基于雙邊界層滑模觀測(cè)器的雙軸直驅(qū)平臺(tái)迭代學(xué)習(xí)輪廓控制
2021-05-19 07:18:22原浩趙希梅杜暢
電機(jī)與控制學(xué)報(bào) 2021年4期
關(guān)鍵詞:系統(tǒng)
原浩, 趙希梅, 杜暢
(1.沈陽(yáng)工業(yè)大學(xué) 電氣工程學(xué)院,沈陽(yáng) 110870;2.大連理工大學(xué) 控制科學(xué)與工程學(xué)院,遼寧 大連 116024)
0 引 言
目前,隨著制造業(yè)對(duì)加工品質(zhì)的需求日趨提高,由永磁直線同步電動(dòng)機(jī)(permanent magnet linear synchronous motor, PMLSM)組成的雙軸直驅(qū)平臺(tái)因其響應(yīng)速度快、定位精度高、可靠性好等特點(diǎn)已經(jīng)廣泛用于精密制造領(lǐng)域[1-2]。由于雙軸之間運(yùn)動(dòng)不協(xié)調(diào)和系統(tǒng)存在的參數(shù)變化、摩擦力等不確定性,從而產(chǎn)生的輪廓誤差將嚴(yán)重影響伺服系統(tǒng)的輪廓控制性能[3-4]。因此必須保證雙軸的協(xié)調(diào)控制并對(duì)系統(tǒng)的不確定性進(jìn)行補(bǔ)償,以減小輪廓誤差。
為滿足雙軸直驅(qū)平臺(tái)的輪廓加工要求,文獻(xiàn)[5]通過(guò)交叉耦合控制(cross-coupled control, CCC),將實(shí)際輪廓近似為直線輪廓,利用雙軸的跟蹤誤差計(jì)算得到輪廓誤差,達(dá)到減小輪廓誤差的目的。但這種方法僅適用于斜率緩慢變化的線性輪廓,在加工高進(jìn)給率和存在尖角的輪廓時(shí),該方法產(chǎn)生的輪廓誤差較大。為了克服這一問(wèn)題,文獻(xiàn)[6]在切向輪廓控制中提出了坐標(biāo)變換的方法,將沿輪廓法線方向的跟蹤誤差分量近似為輪廓誤差;在此基礎(chǔ)上,文獻(xiàn)[7]提出一種在全局任務(wù)坐標(biāo)系下建立的輪廓誤差模型,在高進(jìn)給率的參考輪廓下能夠有效地減小輪廓誤差。然而該方法需要建立準(zhǔn)確的輪廓誤差模型,對(duì)于復(fù)雜輪廓難以適用[8]。文獻(xiàn)[9]提出了一種基于牛頓極值搜索算法的動(dòng)態(tài)輪廓誤差估計(jì)來(lái)搜索輪廓誤差點(diǎn),對(duì)輪廓誤差進(jìn)行精確估計(jì)。但低通濾波器可能會(huì)導(dǎo)致相位滯后。文獻(xiàn)[10]提出一種迭代學(xué)習(xí)控制器(iterative learning controller,ILC),通過(guò)學(xué)習(xí)輪廓誤差的估計(jì)量提高下一次迭代的輪廓精度。然而,ILC對(duì)系統(tǒng)的不確定性非常敏感,這導(dǎo)致了系統(tǒng)魯棒性受到影響。因此對(duì)系統(tǒng)的不確定性進(jìn)行補(bǔ)償也十分關(guān)鍵。文獻(xiàn)[11]提出一種模型預(yù)測(cè)控制器和擾動(dòng)觀測(cè)器相結(jié)合的控制方法,利用擾動(dòng)觀測(cè)器對(duì)系統(tǒng)的不確定性進(jìn)行觀測(cè),提高系統(tǒng)的魯棒性。文獻(xiàn)[12]提出了一種滑模觀測(cè)器(sliding mode observer, SMO)用于補(bǔ)償含有非線性不確定性的系統(tǒng),然而滑模觀測(cè)器的抖振問(wèn)題并未解決。
因此,本文采用自適應(yīng)迭代學(xué)習(xí)控制器(adaptive iterative learning controller, AILC)和SMO相結(jié)合的控制方法。在任務(wù)坐標(biāo)系下建立輪廓誤差模型,利用AILC對(duì)輪廓誤差進(jìn)行控制,對(duì)于高進(jìn)給率和存在尖角的輪廓進(jìn)行有效跟蹤;采用雙邊界層SMO對(duì)擾動(dòng)進(jìn)行補(bǔ)償,通過(guò)改變的雙邊界層厚度有效地削弱抖振,從而提高系統(tǒng)的魯棒性。最終,實(shí)驗(yàn)結(jié)果驗(yàn)證了所提出的控制方案能夠減小系統(tǒng)輪廓誤差,滿足雙軸直驅(qū)平臺(tái)高精密加工要求。
1 雙軸直驅(qū)平臺(tái)伺服系統(tǒng)數(shù)學(xué)模型與輪廓誤差分析
1.1 雙軸直驅(qū)平臺(tái)伺服系統(tǒng)數(shù)學(xué)模型
雙軸直驅(qū)平臺(tái)伺服系統(tǒng)的電磁推力方程和機(jī)械運(yùn)動(dòng)方程為
Fei=Kfiiqi,
(1)
(2)
式中:Fei為電磁推力;Kfi為電磁推力常數(shù);iqi為q軸電流;vi為動(dòng)子速度;Mi為動(dòng)子總質(zhì)量;Bi為粘滯摩擦系數(shù);Fi為包括系統(tǒng)參數(shù)變化、摩擦力等非線性不確定性的擾動(dòng);i=1或2。
假設(shè)不存在擾動(dòng)Fi,根據(jù)式(1)和式(2)得到理想狀態(tài)下的動(dòng)態(tài)方程為
(3)
式中:di為動(dòng)子位置;Ani=-Bi/Mi,Bni=Kfi/Mi,ui=iqi為控制器輸出。考慮各種不確定性因素存在時(shí),則式(3)變?yōu)?/p>
(Cni+ΔCi)Fi=
(4)
式中:Cni=-1/Mi;ΔAi、ΔBi和ΔCi為系統(tǒng)參數(shù)Mi和Bi所引起的不確定量;Hi為系統(tǒng)不確定性總和,表示為
(5)
假設(shè)Hi有界,即|Hi|≤ρi,ρi為正常數(shù)。
1.2 輪廓誤差分析
在任務(wù)坐標(biāo)系中,雙軸直驅(qū)平臺(tái)伺服系統(tǒng)產(chǎn)生的輪廓誤差示意圖如圖1所示。
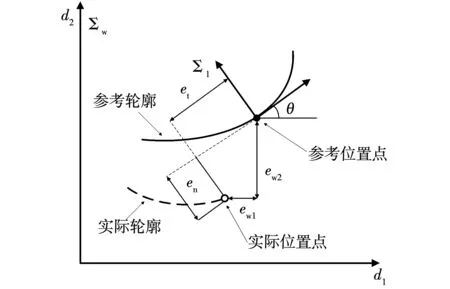
圖1 輪廓誤差示意圖Fig.1 Schematic of contouring error
在Σw坐標(biāo)系中,雙軸直驅(qū)平臺(tái)伺服系統(tǒng)的實(shí)際位置為
(6)
式中,t為時(shí)間。參考輪廓為
(7)
定義跟蹤誤差為期望位置點(diǎn)到實(shí)際位置點(diǎn)的距離,表示為
(8)
在Σl坐標(biāo)系中,跟蹤誤差表示為
(9)
式中:en為法向分量;et為切向分量;θ為傾斜角。
輪廓誤差為實(shí)際位置到參考輪廓的垂直距離,用跟蹤誤差的法向分量en近似表示。在Σw坐標(biāo)系中對(duì)en進(jìn)行正交分解
en=[en1en2]T=Rnew,
(10)
2 基于AILC和SMO的雙軸直驅(qū)平臺(tái)伺服系統(tǒng)系統(tǒng)設(shè)計(jì)
基于AILC和SMO的雙軸直驅(qū)平臺(tái)伺服系統(tǒng)框圖如圖2所示。其中,Cpx1,Cpx2為位置環(huán)控制器;Cvx1,Cvx2為速度環(huán)控制器,這4個(gè)控制器均設(shè)計(jì)為PI控制器。
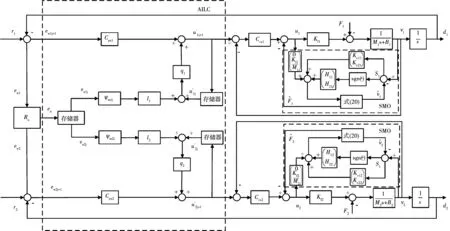
圖2 基于AILC和SMO的雙軸直驅(qū)平臺(tái)伺服系統(tǒng)框圖Fig.2 Block diagram of dual axis direct drive platform servo system based on AILC and SMO
2.1 AILC設(shè)計(jì)
ILC可以在沒(méi)有精確的動(dòng)態(tài)模型的情況下自動(dòng)生成最佳控制信號(hào),因此廣泛地應(yīng)用于高精密運(yùn)動(dòng)控制系統(tǒng)中[13-14]。ILC輸入—輸出關(guān)系為
(11)

kewj+1(t)。
(12)

q(b-1)ψPjkPLenj(t)+
q(b-1)ψDjkDL{enj(t)-enj(t-1)},
0≤t≤T-1。
(13)

(14)
為驗(yàn)證系統(tǒng)的穩(wěn)定性,將脈沖信號(hào)輸入到系統(tǒng)的動(dòng)態(tài)方程,形成提升系統(tǒng)。則式(11)的提升形式為
(15)
那么,式(12)的提升形式為
(16)
式中
(17)
式(17)代入式(16),得
(18)

(19)

2.1 雙邊界層SMO設(shè)計(jì)
為了觀測(cè)系統(tǒng)中的擾動(dòng),SMO設(shè)計(jì)為
(20)

(21)
式中:β1為正常數(shù),表示第一層邊界的厚度;emax為誤差的最大值;β2為第二層邊界的厚度
(22)
當(dāng)誤差減小時(shí),β2將擴(kuò)大并降低SMO的觀測(cè)范圍;當(dāng)誤差由于不確定性的存在而增加時(shí),β2將收縮以提高SMO的觀測(cè)范圍并使得誤差控制在一定范圍內(nèi)。這種雙邊界層SMO增強(qiáng)了觀測(cè)器的魯棒性,并可以有效地削弱抖振。
為驗(yàn)證雙邊界層SMO的穩(wěn)定性,選擇Lyapunov函數(shù)為
(23)

式(23)求導(dǎo),得
(24)
式(20)代入式(24),得
(25)

3 系統(tǒng)實(shí)驗(yàn)分析
實(shí)驗(yàn)中選擇慧摩森科技公司生產(chǎn)的LM22-26系列XY平臺(tái)作為控制對(duì)象進(jìn)行實(shí)驗(yàn)研究。采用美國(guó)GSI公司的Micro-EMercury II 1600-40型光柵編碼器作為兩軸位置傳感器,X-RS232與Y-RS232分別為PC與X軸、Y軸的驅(qū)動(dòng)器通訊口。XY平臺(tái)伺服系統(tǒng)硬件結(jié)構(gòu)圖如圖3所示。
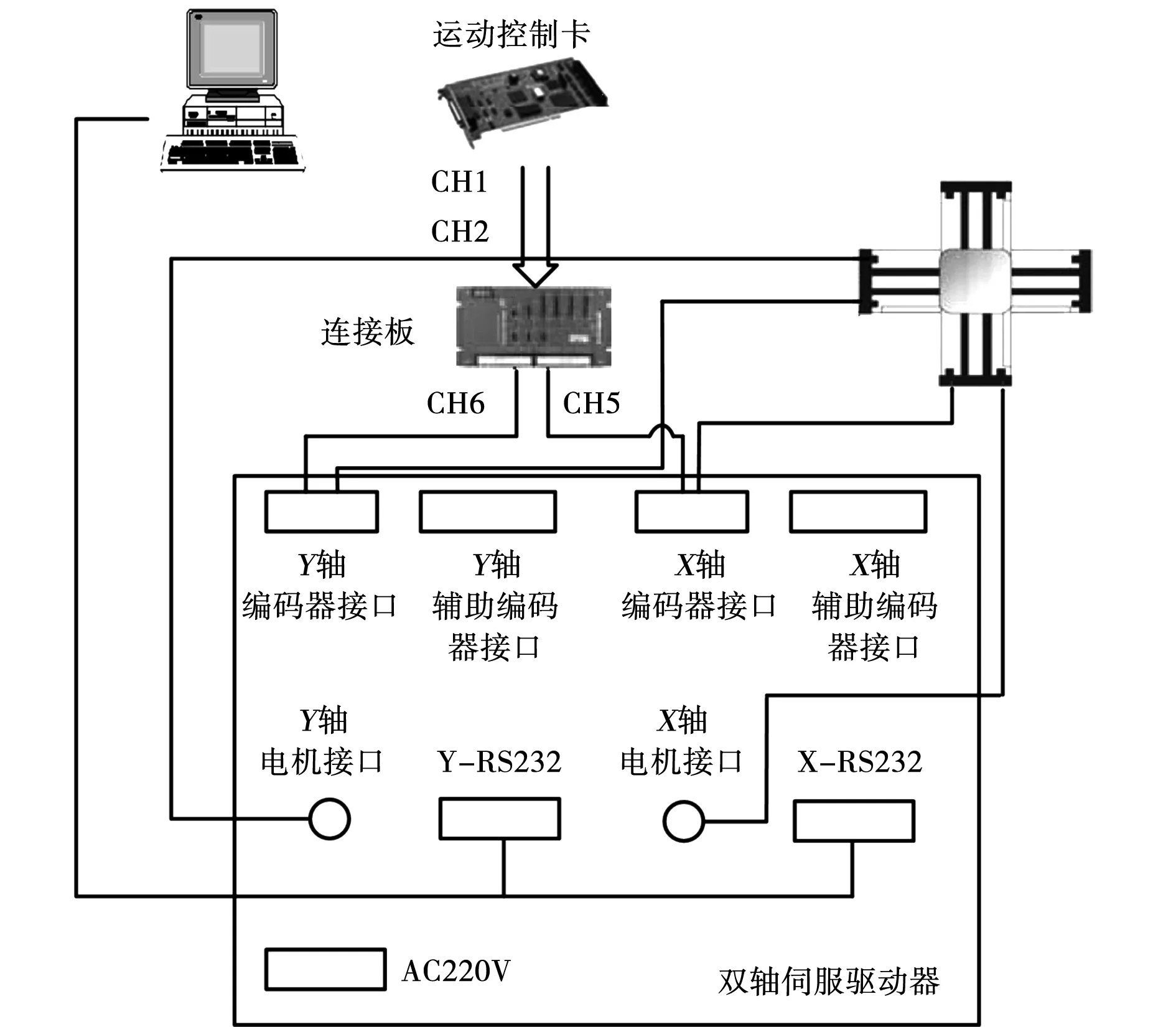
圖3 XY平臺(tái)伺服系統(tǒng)的硬件結(jié)構(gòu)圖Fig.3 Hardware structure diagram of XY table servo system

為驗(yàn)證雙軸直驅(qū)平臺(tái)伺服系統(tǒng)的跟蹤性和魯棒性,對(duì)系統(tǒng)輸入r1=0.02cos(πt),r2=0.02sin(πt)的圓形輪廓,并在2 s對(duì)兩軸同時(shí)施加50 N負(fù)載,系統(tǒng)產(chǎn)生的輪廓誤差如圖4所示。從圖4(a)、圖4(b)可以看出,采用AILC產(chǎn)生的輪廓誤差的均方根值為0.75 μm;采用AILC-SMO產(chǎn)生的輪廓誤差的均方根值為0.4 μm。這表明兩種控制方法都可以較好得跟蹤輪廓。系統(tǒng)突加負(fù)載時(shí),AILC產(chǎn)生的輪廓誤差為8.8 μm,而AILC-SMO產(chǎn)生的輪廓誤差為4.64 μm。因此,AILC對(duì)系統(tǒng)的不確定性比較敏感,魯棒性受到影響;而AILC-SMO能夠有效地跟蹤系統(tǒng)輪廓,同時(shí)可以對(duì)系統(tǒng)的不確定性進(jìn)行補(bǔ)償,具有較好的魯棒性。
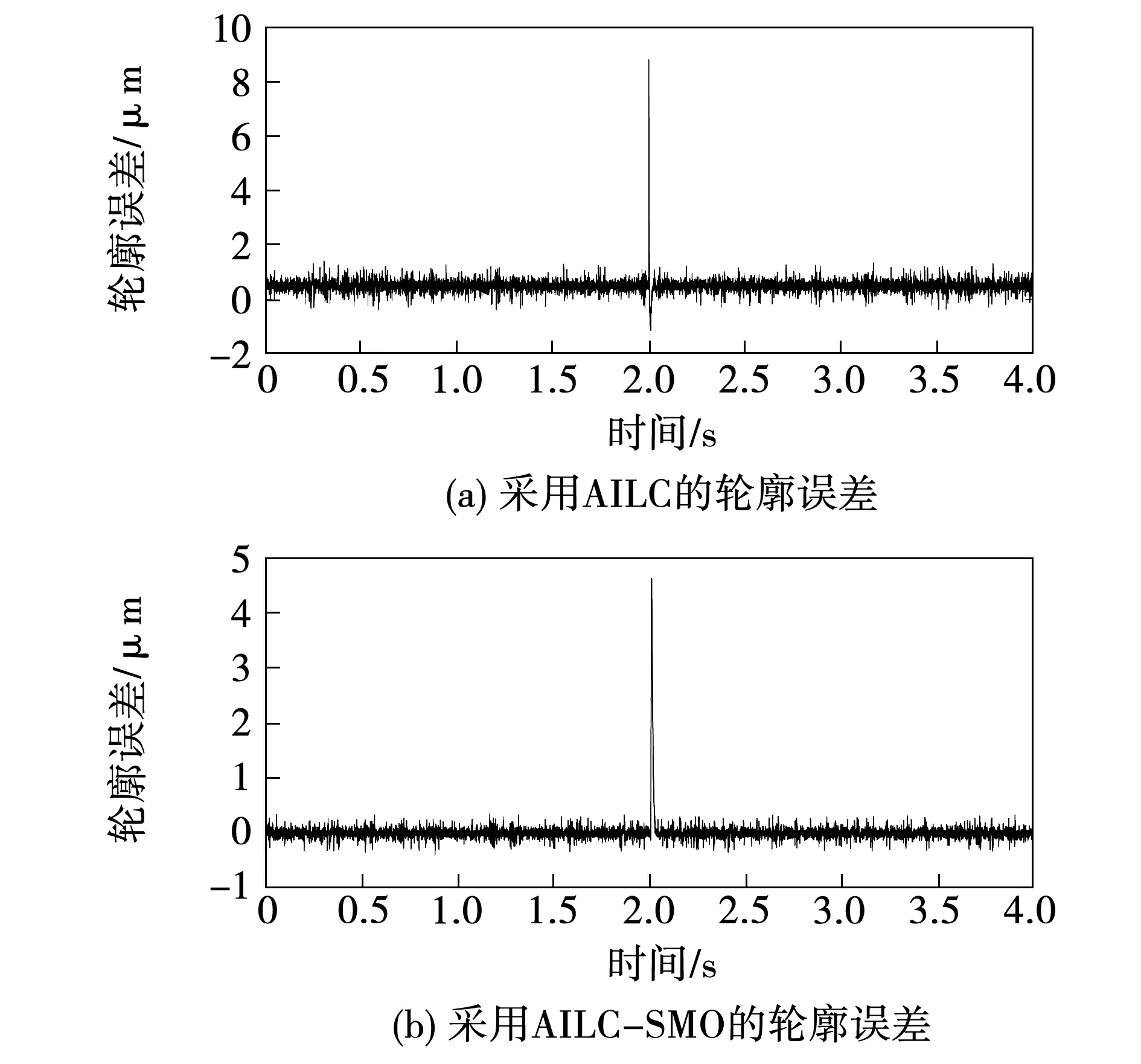
圖4 圓形參考輪廓實(shí)驗(yàn)結(jié)果Fig.4 Experimental results of circular reference contour
為了進(jìn)一步驗(yàn)證AILC-SMO的性能,對(duì)系統(tǒng)輸入r1=0.06cos(πt),r1=0.02sin(πt)的高進(jìn)給率橢圓形輪廓,系統(tǒng)產(chǎn)生的輪廓誤差如圖5所示。在初始時(shí)刻AILC產(chǎn)生的輪廓誤差最大值為9.2 μm,輪廓誤差的均方根值為1.04 μm;AILC-SMO產(chǎn)生的輪廓誤差最大值為5.87 μm,輪廓誤差的均方根值為0.52 μm。因此,AILC-SMO對(duì)于高進(jìn)給率的輪廓可以產(chǎn)生優(yōu)異的輪廓加工性能。

圖5 橢圓形參考輪廓實(shí)驗(yàn)結(jié)果Fig.5 Experimental results of ellipse reference contour
當(dāng)系統(tǒng)輸入如圖6(a)所示的r1=0.01cos3(πt),r2=0.01sin3(πt)的星型參考輪廓時(shí),雙軸直驅(qū)平臺(tái)伺服系統(tǒng)的輪廓誤差曲線如圖6(b)所示。
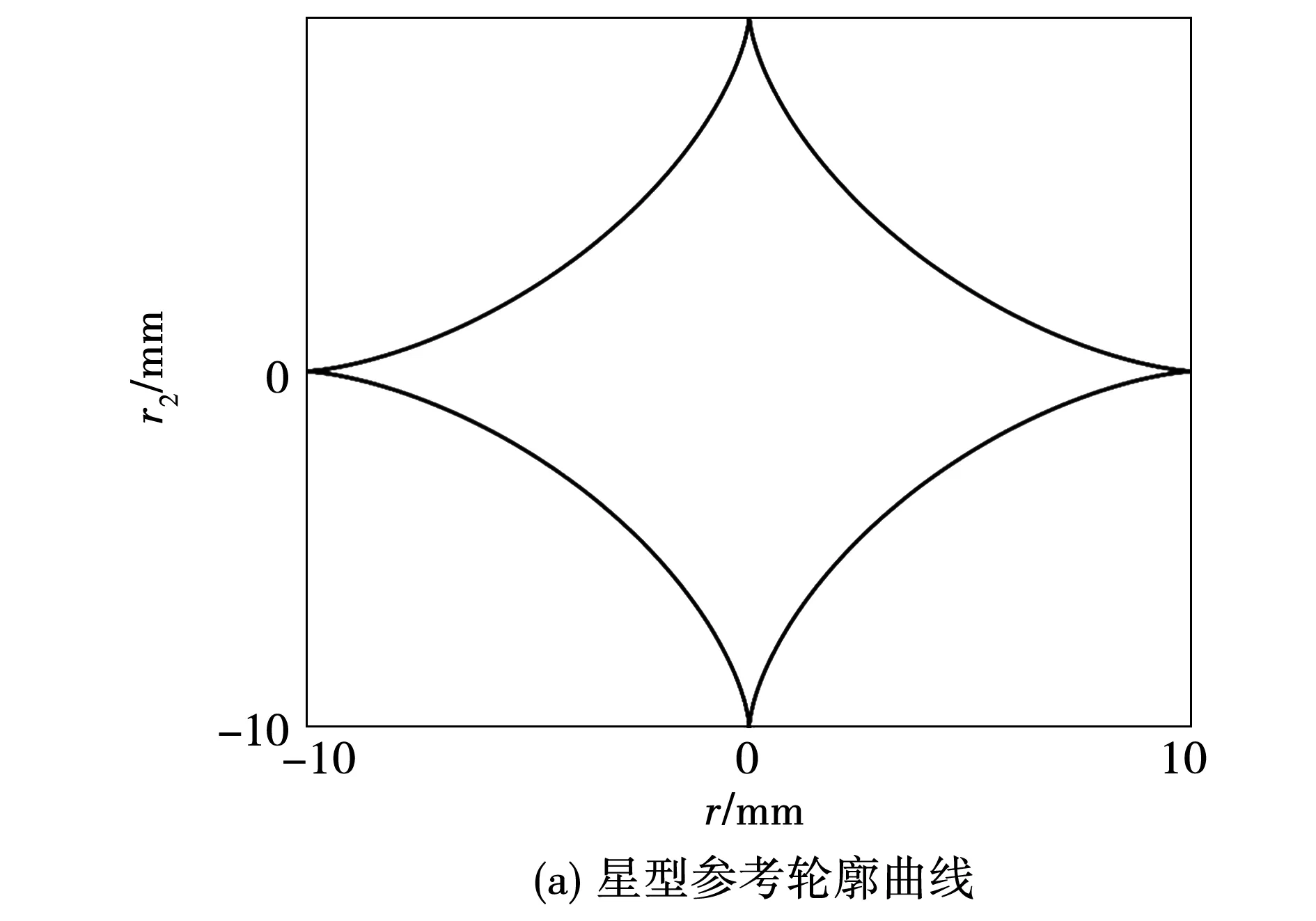
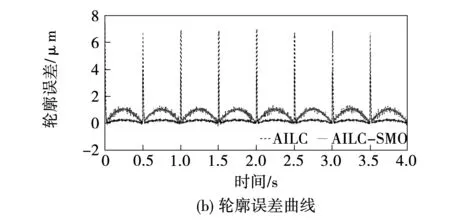
圖6 星形參考輪廓實(shí)驗(yàn)結(jié)果Fig.6 Experimental results of astroid reference contour
比較兩組曲線發(fā)現(xiàn),AILC在尖角處產(chǎn)生的最大輪廓誤差約為7.4 μm,AILC-SMO在尖角處產(chǎn)生的最大輪廓誤差約為4.5 μm。AILC在曲線的平滑處可以產(chǎn)生良好的跟蹤輪廓,但是在尖角處的輪廓跟蹤性能惡化;而AILC-SMO可以更精確地跟蹤尖角處的參考輪廓,因此該控制方案有效可行。
4 結(jié) 論
針對(duì)雙軸直驅(qū)平臺(tái)伺服系統(tǒng)的高精密輪廓控制問(wèn)題,考慮到復(fù)雜輪廓以及不確定性因素使得伺服系統(tǒng)的輪廓性能惡化,提出了AILC和SMO相結(jié)合的魯棒迭代學(xué)習(xí)輪廓控制方案。在全局任務(wù)坐標(biāo)系下將跟蹤誤差的法向分量估計(jì)為輪廓誤差,采用AILC對(duì)輪廓誤差進(jìn)行控制;利用雙邊界層SMO對(duì)系統(tǒng)的擾動(dòng)進(jìn)行觀測(cè)和補(bǔ)償,增強(qiáng)了觀測(cè)器的魯棒性。從理論上分析了AILC的穩(wěn)定性與收斂性和SMO的穩(wěn)定性。實(shí)驗(yàn)結(jié)果表明,采用的控制方案有效可行,減小了系統(tǒng)的輪廓誤差,具有較強(qiáng)的魯棒性,實(shí)現(xiàn)了高精密輪廓控制。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(xiāo)(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32