要選擇刀具尺寸與孔尺寸大小一致的刀具,刀具移動至主軸中心,刀具旋轉即可完成加工;若要銑削與主軸中心偏心圓孔,一般需采用在同一個平面內的兩個直線軸插補銑圓,即采用機床的X和Y軸兩個直線軸來實現插補銑圓,因該立式車銑中心無Y軸,只能采用X軸與C軸(即一個直線軸和一個旋轉軸)插補銑圓。
4 工藝驗證
首先采用X軸與C軸G01直線插補銑圓的方式加工,數控立式車銑中心三爪卡盤夾持工件,找正□任意一邊與X軸平行,設置C軸零點,通過C軸旋轉,用銑削的方式完成圓的加工,銑削加工的運動方式為X軸朝工件方向進給,C軸完成0°~180°旋轉,X軸朝工件相反方向進給,C軸完成180°~360°旋轉。
零件加工完后采用三坐標檢測工件,發現采用X軸與C軸G01直線插補銑圓的方式加工的偏心圓孔圓度為0.1左右,不能滿足圖紙要求。分析原因為,采用G01直線插補銑圓相當于無數小線段拼接的圓,無數控系統處理,內圓表面有凹凸點,導致加工內圓圓度不良。
5 工藝優化
結合采用X軸與C軸G01直線插補銑圓的方式加工偏心圓孔精度不良問題,現采用X軸與C軸G02/G03圓弧插補銑圓加工工藝優化:
一般使用G02/G03圓弧插補功能,需采用在同一個平面內的兩個直線軸插補,即采用機床的X和Y軸兩個直線軸來實現直線插補銑圓,因該立式車銑中心無Y軸,只能采用X軸與C軸(即不在同一個平面內的一個直線軸和一個旋轉軸)插補銑圓,因此需要采用西門子數控系統TRANSMIT運動轉換功能(見圖1)。
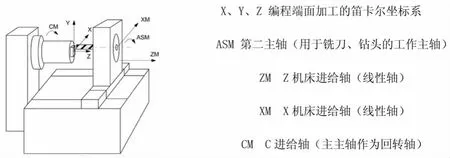
圖1 通過TRANSMIT銑削車削工件的端面
西門子TRANSMIT運動轉換功能是數控系統將編程的進給指令從笛卡爾坐標系轉換到實際坐標系,這里的Y軸是西門子數控系統利用TRANSMIT運動轉換功能生成的虛擬軸,在數控車銑中心加工偏心圓編程時只需用X軸與虛擬Y軸編寫G03圓弧插補程序即可。
現已有數控立式車銑中心采用西門子數控系統TRANSMIT運動轉換功能,數控編程G03程序,圓弧插補銑削加工某零件φ508分度圓上φ9.525圓孔為例:
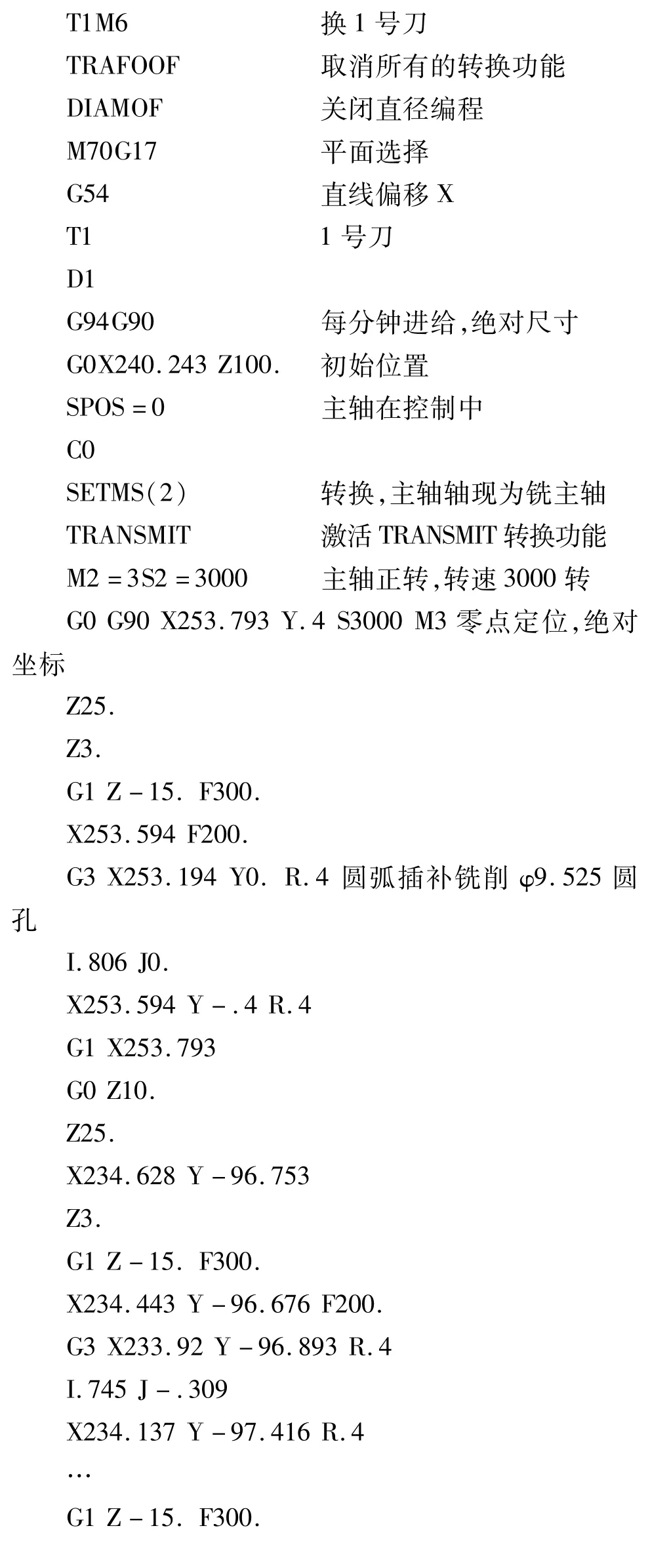

通過優化機床系統參數,調整切削參數及程序路徑,多次加工驗證銑孔圓度,對比切削參數及銑孔圓度的實測精度,由最初的X軸與C軸直線插補G01方式,調整為X軸與C軸圓弧插補G03方式,總結出在立式車銑中心兩軸機床采用X軸與C軸圓弧插補G03方式銑圓,通過三坐標檢測發現該方法銑孔圓度可以達到0.01以內,達到預期效果及零件圖紙要求。
6 結論
數控立式車銑中心兩軸圓弧插補銑圓的加工工藝應用,在不增加機床Y軸的情況下,不但解決了復雜零件一次裝夾完成車加工及銑加工的問題,而且驗證了不帶Y軸的西門子數控系統數控機床采用X軸與C軸圓弧插補G03方式可實現兩軸圓弧插補銑圓的零件加工,為今后復雜典型零件車、銑加工的推廣和應用奠定了基礎。