倒裝法更換鋼制煙囪施工工藝
2021-06-23 12:43:02趙興武于建華胡昊鵬
石油工程建設 2021年3期
趙興武,于建華,王 軍,鐘 博,胡昊鵬
中國石油天然氣第七建設有限公司,山東青島 266300
在石油化工改擴建工程中,涉及煙囪、排放筒更換施工相對較少。以往施工中,此類工程多采用大型吊車吊裝、卷揚機吊裝等施工方法,存在高處作業多、施工周期長、施工成本高、準備工作繁瑣等一些不利因素。本文結合某石化公司硫磺回收裝置中一座80 m鋼制煙囪更換施工,介紹了一種煙囪拆除、安裝的倒裝施工工藝,可以減少高處作業,無需大型吊車,對作業面要求較低,節約施工成本。
1 工程概況
2020年7月,某石化公司實施煉油廠檢修技改工程,工期為一個月。其中,包括對一套硫磺回收裝置進行技術改造,涉及一座鋼制煙囪更換施工,將原有Q235B材質煙囪(見圖1)拆除,更換為一座S30408材質煙囪,煙囪塔架保持不變。煙囪規格為D1000/600 mm×80 m,鋼板厚度δ為10 mm/8 mm,金屬質量13 t,保溫、襯里等非金屬質量 3.8 t。
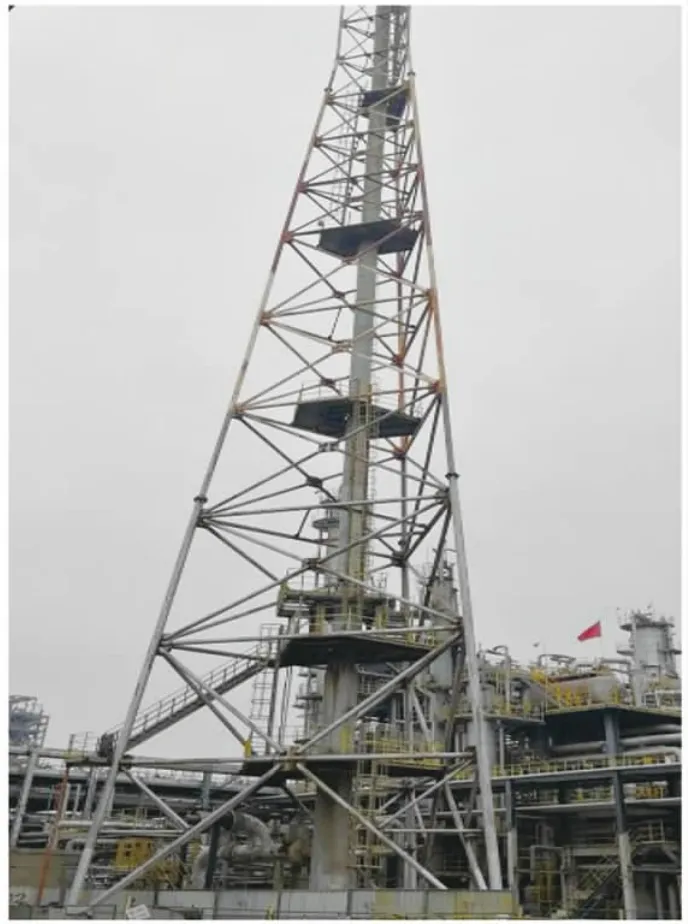
圖1 待更換煙囪
2 施工準備
2.1 作業面準備
2.1.1 清理施工作業現場
清除臨時堆放的施工用料、多余的施工機具等,留出暢通的作業面,并在作業點周圍拉設警戒線,與施工無關人員不得入內,并派專人監護。
2.1.2 煙囪隔離
斷開與煙囪連接的所有管道、電氣、儀表等線路,將影響煙囪拆除的接管、儀表設備全部拆除。
2.1.3 煙囪清污
打開煙囪筒體底部人孔,清除筒體內殘留積液、污垢等,以防止后續動火作業發生燃燒、爆炸等危險。
2.2 人員準備
對施工人員進行安全培訓、施工技術交底。特種作業人員要求持證上崗,并進行崗前考核,合格后方可上崗作業。本煙囪更換施工設總指揮一名,全面負責施工過程中的指揮協調工作。
2.3 材料準備
2.3.1 工程用料
因現場焊接作業條件受限,煙囪筒體焊接成型與工廠化預制產品差距較大,所以項目部沒有采用現場預制鋼板,而是采購了鋼管廠家成品鋼管。每段鋼管定尺長度5~6 m,共15段,一端開60°坡口,現場只進行環焊縫焊接,可以較好地保證煙囪成型質量。
2.3.2 手段用料
制做吊裝工裝一套。準備手段用料型鋼:HW200mm×200mm,長50m,HW150mm×150mm,長10 m。準備鋼板:δ=20 mm,材質Q235B,面積1 m2(柱腳板);δ=12 mm,材質Q245R,面積3 m2(吊耳)。
2.4 施工機具準備
25t吊車1臺,10t電動倒鏈4臺(行程5.6m),2 t手動倒鏈4臺[1],10 t卡扣4只,2 t卡扣4只,2 t鋼絲繩2對,電焊機2套,割炬1套。
2.5 提升工裝制做
根據型鋼性能[2],選用HW200 mm×200 mm型鋼作為立柱、橫梁,制作一套煙囪提升工裝。工裝規格為2 m×2 m×8 m長方體構架,4個柱腳焊接于400 mm×400 mm×20 mm柱腳板上,在工裝頂部4根橫梁中間位置各焊一只10 t吊耳。將煙囪筒體定位在提升工裝中間,如圖2所示。
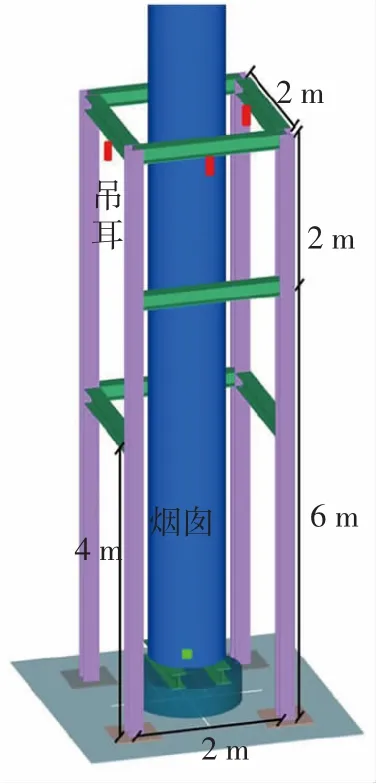
圖2 煙囪吊裝工裝
2.6 吊耳設計
2.6.1 板式吊耳強度校核[3]
以該規格吊耳吊裝最大重量的主吊吊耳為例進行核算,吊耳形狀如圖3所示。
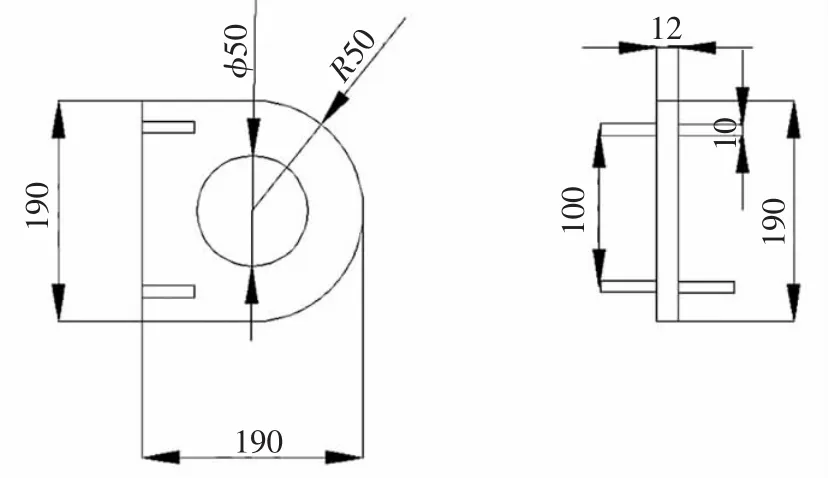
圖3 吊耳形狀
吊耳為4個板式吊耳,δ=12 mm,材質為Q245R,許用應力[σ]=127 MPa;煙囪總質量m=16.8 t,根據規范要求,吊耳設計系數取K1=1.5,吊耳向心設置,倒鏈與豎直方向最大夾角為24°;單個吊耳受力方向承受載荷為P1=Gj/4=K1·m·9.8/4=61.74(kN);倒鏈方向承受載荷為P2=P1/cos24°=67.846(kN)。
吊耳受力面積A=(2R-φ)δ,式中:R為吊耳外圓半徑,取50 mm;φ為吊耳孔直徑,取50 mm;δ為吊耳板厚度,取12 mm;A=6 cm2。
吊耳孔截面拉應力 σ=P1/A=103 MPa<[σ](127 MPa),吊耳強度滿足要求。
2.6.2 板式吊耳焊縫強度校核[4]
焊縫厚度a=K+P=12 mm+6 mm=18 mm;焊縫正應力 τ=P1/al=18 MPa≤[σ](412 MPa),吊耳板焊縫強度滿足要求。
結論:板式吊耳(δ=12 mm) 滿足設計要求,采用該規格吊耳可行。
2.7 電動倒鏈控制柜設置
本工程由4臺10 t電動倒鏈作為主提升工具,現場設手動控制柜1臺。控制柜安裝在便于觀察倒鏈運行狀態、視線良好的位置。每臺倒鏈由單獨一個開關控制,4臺倒鏈設置一個總開關,用獨立開關調整倒鏈初始拉力,總開關控制倒鏈運行。這樣可以保證倒鏈運行同步,如果過程中出現異常情況,也可以立即切斷電源,同時停止4臺倒鏈動作。
3 主要施工方法
因煙囪筒體與各層塔架平臺板間隙為1~2 cm,可將各層塔架平臺板看作導向支架,利用安裝在地面上的一套提升工裝,采用倒裝施工法將煙囪逐段拆除/安裝,完成更換施工。
3.1 舊煙囪拆除
3.1.1 流程
舊煙囪拆除流程見圖4。

圖4 舊煙囪拆除流程
3.1.2 施工步驟
(1)吊耳焊接。在距煙囪底部5 m處,沿圓周均布、焊接4只10 t吊耳,每只吊耳位置與工裝橫梁吊耳相對應,此4只吊耳為煙囪提升主吊耳。在距煙囪底部4 m處對稱焊接2只2 t吊耳,此2只吊耳為下段筒體拆除用吊耳。
(2)施加預拉力。在工裝橫梁上各安裝1臺10 t電動倒鏈,下端分別掛在煙囪筒體的4只主吊耳上。倒鏈上行行程保留約500 mm,通電張緊倒鏈,每臺倒鏈施加預拉力約20 kN。
(3)煙囪底部切割。在距煙囪地腳螺栓頂部約50 mm處沿圓周劃線,用氣焊割把將煙囪割斷。注意采用分段切割,防止煙囪筒體應力突然釋放造成人員受傷。
(4)煙囪提升。4臺倒鏈緩慢均勻施加拉力,將煙囪筒體提升20 mm,靜置10 min[5],同時檢查倒鏈、工裝、煙囪塔架等有無異常。確認工況正常后繼續提升200 mm,在空隙處插入H150 mm×150 mm型鋼2根,作為煙囪后續施工底座。
(5) 第1段筒體切割拆除(見圖5)。把提前安裝好的2臺2 t倒鏈掛在下段筒體吊耳上,并把倒鏈張緊。在主吊耳下方200 mm處劃線,用氣割將煙囪底部第1段割斷,用2 t倒鏈與吊車配合,將此段筒體拆除運至指定地點,完成第1段煙囪筒體切割。
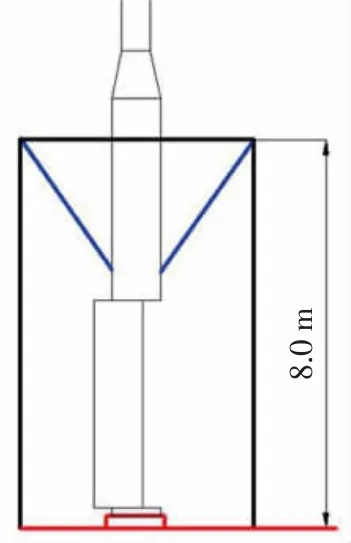
圖5 煙囪底部筒體切割拆除
(6) 煙囪下放(見圖6)。同步緩慢下放4臺10 t倒鏈,派專人操作控制柜。同時,煙囪塔架各層平臺派專人監護,觀察有無卡塞現象,如無異常,直接將煙囪下放到底部放置的型鋼上,摘除倒鏈掛鉤。
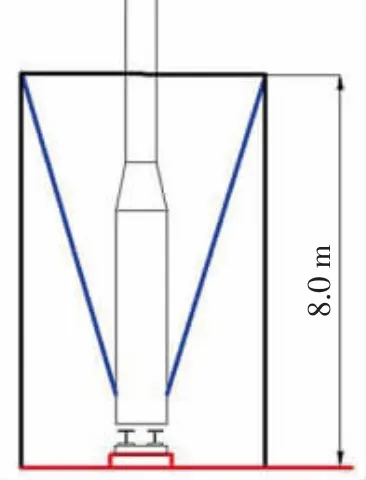
圖6 拆除底部筒體后煙囪下放
(7)后續拆除施工。按上述方法繼續焊接吊耳、煙囪提升、下段筒體拆除、煙囪下放……,循環施工,直至將整座煙囪拆除完成。
3.2 新建煙囪安裝
3.2.1 安裝流程
新建煙囪安裝流程見圖7。

圖7 新建煙囪安裝流程
3.2.2 施工步驟
(1)煙囪基礎處理。鑿除煙囪基礎上的二次灌漿層,并清掃干凈。在基礎上放置2根H200 mm×200 mm型鋼,型鋼上表面高出地腳螺栓5 cm。
(2) 新建煙囪分15段到貨,每一段為長度5~6 m的成品筒體,下端開60°坡口。
(3)新建煙囪安裝同樣采用倒裝法,從頂部第1段筒體開始安裝。在距筒體頂部、底部200 mm處各對稱焊接2只吊耳,先用吊車將其吊裝至煙囪基礎旁,利用安裝在煙囪塔架、提升工裝上的倒鏈相互配合,將第一段筒體移至基礎中心位置(見圖8),再利用工裝提升至6 m高度。
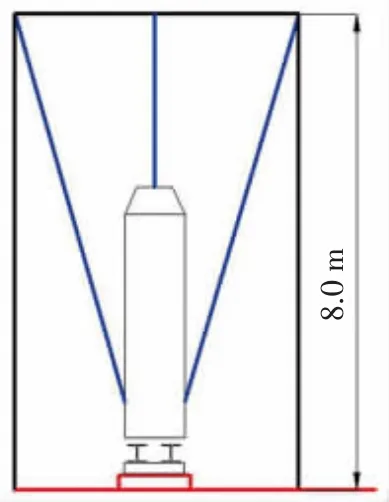
圖8 煙囪頂部第1段筒體就位
(4)用上述方法將頂部第2段筒體移至基礎中心位置上,再將頂部第1段筒體緩慢下落,完成兩段筒體間環焊縫組對、焊接,見圖9。
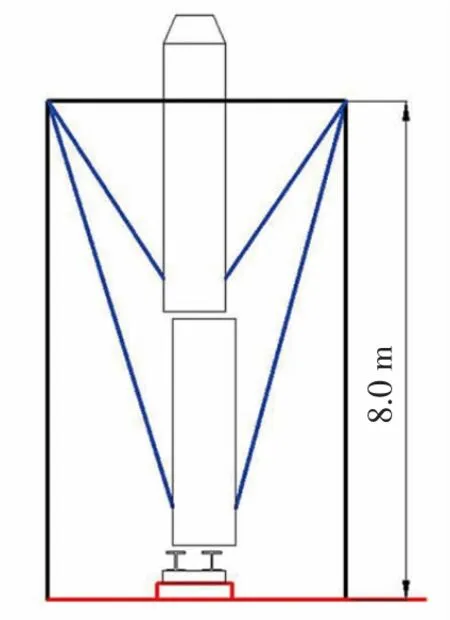
圖9 煙囪頂部第二段筒體就位、組焊
(5) 將提升倒鏈移至第2段筒體底部吊耳處,再將兩段筒體整體提升6 m。
(6)用上述相同方法,完成后續所有筒體安裝、焊接、提升。
(7)完成煙囪底座組對、焊接后,將煙囪提升100 mm;撤出基礎上的H200 mm×200 mm型鋼,按規范要求安裝墊鐵,并將煙囪下落至墊鐵上;調整煙囪垂直度;基礎灌漿;完成新建煙囪安裝。
4 注意事項
(1)要保證煙囪在工裝的中心位置,且倒鏈與煙囪筒體夾角保持一致,這樣煙囪提升/下放過程平穩,不會發生左右偏移現象。
(2)舊煙囪拆除作業時,開始先使用4臺10 t倒鏈配合下放拆除。當煙囪拆除至40 m以下時,因重量減輕,可用對稱2臺10 t倒鏈配合,即可完成煙囪拆除作業。
(3)新煙囪安裝作業時,開始先使用2臺10 t倒鏈配合提升。當煙囪安裝超過50 m后,采用4臺10 t倒鏈提升。
(4)舊煙囪拆除作業時,當煙囪拆除至30 m時,因導向平臺板支撐減少,如不增加限位措施,煙囪筒體會出現較大幅度擺動。所以,要提前在煙囪上端焊接1只吊耳,并在上層平臺梁上安裝1臺2 t倒鏈,在煙囪頂部施加適當拉力,使煙囪下放過程始保持平穩狀態。
(5)新煙囪安裝作業時,在前30 m煙囪提升過程中,因上部缺少導向支撐,需要在筒體頂部吊耳上安裝2臺倒鏈,施加適當拉力,防止筒體傾倒。
5 施工效果
(1) 本項工程給定工期為20 d。采用上述施工方法后,實際工裝制做安裝3d,舊煙囪拆除4d,新建煙囪安裝焊接5 d,實際總工期12 d,遠小于20 d給定工期。
(2)采用倒裝法更換施工不需要對煙囪塔架進行改動,不需要使用大型吊車,節約此項施工費用約30萬元。
(3)倒裝法施工作業條件好,施工質量受控。
(4)采用倒裝法對煙囪進行更換,可減少大量腳手架搭設、焊接等高處作業,降低安全風險。
(5)倒裝法施工對作業面要求低,適合在裝置區內等場地受限環境下施工。
6 結束語
通過本工程施工,可以發現類似鋼制煙囪、排放筒等設備更換采用倒裝法可以大大降低安全風險、縮短施工周期、減少施工費用,同時因作業條件較好,施工質量也容易保證。倒裝法是一種較為理想的鋼制煙囪更換施工方法。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
