車身噴涂車間的MES系統分析與設計
2021-05-21 14:03:04伊永祺潘松峰趙相博
機械制造與自動化 2021年2期
伊永祺,潘松峰,趙相博
(青島大學 自動化學院,山東 青島 266071)
0 引言
隨著我國汽車工業的不斷發展,汽車生產規模越來越大,只進行單一車型生產的傳統涂裝生產線已不能滿足生產要求。各汽車廠為了縮短產品制造周期,提高涂裝質量及生產效率,降低生產成本,都開始對傳統生產線改造升級[1]。涂裝作為整車生產工序(沖壓、焊裝、涂裝和總裝)之一,質量影響因素包括:噴涂材料、噴涂工藝、噴涂設備等,所以涂裝是汽車生產過程中較為復雜的一個生產環節,作為汽車制造第一印象,主要起到保護作用和裝飾作用[2]。
針對當前汽車噴涂車間存在的問題,分析設計了基于汽車噴涂的制造執行系統。MES系統采用分布式實時數據庫結構,模塊化編程方法設計而成,將OPC技術、Web網絡技術、RFID識別技術、PMON通信接口技術等相結合[3]。射頻識別(RFID)具有自動和準確的對象數據捕獲功能,因此,如果與制造執行系統(MES)結合使用,可以實現車間執行過程的實時可見性和可控性[4]。
首先對車身的噴涂流程進行分析與設計,然后分析噴涂MES系統的總體架構和功能模塊。最后研究相關關鍵技術,分別從MES系統如何與現場設備實現集成,如何對生產現場實時情況進行數據采集,怎樣實現車間現場的透明化以及如何對現場進行生產調度等進行研究。
1 噴涂車身的流程分析與設計
1.1 系統需求
1)車身噴涂各單元生產過程不透明。系統應及時、準確采集生產現場過程數據,包括物料消耗、批次、設備狀態、質量數據、班組人員[5]。
2)噴涂車間的各單元數據傳輸與共享困難。由于各單元不同設備的接口之間不兼容、不匹配,導致數據傳輸困難。
3)柔性差。噴涂車間的車身車型種類多樣,噴涂工藝要求復雜多變,這要求制造執行系統無論在硬件平臺搭建還是軟件架構設計上都應具有良好的可擴展性[6]。
1.2 汽車噴涂主要工藝流程
車身噴涂車間是汽車生產的重要環節,也是現代汽車維修部門的主要工作內容。汽車涂裝可以使車身呈現出不同的視覺效果,并且起到保護車身的基本作用。車身噴涂流程如圖1所示。工藝流程主要包括前處理、電泳、PVC密封、中涂線、面漆和質量檢查等環節。
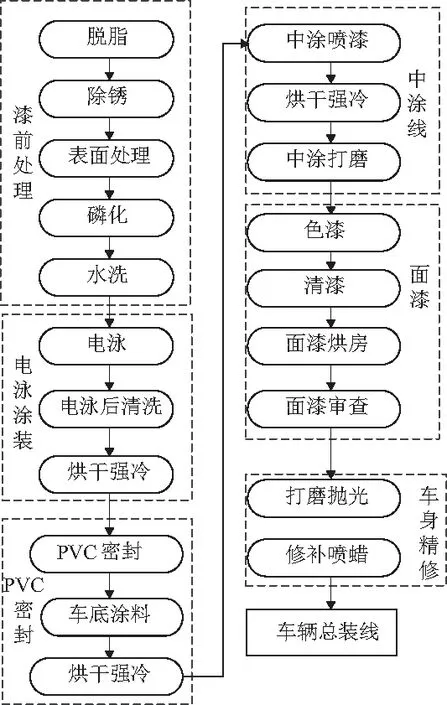
圖1 車身噴涂工藝流程
1.3 車身噴涂業務流程分析設計
白車身從焊接單元到噴涂單元,需要一定的計劃和排產調度,從而生成生產計劃,下達到噴涂單元的每個具體的生產單元,車間生產信息通過條形碼傳達到相應的數據庫。具體流程如圖2所示。
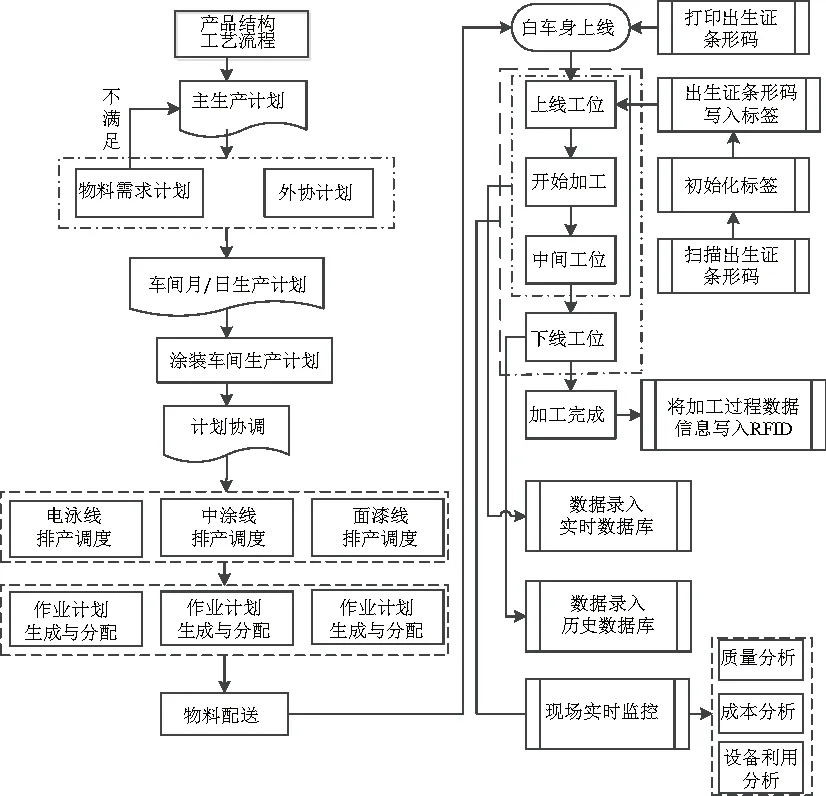
圖2 噴涂業務架構流程
2 車身噴涂MES的設計
2.1 車身噴涂MES的體系架構
車身噴涂MES系統采用瀏覽器-服務器模式(B/S),它是由瀏覽器、Web服務器以及數據庫組成的三層架構模式,以.NET為開發平臺。這種架構模式是采用瀏覽器發出Http請求,Web Server對用戶身份進行認證,接受瀏覽器的請求,執行相關程序并與數據庫進行數據交互[7]。
2.2 噴涂MES的功能模塊設計
車身噴涂MES系統的功能是設計工藝流程、實時采集和傳輸數據以及對數據進行統計與分析,并對現場實時情況進行監控。將MES系統功能分為基礎資料模塊、計劃調度管理模塊、生產管理模塊、現場監控模塊、質量管理模塊、設備管理模塊、統計分析模塊。如圖3所示。
1)基礎資料模塊存儲著當前車間設備的使用情況、人員的流動情況和倉儲情況等數據。計劃調度可以根據此模塊來進行設計。
2)計劃調度管理是噴涂車間排產調度的中心環節。其中包含產品資料、生產計劃、加工單三個子模塊。支持多訂單下單,可對已派工單進行撤銷、暫停等操作。
3)生產管理模塊,實時跟蹤噴涂車間的生產進度和生產情況,當有突發事件發生時能夠及時報警并做出相應補救措施。
4)現場監控模塊是對現場車身噴涂狀況和設備使用情況進行監控,并通過車間觸摸屏和上位機進行顯示。
5)設備管理模塊是對現場的噴涂機器人、滑撬等現場設備進行管理,保證設備的正常使用和車間的生產效率。
6)質量管理模塊。主要包括生產過程中的質量監控模塊和生產結束后的報表分析,實現對生產中的故障監控和分析[8]。該模塊分為過程質量缺陷、產品質量檔案、SPC(統計過程控制)。
7)統計分析模塊。主要是對車間生產過程信息進行綜合處理,包括對車間設備利用率分析、計劃完成率統計、 產品合格率統計等方面[9]。 包括噴涂車身質量分析和 OEE(設備綜合效率)分析。OEE 分析是在生產過程中對設備的狀態、可用率、表現性、良品率進行分析計算,最后得出設備的OEE結果。
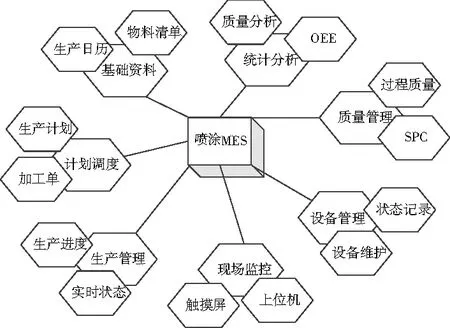
圖3 MES功能模塊圖
2.3 車身噴涂MES軟硬件集成
車間噴涂MES系統是一個軟件系統與硬件系統深度融合的生產管理系統。現對總體業務進行分析,如圖4所示。MES系統從現場采集的數據經過處理分析形成質量報表、設備報表等,并且與上層的ERP系統進行交互。經過處理的數據信息經由現場觸摸屏和上位機進行顯示。現場運行狀態由MES監控中心實時監控。
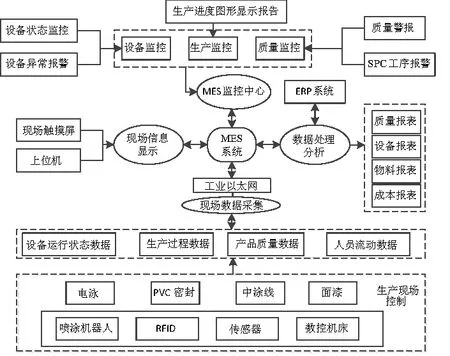
圖4 噴涂車間MES集成架構
3 車身噴涂MES設計的關鍵技術
3.1 噴涂車間數據傳輸與采集
系統應用OPC技術,通過建立有效的數據交互接口來解決現場設備控制層與MES系統層之間的通信問題。數據采集與現場設備以SIMATIC.NET為媒介,完成OPC服務器的配置,通過OPC客戶端實現對現場生產數據的實時采集。
如圖5所示,數據傳輸系統包括四大部分,分別是過程控制層、數據采集層、Web服務器層和客戶端層。采用Socket技術,實現異構環境下數據采集終端和Web服務器之間的數據通信;采用WebSocket技術,實現Web服務器與瀏覽器之間數據的即時通信。
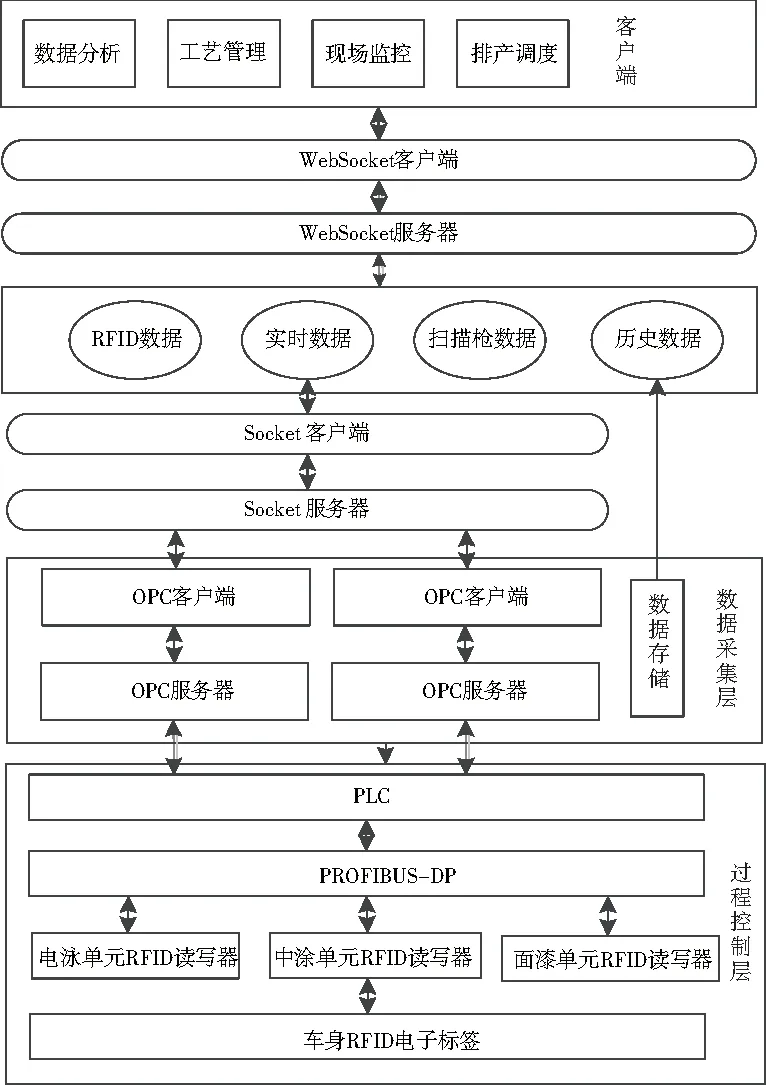
圖5 數據傳輸架構圖
噴涂車間數據的采集主要依靠RFID,相對于以前的條形碼數據采集方式,RFID具有耐高溫、耐腐蝕和存儲信息量大等優點。
RFID標簽中儲存有VIN碼(車輛識別碼)、車型數據、顏色代碼等各種數據信息[10]。當運載車身的滑撬到達指定站點時,讀寫器向電子標簽讀寫信息,然后把數據傳輸給PLC控制器。RFID電子標簽與主站PLC之間通過MODBUS協議進行通信和數據交互。
3.2 車身噴涂監控系統
車身噴涂車間的監控系統發揮著非常重要作用,能夠實時查看生產車間的生產狀況。車間是用觸摸屏監控系統,遠距離是用上位機監控系統。
觸摸屏作為一種人機界面,使用在電泳、PVC、中涂和面漆等噴涂單元的各個生產線。實時顯示每個生產單元的實時數據和突發的故障情況。工作人員可以通過觸摸屏實時查看各個工序的實時狀態。當發生故障時可以借助觸摸屏對設備進行控制,從而及時排除故障。
噴涂車間上位機用來顯示整個噴涂生產車間的生產情況,工作人員在中控室可以查看現場生產狀況。汽車噴涂車間上位機監控系統有多種監控系統。其中工藝設備監控系統包含電泳、中涂和面漆等多種工藝,現主要對面漆界面進行設計。面漆界面結構如圖6所示。
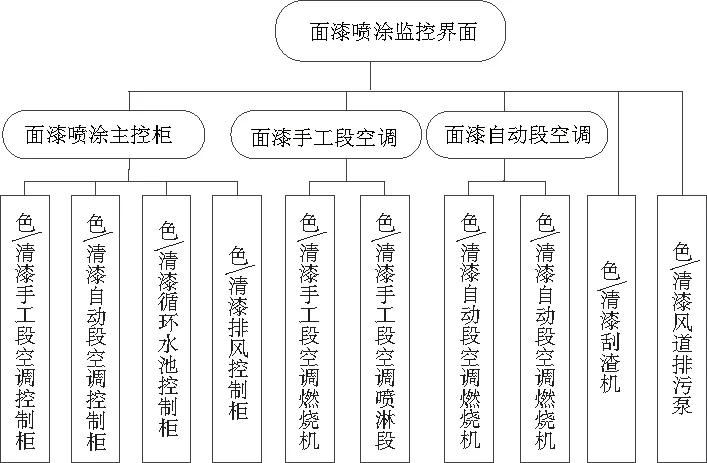
圖6 面漆界面結構圖
3.3 生產調度的建模與算法選擇
假設有M種車身,每種車身有N道噴涂工序,一共有K個加工設備。由于相同的噴涂工序可以由不同的噴涂設備對車身進行噴涂,所以每種噴涂任務可以有多種選擇,而每種選擇的加工時間和成本消耗是不同的,每個加工設備對同一生產工序的加工時間和成本消耗也是不同的,所以需要通過生產調度建模與算法來達到生產時間最短或成本消耗最少。
設備加工工序的最長加工時間最短函數為:
每臺設備最大負載最小函數為:
全部設備最大負載最小函數為:
車間加工成本最小函數為:
針對該離散車間生產,排產功能實質是一個并行柔性作業的車間問題。對此類問題的求解,遺傳算法(GA)是一種研究較多的、具有通用性、易于通過程序實現的方法[12]。本文以遺傳算法為主體算法框架結合其他算法的混合算法來解決車間排產調度問題。通過建模和遺傳算法的選擇和應用,能夠更好地解決噴涂車間生產調度問題。
4 結語
文中針對當前車身噴涂車間存在的一些生產管理問題,設計了噴涂車間MES系統。對噴涂車間進行工藝分析和業務流程設計,而后從體系架構、功能模塊和與其他軟件硬件系統的集成設計了噴涂MES系統。重點對噴涂車間相應關鍵技術進行論述。該系統應用于汽車噴涂車間,有效地解決了車間生產和管理方面的問題,提高了車身噴涂作業效率。對車身噴涂MES系統的進一步研究有著一定的參考作用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
