激光內(nèi)送粉熔覆表面質(zhì)量研究
2021-05-22 02:20:52梅有柱張津超傅戈雁石拓
機(jī)械制造與自動化 2021年2期
梅有柱,張津超,傅戈雁,石拓
(蘇州大學(xué),江蘇 蘇州 215021)
0 引言
激光熔覆成形技術(shù)(laser cladding for ming,LCF)[1]是利用高能量密度的激光作為熱源熔化基材和金屬粉末,經(jīng)快速冷卻后形成熔覆層,并采用逐層堆積法來成形復(fù)雜零件的先進(jìn)制造技術(shù)。由于可以無模具和輔具快速地制造全致密金屬功能零件,該技術(shù)在模具、航空航天和醫(yī)療等領(lǐng)域有著廣泛應(yīng)用[2]。表面粗糙度是成形零件表面質(zhì)量的重要表征參數(shù)[3-4],單道熔覆層的表面質(zhì)量是激光熔覆成形件表面質(zhì)量研究的基礎(chǔ)。因此,優(yōu)化單道熔覆工藝,提高單道熔覆層的表面粗糙度和表面黏粉是激光熔覆領(lǐng)域急需解決的問題。
針對降低單道熔覆層的表面質(zhì)量,國內(nèi)外的研究學(xué)者已經(jīng)作了一些研究。MAHAMOOD R M等[5]采用單因素法研究了掃描速度和送粉量對單層熔覆層表面粗糙度的影響,結(jié)果表明表面粗糙度與掃描速度、送粉量成反比。葉約翰等[6]采用機(jī)器人電弧增材成型技術(shù),通過最佳焊道間距的預(yù)測,得到的過渡層表面平整,表面成形精度達(dá)到亞毫米級。石皋蓮等[7]分析了離焦量對單道熔覆層表面平整度影響,結(jié)果表明表面平整度隨離焦量的變大先增后減,在較小負(fù)離焦?fàn)顟B(tài)下可得到最大值。朱剛賢等[8]研究了激光熔覆工藝參數(shù)對熔覆層表面平整度的影響,激光功率和送粉量的增大及掃描速度的減小,有利于降低表面平整度。
本文基于激光內(nèi)送粉熔覆技術(shù)[9]成形了單道熔覆層,從表面粗糙度和表面黏粉兩個方面,討論分析了激光功率、掃描速度和送粉率對單道熔覆層表面質(zhì)量的影響,為激光內(nèi)送粉熔覆成形工藝參數(shù)的選擇提供了依據(jù),并為進(jìn)一步提高成形表面質(zhì)量提供了技術(shù)支持。
1 試驗(yàn)材料設(shè)備與方法
試驗(yàn)基體材料為304不銹鋼板材,尺寸為100 mm × 100 mm × 8 mm,熔覆粉末材料為Fe313球形粉末,粒徑為75~106 μm。基體和熔覆粉末的質(zhì)量分?jǐn)?shù)見表1、表2。

表1 304不銹鋼基體質(zhì)量分?jǐn)?shù) 單位:%

表2 Fe313粉末質(zhì)量分?jǐn)?shù) 單位:%
采用激光熔覆成形系統(tǒng),主要包括光纖激光器(IPG YLS-2000-TR)、機(jī)器人(KUKA)、送粉器(GTV PF 2/2M)、層高監(jiān)測裝置及自主研發(fā)的光內(nèi)送粉頭[9],如圖1所示。激光束經(jīng)錐形鏡擴(kuò)散和環(huán)形鏡聚焦后,將圓形激光整形為環(huán)形激光。單根粉管位于環(huán)形激光束中,粉管外層設(shè)有準(zhǔn)直氣道和保護(hù)氣道,防止熔池氧化。
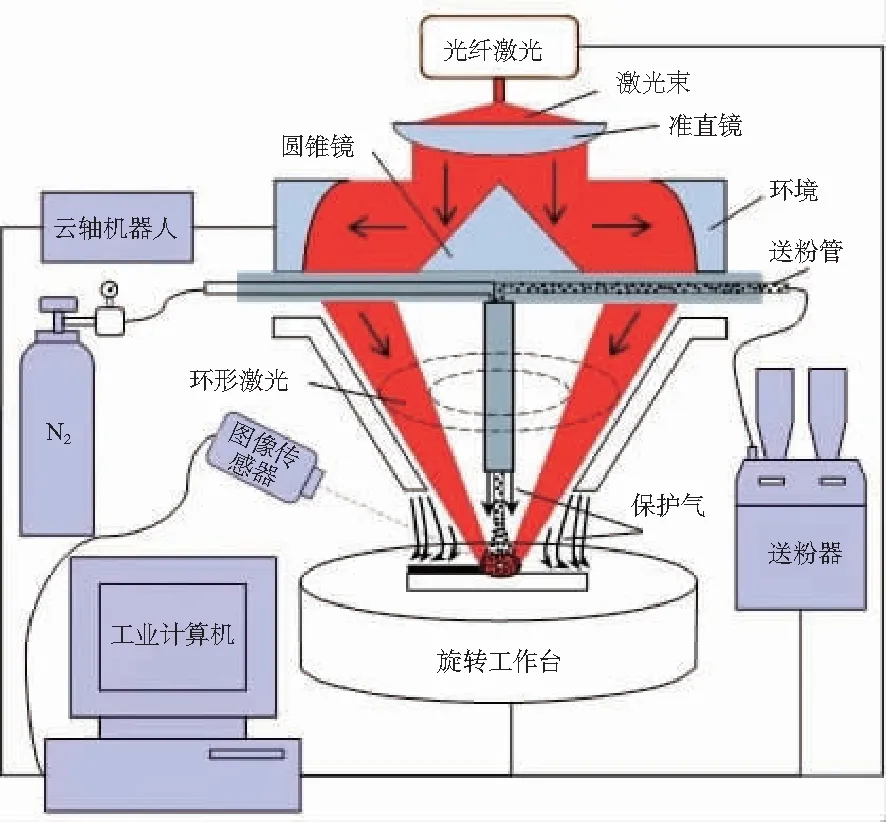
圖1 LCF系統(tǒng)原理示意圖
試驗(yàn)采用單因素法,在不同的工藝參數(shù)下進(jìn)行單道實(shí)驗(yàn),研究了激光功率、掃描速度、送粉率對單道熔覆層形貌影響,包含上表面的表面粗糙度及上表面和側(cè)面黏粉影響。激光功率為300~1500 W,掃描速度為2~15 mm/s,送粉率為2.2~17.3 g/min,離焦量為-3 mm,載粉氣、準(zhǔn)直氣和保護(hù)氣體均采用氮?dú)猓に噮?shù)見表3。根據(jù)工藝參數(shù)對單道熔覆層表面質(zhì)量影響分析,選取較好的工藝參數(shù)進(jìn)行直墻薄壁件堆積,分析直墻薄壁件側(cè)面表面粗糙度和表面波紋度。激光熔覆前將粉末烘干,用丙酮和酒精清洗基板表面,以去除油污。
表3 單道試驗(yàn)的工藝參數(shù)
采用EVO 18型掃描電鏡觀察樣品的側(cè)表面和上表面形貌。采用Mitutoyo SJ-210表面輪廓儀測量上表面表面粗糙度Ra,其中取樣長度和評定長度分別取0.8 mm和4 mm,測量3次取其平均值。表面波紋度Wt為最大波峰和最大波谷的差值,如圖2所示。其中Rp為波峰寬度,Rv為波谷寬度。
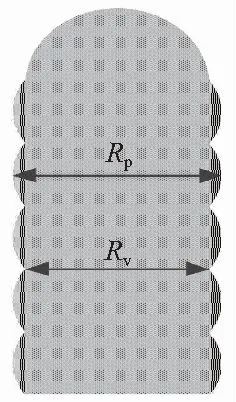
圖2 表面波紋度示意圖
2 結(jié)果與分析
2.1 激光功率對熔覆單道表面質(zhì)量的影響
圖3為不同激光功率下單道熔覆層SEM形貌圖。由圖3(a)可看出,當(dāng)激光功率為400 W時,激光輸入能量不足,單道熔覆層未完整連接,單道成形效果較差。由圖3(b)可看出,當(dāng)激光功率為600 W時,激光能量輸入增加,初步形成較完整的熔覆層,但單道兩側(cè)仍有缺陷。由于此時激光能量輸入依然不足,粉末不能充分熔化,單道熔覆層上表面黏粉較多,增加了上表面表面粗糙度;單道兩側(cè)有明顯的缺陷,未形成飽滿的熔覆層。由圖3(c)-圖3(d)可看出,激光能量進(jìn)一步增加,形成較為完整飽滿的熔覆層,但上表面和側(cè)面都有黏粉。由圖3(e)-圖3(f)可看出,激光能量充足,大部分粉末被熔池捕獲,粉末充分熔化單道熔覆層上表面和側(cè)面幾乎無黏粉,單道飽滿,表面粗糙度較好。可得出隨著激光功率的增加,逐漸形成完整飽滿熔覆層,單道熔覆層上表面和側(cè)面黏粉不斷減少。一方面,因?yàn)榧す夤β试黾樱芰枯斎朐龃螅鄢仞ざ群捅砻鎻埩p小,熔池能夠充分對流,粉末得以充分熔化;另一方面,熔池兩側(cè)溫度高,中間溫度低,單道兩側(cè)有充分的能量熔化粉末,減少了兩側(cè)粉末黏附,從掃描方向看,熔池后部的溫度高于前部,這主要是因?yàn)榻?jīng)過環(huán)形激光束前半部分和后半部分的兩次熱加載。這有利于進(jìn)入熔池中心的粉末完全熔化,減少上表面黏粉,提高上表面質(zhì)量[10]。由圖3(a)所示,隨著激光功率增加,上表面的表面粗糙度降低。激光功率為1300 W時,上表面的表面粗糙度為0.543 μm,相較于激光功率為600 W(3.752 μm)時下降了85.5%。

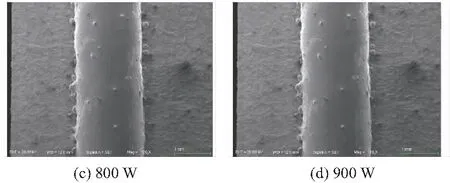
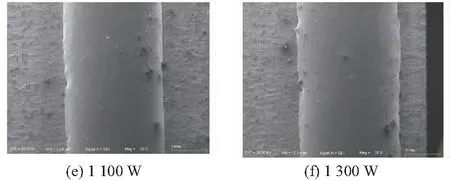
圖3 不同激光功率下的單道SEM圖
2.2 掃描速度對熔覆單道表面質(zhì)量的影響
圖4為不同掃描速度下單道熔覆層SEM形貌圖。由圖4(a)可看出,當(dāng)掃描速度在2 mm/s時,熔覆層表面較為灰暗,上表面及側(cè)面有較多氧化層和黏粉,熔覆層過燒,表面質(zhì)量較差。由圖4(b)可看出,當(dāng)掃描速度在4 mm/s時,相比2 mm/s時熔覆層較為光亮,無明顯過燒,而熔覆層上表面和側(cè)面有部分黏粉情況。由圖4(c)可看出,當(dāng)掃描速度在6 mm/s時,熔覆層上表面黏粉明顯減少,表面質(zhì)量較好。由圖4(d)-圖4(f)可看出,當(dāng)掃描速度在8 mm/s~13 mm/s時,熔覆層上表面和側(cè)面黏粉增多,表面質(zhì)量變差。隨著掃描速度的增大,熔覆層上表面和側(cè)面黏粉先增多再減少。由圖6(b)所示,隨著掃描速度增大,上表面表面粗糙度先減小再增大。主要因?yàn)槭钱?dāng)激光功率和離焦量不變的情況下,掃描速度較小時,單位時間內(nèi)進(jìn)入熔池的能量和粉末較多,散熱不及時,導(dǎo)致熔覆層過燒。隨著速度增加,黏粉減少,表面粗糙度減小,主要因?yàn)閽呙杷俣鹊淖兓粫淖兎勰?能量平衡[11],高的掃描速度形成較小的熔覆層,粉末熔化充分,從而減小表面黏粉和表面粗糙度。當(dāng)掃描速度進(jìn)一步增大,由于能量密度減小,同時送粉熔池粉末不穩(wěn)定,表面黏粉較多,表面粗糙度增大。
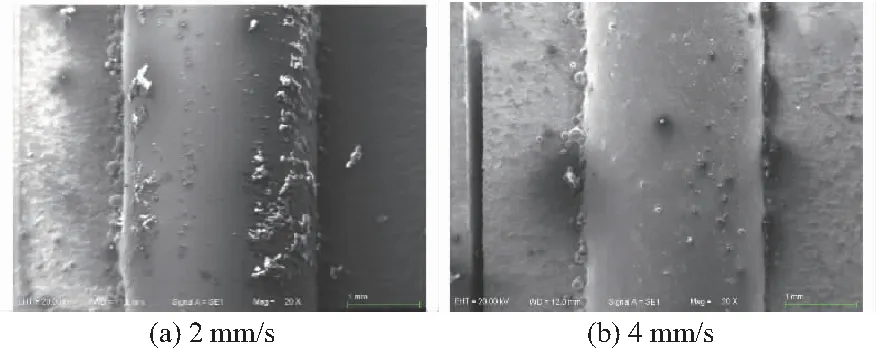

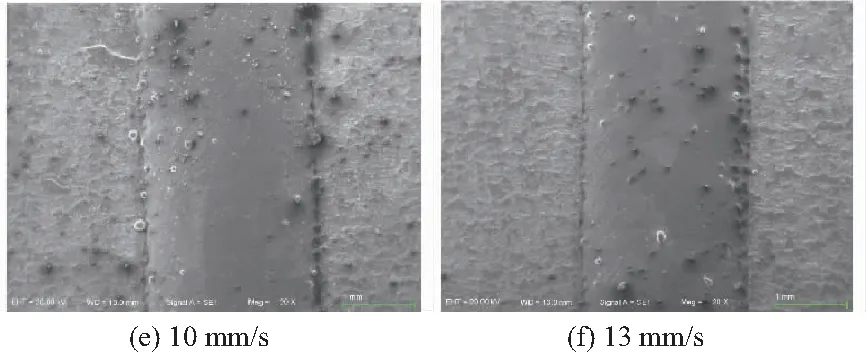
圖4 不同掃描速度下的單道SEM圖
2.3 送粉率對熔覆單道表面質(zhì)量的影響
圖5為不同送粉率下單道熔覆層SEM形貌圖。由圖5(a)可看出,當(dāng)送粉率在2.2 g/min時,不能形成完整熔覆層,且熔覆層灰暗,表面質(zhì)量較差。由圖5(b)-圖5(c)可看出,當(dāng)送粉率在4.5 g/min~7.8 g/min時,熔覆層完整飽滿,且熔覆層上表面和側(cè)面黏粉較少,表面質(zhì)量較好。由圖5(d)-圖5(f)可看出,當(dāng)送粉率在10.9 g/min~17.3 g/min時,熔覆層上表面和側(cè)面黏粉逐漸增多,表面質(zhì)量逐漸變差。因此可得出隨著送粉率增大,熔覆層上表面和側(cè)面黏粉整體增多。由圖6(c)所示,隨著送粉率增大,熔覆層上表面表面粗糙度增大。送粉率為17.3 g/min時,上表面表面粗糙度為2.506 μm,相較于送粉率為4.5 g/min(0.504 μm)時增加了79.9%。當(dāng)送粉量不斷增大時,激光能量不能完全熔化所有粉末,過多的粉末會以半熔或未熔狀態(tài)黏附在熔覆層上表面和側(cè)面,所以熔覆層表面黏粉和表面粗糙度增大。
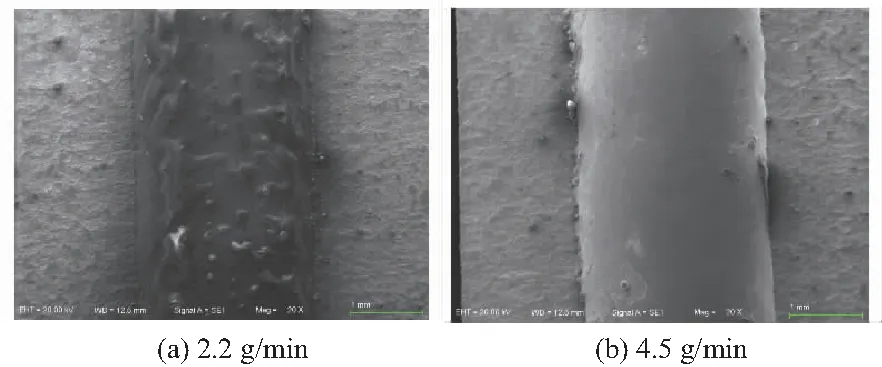
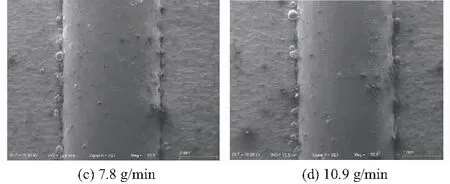
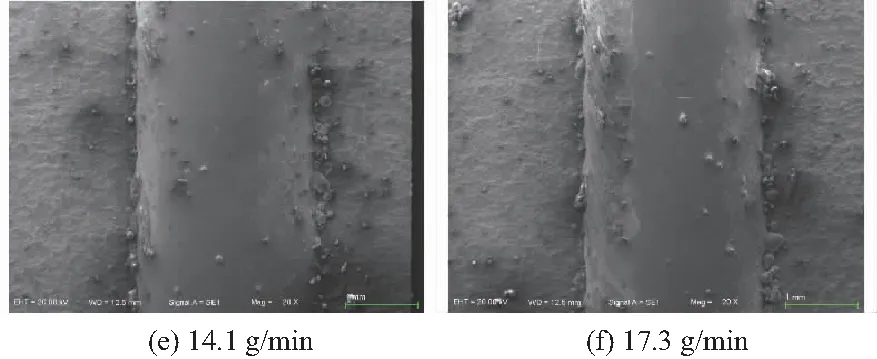
圖5 不同送粉率下的單道SEM圖
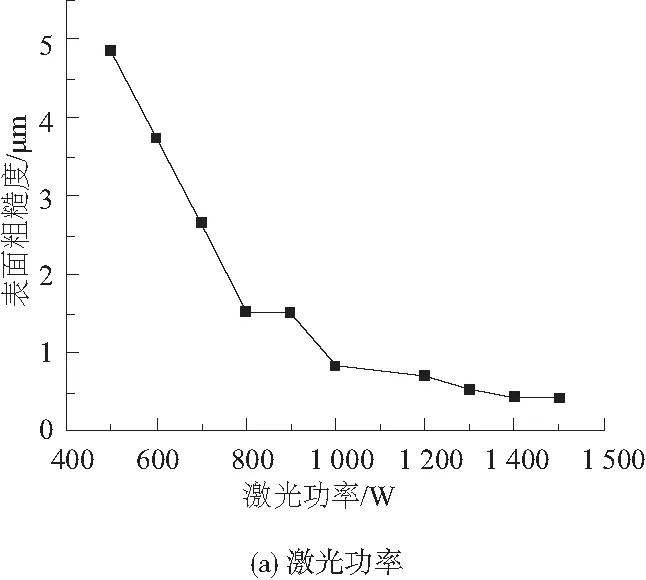
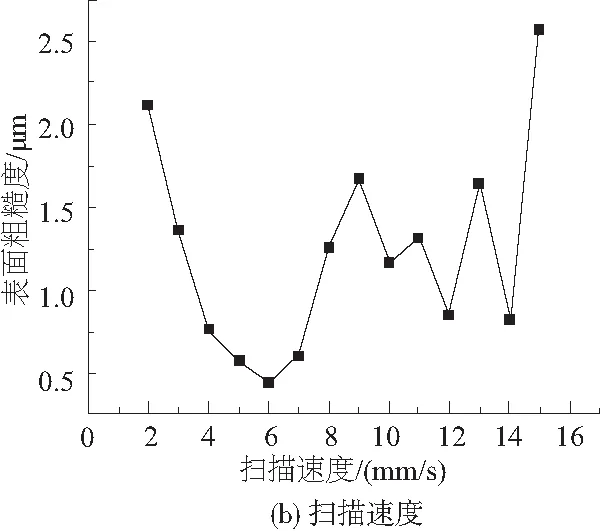
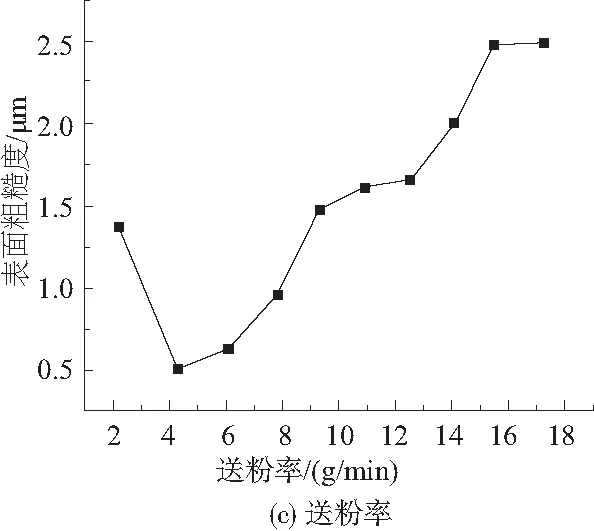
圖6 不同工藝參數(shù)與單道上表面的表面粗糙度關(guān)系圖
2.4 直墻薄壁件表面質(zhì)量結(jié)果分析
根據(jù)激光功率、掃描速度和送粉率對單道表面質(zhì)量的影響研究,以激光功率為1050 W,掃描速度為6 mm/s,送粉率為7.8 g/min的工藝參數(shù)成形直墻薄壁件。圖7為成形直墻薄壁件形貌圖。從圖7(a)可看出直墻薄壁件側(cè)面光亮,表面較為光滑,表面粗糙度為2.244 μm,表面質(zhì)量較好;從圖7(b)可看出直墻薄壁件側(cè)面黏粉較少;從圖7(c)可得到直墻薄壁件表面波紋度16.036 μm。相比于文獻(xiàn)[12]獲得的表面波紋度(170.6 μm),本文獲得的表面波紋度較小,側(cè)面較為平整。
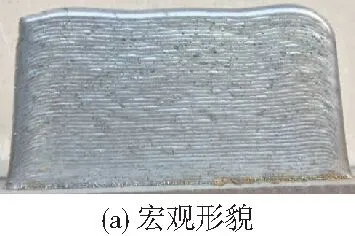

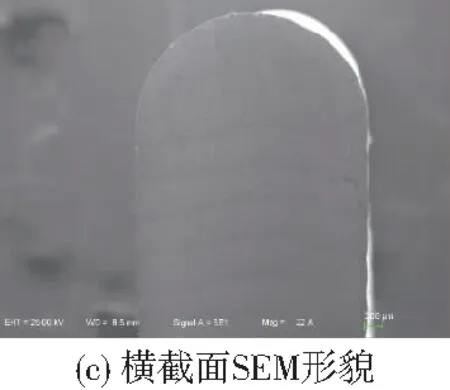
圖7 直墻薄壁件形貌圖
3 結(jié)語
以單道為研究對象,研究了激光功率、掃描速度和送粉率這3個工藝參數(shù)對單道成形表面質(zhì)量的影響,進(jìn)而成形直墻薄壁件,得出以下結(jié)論:
1)激光功率對單道熔覆層表面質(zhì)量有顯著的影響,隨著激光功率的增加,單道熔覆層上表面和側(cè)面黏粉減少,上表面的表面粗糙度降低,增大功率可以提高表面質(zhì)量。
2)隨著掃描速度增大,單道上表面和側(cè)面黏粉和表面粗糙度先減小后增大;隨著送粉率增大,單道上表面和側(cè)面黏粉和表面粗糙度增大,過小送粉率會導(dǎo)致熔覆層過燒,熔覆效率低。
3)直墻薄壁件側(cè)面光亮,表面較為光滑,表面粗糙度為2.244 μm,側(cè)面黏粉較少,表面質(zhì)量較好;表面波紋度較小,為16.036 μm,側(cè)面較為平整。
