基于層疊式夾持的夾具失效形式分析
2021-05-08 10:27:08陳芝向袁巨龍邵琦杭偉呂冰海趙萍
表面技術 2021年4期
陳芝向,袁巨龍,邵琦,杭偉,呂冰海,趙萍
精密與超精密加工
基于層疊式夾持的夾具失效形式分析
陳芝向,袁巨龍,邵琦,杭偉,呂冰海,趙萍
(浙江工業大學 超精密加工研究中心,杭州 310023)
為了解決超薄藍寶石晶片的雙平面加工問題,確定層疊式夾具基盤及限位片的材料,并對限位片的失效形式進行分析。通過分析層疊式夾具中工件在雙平面加工中的受力狀態及傳統雙平面加工工件受力狀態,確定限位片的受力狀態。測量藍寶石與基盤間的摩擦力對基盤材料進行選擇,通過受力分析結合摩擦因數計算限位片的剪切強度,對限位片的材料進行初步選擇。在平面拋光機上進行加壓試驗,對限位片的失效形式進行分析。層疊式夾具在雙平面加工中受到工件施加的力小于傳統雙平面加工行星輪受到的力。在3種基盤材料中,不銹鋼材料與藍寶石晶片間的摩擦力較大,鑄鐵次之,鋁合金最小。液滴在2個表面間形成的液膜對不銹鋼和鑄鐵的摩擦因數有一定的增益效果。基盤選擇不銹鋼材料,限位片選擇玻璃纖維板材料的情況下,限位片所承受的加工壓力隨著夾持厚度的增加而呈現非線性增加。限位片的主要失效形式表現為限位區域被藍寶石晶片的邊緣切割,受基盤及藍寶石平面度的影響。層疊式夾具對材料強度的要求更低,更加適用于超薄平面零件的雙平面加工。限位片失效受基盤高度差的影響,為保證限位片的夾持效果,應盡量降低基盤表面的高度差。
層疊式;超薄藍寶石;限位片;雙平面加工;受力分析
對LED襯底及半導體硅片進行制備時,主要采用雙平面研磨及平面拋光的超精密加工方法。隨著市場的發展,半導體行業及LED襯底產業對超薄平面零件的需求大大提升[1]。傳統對超薄晶片的夾持方式為石蠟粘接及真空吸附,其中真空吸附方式適用于精密磨削及精密切削[2],石蠟粘接則適用于拋光研磨,但由于石蠟粘接的成本及效率問題[3],大大制約了超薄平面零件的產量。雙平面拋光技術是超薄晶片的首選拋光方法,但由于行星輪保持架強度及剛度不足的問題,無法實現低成本的超薄平面零件加工[4-5]。本文所探究的層疊式夾持方式基于水膜吸附[6],能有效解決超薄平面零件的夾持問題,可實現超薄平面零件的雙平面加工方式。
層疊式夾持方式的夾持效果主要受到吸附力及摩擦力的影響。兩個表面間的吸附力包括有范德華力、靜電力、毛細力以及化學鍵力[7-11]。層疊夾持方式下的吸附力則主要體現為范德華力以及毛細力,范德華力對于真實接觸面積、表面粗糙度影響較大[12-15],而毛細力則主要受表面接觸角影響[16-18],接觸角的大小則主要由材料性能及表面粗糙度決定[19]。
層疊夾持方式下的摩擦力影響因素主要有表面粗糙度及材料特性。粗糙度對摩擦力的影響展開了深入研究,主要通過數學模型對微觀尺度上的表面粗糙度間相互作用來預測接觸對的宏觀性能,其中一種為基于G-W接觸模型進行粗糙度長度尺度的接觸壓力和實際接觸面積比的分布來進行研究[20-22],后被用于研究表面粗糙度各向異性對摩擦力的影響[22]。由于不同材料的物理性能差異,使得摩擦力存在較大差別[23-25]。
本文基于層疊夾持方式,針對雙平面加工工件夾持狀態進行受力分析,研究了藍寶石晶片與不同材料基盤間的摩擦因數,并結合受力分析以及材料剪切強度分析確定了限位片的材料,通過試驗研究分析了限位片的夾持厚度以及失效形式。
1 工件受力分析
傳統雙平面加工方式下,工件被行星輪保持架夾持,在行星輪的驅動下發生繞行星輪回轉中心轉動的運動,行星輪在太陽輪及齒圈驅動下發生繞磨盤回轉中心的公轉運動。
工件在行星輪夾持下主要承受來自磨盤的摩擦力pf、行星輪施加的驅動力h以及工件運動過程中產生的離心力l,受力分析如圖1所示。離心力驅動工件產生遠離曲率半徑方向的運動,磨盤的摩擦力阻礙工件向合速度W方向移動,行星輪對工件施加的力h表現為克服摩擦力及離心力的合力驅動工件運動,方向為行星輪驅動工件運動的線速度WH方向。
工件受到的離心力l與工件中心軌跡在所處位置的角速度有關,定義工件中心在某點的運動角速度為w’,則離心力的表達式為:

式中:為工件的質量;w為工件中心在該點的線速度;r為工件中心在該點軌跡的曲率半徑。
圖1 工件受力分析圖
由于行星輪的公轉及自轉運動,位于上、下研磨盤之間的工件其運動方向時刻變化,工件受到摩擦力的方向亦時刻變化,當且僅當工件離心力小于工件受到的摩擦力且工件中心與研磨盤中心、行星輪中心三點一線時,工件受到的摩擦力為上、下研磨盤施加的摩擦力之差,如式(3)所示。當工件并非位于特殊位置時,由于工件運動方向的變化,上、下研磨盤對工件施加的摩擦力共同阻礙工件發生變化,方向相同,工件受到研磨盤盤面施加的摩擦力pf的表達式如式(4)所示。行星輪對工件施加的力h的表達式如式(5)所示。


層疊式加工方式下,傳統雙平面加工方式中工件被替換成工件-夾具系統,受力分析如圖2所示。工件在夾持狀態下,基盤下表面工件主要承受來自下盤施加的摩擦力OD,基盤施加的摩擦力BD以及限位片施加的反向作用力xD,根據力的平衡法則,三者的關系如式(6)所示。

工件受到上盤及下盤的摩擦力為:


上下表面工件與基盤之間的摩擦力為:



圖2 工件-夾具系統加工時的受力分析圖


當ODBD<0時,下盤對工件施加的摩擦力不足以克服基盤對工件的摩擦力,下盤無法驅動工件產生相對運動趨勢。此時xD=0,即限位片與工件之間不存在力的作用。研磨盤對工件施加的摩擦力轉變為對工件-夾具系統施加的摩擦力,驅動夾具在行星輪中發生運動趨勢。行星輪受太陽輪及外齒圈驅動發生公轉及自轉運動,行星輪的自轉、公轉運動以及研磨盤的運動,使得基盤產生繞行星輪槽孔中心為圓心的自轉運動,此時工件隨夾具的運動而運動。
當ODBD>0時,工件受到研磨盤的摩擦力大于基盤對工件施加的摩擦力,此時工件與限位片發生接觸,限位片對工件施加的反向作用力xD使得限位片與工件之間產生摩擦力xDf其表現為阻礙工件產生受研磨盤驅動的運動。xD及xU的表達式為:


對比式(12)、式(13)及式(5)可以看出,層疊夾持方式下工件施加給限位片的力遠小于傳統雙平面加工方式下工件施加在行星輪上的力,因此層疊夾持方式能有效解決由行星輪強度及變形導致超薄藍寶石晶片難以加工的難題。
限位片在徑向力下發生彈性變形的變形量為,限位片的夾持厚度為,定義限位片的寬度為,則工件與限位片之間的應變為,根據材料應變及應力公式可得關于的求解公式:

式中:為限位片材料的彈性模型。
通過式(14)可計算求得變形量關于夾持厚度的關系式,故此時限位片與工件之間的接觸面積關于夾持厚度的關系如式(15)所示。

限位片受到的剪切強度為:
通過對限位片的剪切強度計算,驗證限位片受到剪切強度的可靠性,從而初步確定限位片材料。
2 摩擦力試驗及限位片選擇
2.1 不同材料基盤摩擦力試驗及分析
為分析不同材質基盤在層疊夾持方式下工件與基盤之間的摩擦學行為,對吸附表面進行摩擦力試驗觀測,并建立摩擦因數關于壓力的擬合方程。本試驗的基本思路是在兩平面吸附后,在不同壓力下測量3種不同材料基盤的摩擦力及摩擦因數,具體試驗參數如表1所示。
表1 切向力試驗參數

Tab.1 Tangential force test parameters
圖3及圖4為不同材料分別在干摩擦狀態下以及水膜吸附狀態下不同材料的摩擦力及其擬合摩擦因數。對比圖3a及圖3b可以看出,在干摩擦狀態下不銹鋼材料與藍寶石之間的摩擦力最大,鑄鐵次之,鋁合金最小。對于兩個表面之間摩擦力的成形方式,存在諸多的討論,其中較為普遍的理論為基于微凸體之間的粘著以及犁溝作用。從粘著角度來看,兩個表面間由于微凸體的接觸及變形,兩者之間形成極大的粘著力,而粘著力的大小與屈服極限以及材料的剪切強度有關,不銹鋼及鑄鐵材料的剪切強度遠大于鋁合金的剪切強度,因此在發生切向位移時,其剪切力遠大于鋁合金的剪切力,同時不銹鋼材料的剪切強度大于鑄鐵材料;在犁溝效應來看,在同等粗糙度條件下,犁溝力受屈服極限影響,屈服極限越大,犁溝力越大。
對比圖3及圖4可以看出,在兩者被吸附狀態下,鑄鐵及不銹鋼材料均有不同程度的摩擦力增大現象,液滴在粗糙表面的微凸峰之間產生了諸如范德華力之類的粘附力,使得兩個接觸的微凸峰之間的切向粘著力增大,此時粘著力對切向力的增大效果高于水在兩個表面間的潤滑作用,使得兩個表面間的摩擦力增大。

圖3 干摩擦狀態下工件與基盤間的摩擦力及摩擦因數

圖4 工件與基盤間的濕摩擦力及濕摩擦因數
2.2 基盤及限位片材料的選擇
根據圖4的分析可知,在夾持階段工件與基盤間的摩擦因數B分別為:鋁合金B=0.073,不銹鋼B= 0.1830,鑄鐵B=0.1495。本例分析選擇滑動摩擦因數最小的鋁合金作為基盤材料,由于在加工過程中工件與拋光墊之間存在拋光液,在相對較高的線速度下拋光液對工件與拋光墊之間有較好的潤滑作用,故本例分析定義O=0.5。結合式(12)及式(16)所示的限位片徑向受力公式及限位片剪切強度計算公式,可得工件施加在限位片上的剪切強度為:

定義工件半徑w=25.4 mm,基盤及工件質量=1 kg,工件質量為=0.003 kg,夾持厚度=0.1 mm。當采用玻璃纖維板作為限位片材料時,玻璃纖維的彈性模量=38 GPa,極限剪切強度為53.9 MPa。結合式(17),工件受到0.1 MPa的壓力時,限位片受到的剪切強度=53.4 MPa<53.9 MPa,但考慮加工過程中的沖擊等因素,在后續的加工試驗中,將工件受到的壓力限制在0.1 MPa以內。
在實際加工中,基盤材料應選擇摩擦因數較大的材料,降低工件對限位片的徑向作用力,因此在3種材料中選擇不銹鋼材料制作基盤。
3 限位片夾持厚度試驗研究
由前文研究可知,選擇不銹鋼材料以及玻璃纖維板作為層疊式夾具的基盤及限位片材料。限位片夾持厚度對超薄藍寶石的加工厚度具有重要影響,進行壓力試驗來進一步研究限位片的可承受壓力及失效形式。
3.1 試驗設計
為了比較不同夾持厚度下限位片夾持的可靠性,對限位片夾持下的工件施加不同的載荷,以測試限位片在該夾持厚度下能承受的最大加工載荷。在試驗過程中,限位片的厚度逐漸減小,具體試驗參數如表2所示。為保證試驗的可靠性,本次試驗采用Nanopoli- 100單面拋光機進行加工,如圖5所示,盤面直徑為300 mm,可加工最大尺寸工件100 mm。

圖5 Nanopoli-100單面拋光機
3.2 限位片失效結果及分析
本次試驗結果如圖6所示。在本次試驗中,夾持厚度為0.152 mm的試驗組并未發生碎裂,因此并未在圖中表示。從圖6中可以看出,隨著夾持厚度的增加,限位片所能承受的法向力的極限值隨之增加,但并非線形變化。材料的極限剪切強度受材料性能的影響,當材料的變形量為定值時,結合式(15)及式(16)可知,隨著夾持厚度的增加,限位片發生變形的面積隨之增大,能承受更大的法向力。
表2 試驗參數

Tab.2 Experimental parameter
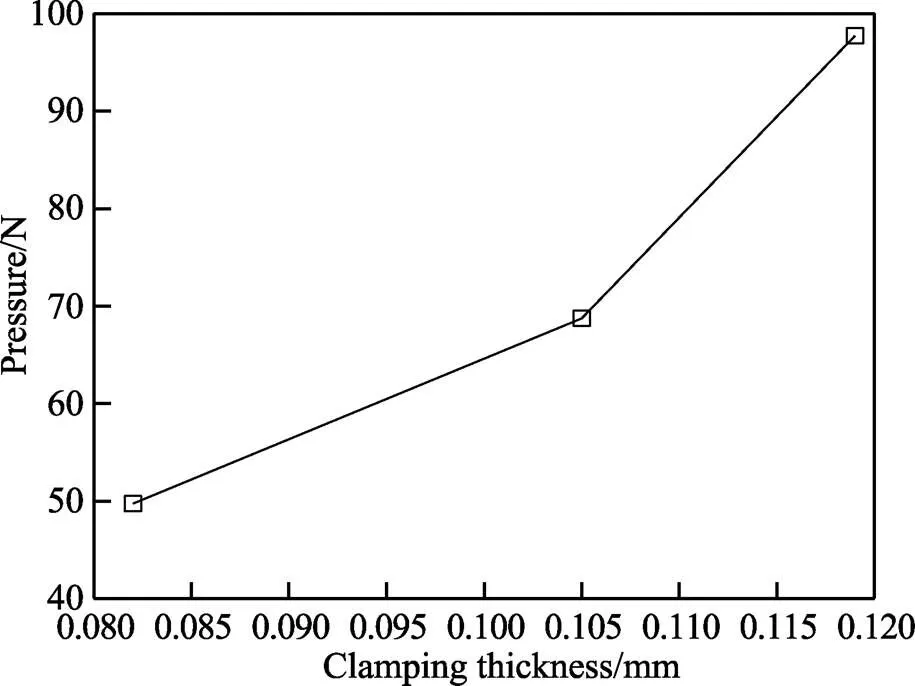
圖6 夾持厚度與加工壓力的關系
圖7a為限位片的失效形式,可以看出限位片的失效狀態為限位區域被藍寶石邊緣切割,從而形成斜坡,無法對工件進行限位。通過觀察進一步發現限位片失效邊緣與基盤邊緣處存在較小的高度差。失效分析圖如圖7b所示,藍寶石在加工過程中,由于基盤及藍寶石晶片存在平面度變化,因此在壓力的作用下,晶片與基盤表面貼合后邊緣發生翹曲,拋光墊施加在工件上的摩擦力驅動工件擠壓限位區域,限位區域與藍寶石晶片間的接觸區域減小,受到的剪切應力急劇增大,破壞限位片的材料結構,促使限位片失效。

圖7 限位片失效形式及其原因
4 結論
1)通過與傳統雙平面加工方式行星輪受到的力進行對比,層疊式夾具受到工件施加的力相對較小,更適合于超薄藍寶石晶片的加工。
2)選擇3種同條件下的材料進行摩擦力試驗,摩擦力的大小與材料物理性能有關,不銹鋼材料的摩擦因數最高,鑄鐵次之,鋁合金最低,不銹鋼材料更適合用于制作層疊式夾具的基盤。在液滴的吸附作用下,不銹鋼及鑄鐵發生了不同程度的摩擦因數增大的現象,說明水膜吸附在特定情況下對摩擦因數有增益效果。
3)限位片材料為玻璃纖維板時,限位片夾持厚度與加工壓力之間的變化呈現非線性變化。限位片的失效與基盤表面高度差有關,限位區域被藍寶石邊緣切割形成斜坡,導致限位片失效。
[1] WILLIAMS W, MULLANY B, PARKER W, et al. Using quantum dots to evaluate subsurface damage depths and formation mechanisms in glass[J]. Cirp annals-manufacturing technology, 2010, 59(1): 569-572.
[2] 楊利軍. 大尺寸硅片真空夾持系統的研究[D]. 大連: 大連理工大學, 2005. YANG Li-jun. Study on vacuum clamping system for silicon wafer[D]. Dalian: Dalian University of Technology, 2005.
[3] 胡夕倫, 閆寶華, 劉琦. LED 晶片減薄中貼片方法對減薄厚度均勻性的影響[J]. 信息技術與信息化, 2018(2): 163-165. HU Xi-lun, YAN Bao-hua, LIU Qi. Effect of SMD method on thinning thickness uniformity in LED thinning[J]. Information technology and informatization, 2018(2): 163-165.
[4] LI Z Y, DENG Z H, HU Y X. Effects of polishing parameters on surface quality in sapphire double-sided CMP[J]. Ceramics international, 2020, 46(9): 13356-13364.
[5] MICHIO M, UNEDA D, KOSUKE G. Development of measurement device for polishing pad surface asperity on the upper platen of a double-sided polisher and its application for evaluation of polishing characteristics[J]. Journal of the Japan Society for Abrasive Technology, 2017, 453: 535-536.
[6] 黃晟, 杭偉, 陳芝向, 等. 不銹鋼基板表面粗糙度對水膜吸附夾持的影響[J]. 表面技術, 2019, 48(9): 97-103. HUANG Sheng, HANG Wei, CHEN Zhi-xiang, et al. Effect of surface roughness of stainless-steel substrate on water-film adhesion[J]. Surface technology, 2019, 48(9): 97-103.
[7] LEGTENBERG R, TILMANS H A, ELDERS J, et al. Stiction of surface micromachined structures after rinsing and drying: Model and investigation of adhesion mech-anisms[J]. Sensors and actuators A: Physical, 1994, 43(1-3): 230-238.
[8] MITRA U, ROSSI B, KHAN B. Mechanism of plasma hydrogenation of polysilicon thin-film transistors[J]. Journal of the Electrochemical Society, 1991, 138(11): 3420-3424.
[9] TAS N, SONNENBERG T, JANSEN H, et al. Stiction in surface micromachining[J]. Journal of micromechanics and microengineering, 1996, 6(4): 385-397.
[10] ZHAO Y P, WANG L S, YU T X. Mechanics of adhesion in MEMS: A review[J]. Journal of adhesion science & technology, 2003, 17(4): 519-546.
[11] VAN SPENGEN W M, PUERS R, DE WOLF I. On the physics of stiction and its impact on the reliability of microstructures[J]. Journal of adhesion science & technology, 2003, 17(4): 563-582.
[12] BRADLEY R S. The cohesive force between solid surfaces and the surface energy of solids[J]. London Edinburgh & Dublin philosophical magazine & journal of science, 1932, 13(86): 853-862.
[13] DERJAGUIN B V. Friction and adhesion IV: The theory of adhesion of small particles[J]. Kolloid zeits, 1934, 69: 155-164.
[14] DE BOER J H. The influence of van der Waals' forces and primary bonds on binding energy, strength and orient-tation, with special reference to some artificial resins[J]. Transactions of the Faraday Society, 1936, 32: 10-37.
[15] HAMAKER H C. The London van der Waals attraction between spherical particles[J]. Physica, 1937, 4: 56.
[16] PLAMEN V P, RADOEV I T I B P. Capillary bridges: A tool for three-phase contact investigation[J]. Surface energy, 2015, 23: 324
[17] PETKOV P V, RADOEV B, KLIMENT S, et al. Inves-tigation of single and binary of "Sandwich" type convex liquid capillary bridges, stretched between two flat surfaces[J]. Colloids and interfaces, 2019, 3(4): 68.
[18] PETKOV P V, RADOEV B P. Statics and dynamics of capillary bridges[J]. Colloids and surfaces A: Physico-chemical and engineering aspects, 2014, 460: 18-27.
[19] TADMOR R, DAS R, GULEC S, et al. Solid-liquid work of adhesion[J]. Langmuir, 2017, 33(15): 3594-3600.
[20] GREENWOOD J A, WILLIAMSON J B P. Contact of nominally flat surfaces[J]. Proceedings of the Royal Society of London, 1966, 295(1442): 300-319.
[21] PERSSON B N. Theory of rubber friction and contact mechanics[J]. The journal of chemical physics, 2001, 115(8): 3840-3861.
[22] CARBONE G, LORENZ B, PERSSON B N, et al. Contact mechanics and rubber friction for randomly rough surfaces with anisotropic statistical properties[J]. The European physical journal E, 2009, 29(3): 275-284.
[23] CAI P, WANG Y, WANG T, et al. Improving tribological behaviors of friction material by mullite[J]. Tribology international, 2016, 93: 282-288.
[24] ALEMANI M, GIALANELLA S, STRAFFELINI G, et al. Dry sliding of a low steel friction material against cast iron at different loads: Characterization of the friction layer and wear debris[J]. Wear, 2017, 376: 1450-1459.
[25] ARRAZOLA P J, ATTIA H, MELKOTE S N, et al. Advances in material and friction data for modelling of metal machining[J]. Cirp annals-manufacturing technology, 2017, 66(2): 731-754.
Analysis of Fixture Failure Form Based on Layer Stacked Clamping
,,,,,
(Ultra-precision Machining Center, Zhejiang University of Technology, Hangzhou 310023, China)
The purpose is to solve the problem of double-sides processing of ultra-thin sapphire wafers, determine the baseplate materials and the limiter materials of the layer stacked fixture and analyze the failure form of the limiter. By analyzing the stress of workpiece in double-sides machining which used layer stacked fixture and the stress of the workpiece in traditional double-sides machining, we can determine the force of limiter. By measuring the friction between sapphire and the baseplate to choose the material of baseplate, calculate the shear strength of limiter by force analysis and friction coefficient, and preliminarily select the material of limiter. The pressure experiment is carried out on the plane polishing machine to analyze the failure mode of the limiter. The result shows that the force exerted by the stacked fixture on the workpiece in double-sides machining is less than the force
by the planetary gear clamping. Among the three substrate materials, the friction between stainless steel and sapphire wafer is greater, followed by iron, and aluminum alloy is the smallest. The liquid film formed by droplet between the two surfaces has a certain gain effect on the friction coefficient of stainless steel and iron. When the stainless steel material is selected as baseplate, and the glass fiber board material is limiter, processing pressure on the limiter shows a nonlinear increase with the increase of clamping thickness. The main failure mode of limiter is that the limit area is cut by the edge of sapphire wafer, which is affected by the flatness of baseplate and sapphire. Through experimental analysis, it is proved that layer stacked fixtures have lower material strength requirements and more suitable for double-sides machining of ultra-thin plane parts. In order to ensure the clamping strength of the limiter, a better flatness of the baseplate should be selected as much as possible.
layer stacked; ultra-thin sapphire wafer; limiter; double-sides processing; force analysis
2020-06-22;
2020-07-02
CHEN Zhi-xiang (1990—), Male, Doctoral candidate, Research focus: precision and ultra-precision matching technology.
袁巨龍(1962—),男,博士,教授,主要研究方向為精密與超精密加工技術。郵箱:jlyuan@zjut.edu.cn
Corresponding author:YUAN Ju-long (1962—), Male, Doctor, Professor, Research focus: precision and ultra-precision matching technology. E-mail: jlyuan@zjut.edu.cn
陳芝向, 袁巨龍, 邵琦, 等. 基于層疊式夾持的夾具失效形式分析[J]. 表面技術, 2021, 50(4): 369-375.
TG356.28
A
1001-3660(2021)04-0369-07
10.16490/j.cnki.issn.1001-3660.2021.04.039
2020-06-22;
2020-07-02
浙江省公益技術研究項目(LGG19E050021);國家自然科學基金項目(51575492,51775508)
Fund:Supported by Zhejiang Province Commonweal Technology Research Project (LGG19E050021), National Natural Science Foundation of China (51575492, 51775508)
陳芝向(1990—),男,博士研究生,主要研究方向為精密與超精密加工技術。
CHEN Zhi-xiang, YUAN Ju-long, SHAO Qi, et al. Analysis of fixture failure form based on layer stacked clamping[J]. Surface technology, 2021, 50(4): 369-375.
