5A06鋁合金表面完整性銑削參數優化方法
2021-05-06 02:04:34肖乃鑫張國鋒
組合機床與自動化加工技術 2021年4期
王 鑫,徐 雷,肖乃鑫,張國鋒
(四川大學機械工程學院,成都 610000)
0 引言
5A06鋁合金具有良好的抗疲勞性、抗輻射、抗氧化、耐腐蝕性能,能夠制造各種形狀復雜的零部件,被廣泛地用于制造航空類零件[1]。5A06鋁合金工件受表面完整性的制約在循環載荷的作用下易出現零件使用可靠性降低和使用壽命縮短的問題,造成材料的浪費甚至造成事故的發生。因此,通過優化銑削參數改善5A06鋁合金工件的表面完整性以提高其使用可靠性和使用壽命是目前研究的主要方向之一。
表面完整性是零部件加工后表面幾何和物理性質的總稱[2-3],由與零件表面紋理變化有關的部分(外部效應)和與零件表層冶金物理特性變化的有關部分(內部效應)構成,表面粗糙度和殘余應力被認為是評判表面完整性的重要標準[4]。關于如何提高零件表面完整性,國內外學者做了大量的研究。黃新春等[5]研究了磨削參數對鎳基高溫合金表面完整性的影響,表明了磨削參數對磨削表面形貌 、顯微硬度梯度、微觀組織、殘余應力梯度的影響,揭示了表面完整性中的變質層形成規律。石文天等[6]采用二次響應曲面法對硬鋁合金進行了微細銑削試驗了,分析了銑削參數對表面粗糙度的影響。牟海闊等[7]采用正交試驗的方法并結合方差分析,證明了液氮冷卻切削對于鋁鋰合金表面完整性提升的有效性。
基于以上研究方法和研究結果,文章首先采用中心復合設計(Central Composite Designs,CCDs)實驗方法規劃實驗并運用響應曲面法構建以主軸轉速、銑削深度、銑削寬度、每齒進給量為變量,以殘余應力和表面粗糙度為目標的數學模型;然后應用改進型非支配排序遺傳算法對數學模型尋優,獲取最優的銑削參數。
1 銑削實驗設計
中心復合設計包括外切中心復合設計(CCC)、內切中心復合設計(CCI)和面心立方設計(CCF)[8]。CCF相對于CCI和CCC而言,設計較為簡單,僅需要三個水平,可以有效減少實驗的次數;不易受到實驗誤差的影響而失效,能有效降低刀具磨損度、車床顫振等因素的影響,因此本文選用中心復合設計中的面心立方設計(CCF),模型如圖1所示。
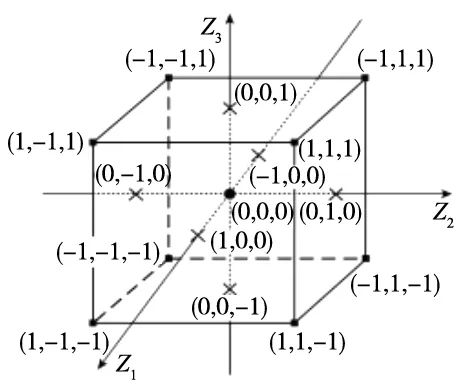
圖1 面心立方設計模型
1.1 實驗條件
高速銑削實驗在FIDIA G996-5立式五軸聯動加工中心上完成,該銑床主軸最高轉速為24 000 rpm。刀具選用硬質合金銑刀,其外徑為25 mm,內直徑為16 mm。
加工完成后零件在Z方向的殘余應力,使用ZDL-Ⅲ型盲孔法測殘余應力鉆孔裝置及YC-Ⅲ型應力測量儀,通過盲孔法進行測量。加工完成后的零件在Y方向的表面粗糙度量由time 3202表面粗糙度儀獲取。測量順序為先測量標記點的表面粗糙度,再測量標記點的殘余應力,工件結構圖及測量點位如圖2所示。
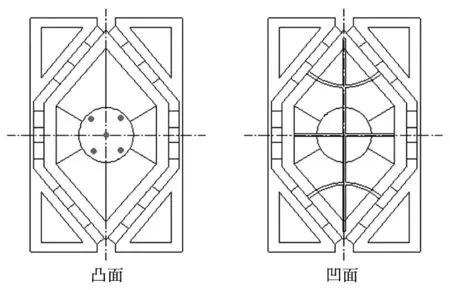
圖2 工件結構圖及測量點示意圖
1.2 實驗設計
根據實驗裝置的工況和參數,選取主軸轉速、銑削深度、銑削寬度和每齒進給量作為分析研究的工藝參數。由于選取的中心復合設計的模型為面心立方設計,因此每個實驗參數分別選取-1、+1和0三個水平,即為四因素三水平。CCF中的因素和水平如表1所示。
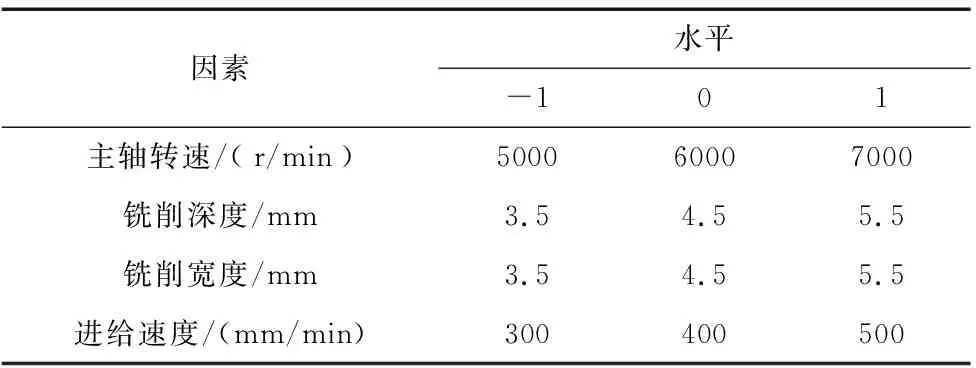
表1 CCF設計因素和水平
由于是四因素三水平,若進行全面實驗,則需要81次銑削實驗。這將花費相對較長的時間且實驗次數的增多也就意味著實驗誤差的不斷積累,故全面實驗不是較好的選擇。劉永等[8]在研究超聲振動加工工藝參數對SiC單晶片表面加工質量的過程中,運用中心復合設計方法,在四因素三水平基礎上,建立了27組實驗方案,得到了較好的數學模型。因此,文章采用27組部分實驗代替全面實驗。
2 工件表面完整性數學模型的建立及分析
2.1 建立工件表面完整性數學模型
表面粗糙度和殘余應力為表面完整性的評價指標,因此以27組實驗測量結果為樣本數據,運用響應曲面法,分別建立以最小表面粗糙度和最小化殘余應力為目標的單目標函數,除上述兩個單目標外,還建立綜合考慮表面粗糙度和殘余應力的多目標函數。
響應曲面法(Response Surface Methodology,RSM)多項式回歸模型基于二次回歸方程,通過最小二乘法獲取回歸方程系數從而構造自變量和目標值之間的函數關系。零件測量表面標記點上的殘余應力以及表面粗糙度與銑削參數之間存在復雜的非線性關系,因此采用二階響應曲面模型如下所示[9]。
式中,y為目標值—殘余應力(y1)和表面粗糙度(y2);x為銑削參數—主軸轉速(x1)、銑削深度(x2)、銑削寬度(x3)和進給速度(x4);β=1, 2…,βi表示xi的線性效應,βij表示xi和xj之間的線性交互作用,βii表示xi的二次效應。
采用Minitab17 對實驗數據進行擬合,求得殘余應力和表面粗糙度與銑削參數之間的函數關系分別如下所示:
殘余應力=-384.70163+0.22287×a-53.12151×c+12.14633×b-0.21713×d-6.15800×10-3×a×c-0.019033×a×b-4.17700×10-5×a×d+22.11350×c×b-0.18965×c×d+0.044167×b×d-7.92222×10-6×a2+7.27241×c2-1.64209×b2+1.45125×10-3×d2
粗糙度=-2.11467+3.83302×10-4×a-7.47046×10-3×c+0.54361×b+1.11883×10-3×d+9.16688×10-7×a×c-3.76502×10-5×a×b+2.87040×10-8×a×d+0.019177×c×b+7.96527×10-5×c×d-3.15491×10-4×b×d-1.96570×10-8×a2-0.013507×c2+7.96527×10-5×c×d-3.15491×10-4×b×d-1.96570×10-8×a2-0.013507×c2-0.029061×b2-9.68141×10-8×d2
通過對上述數學模型進行方差分析可知:殘余應力數學模型的R-sq為96.2%,R-sq(調整)為93.3%;表面粗糙度數學模型的R-sq為95.5%,R-sq(調整)為94.6%,說明上述數學模型的擬合程度良好。
2.2 工件表面完整性數學模型參數分析
由實驗測量結果,可構建響應曲面法數學模型,如圖3所示。
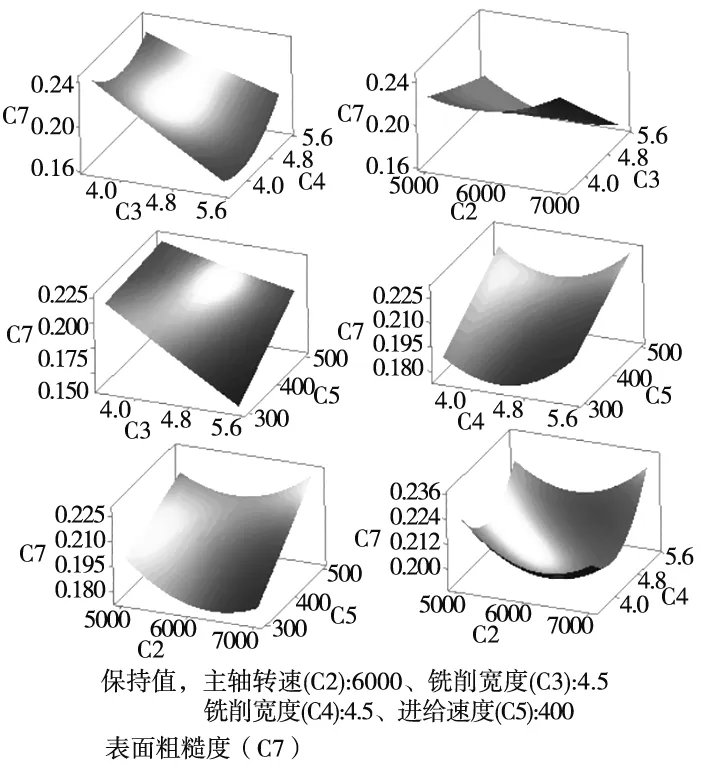
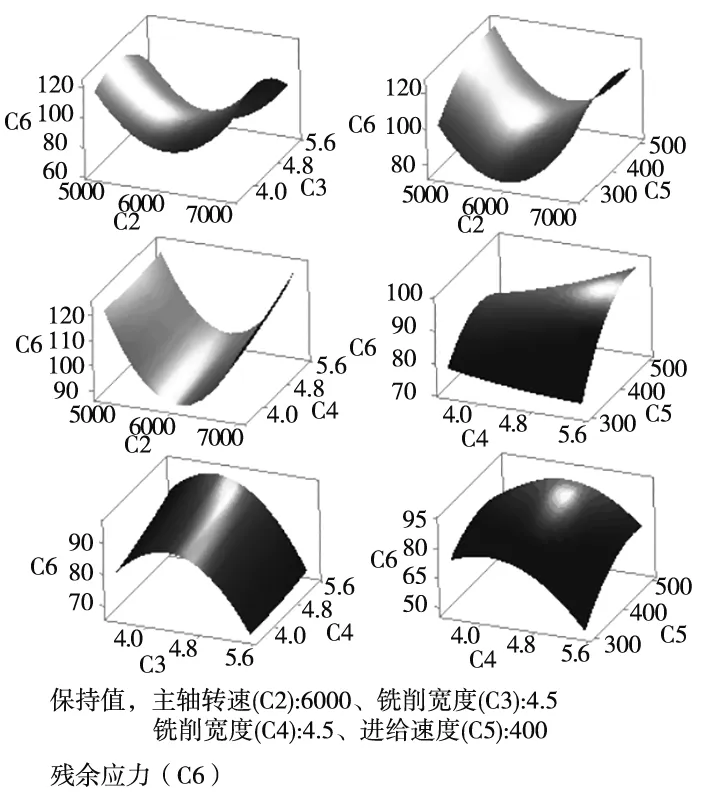
圖3 響應曲面法數學模型
由圖3可知,主軸轉速、銑削寬度、銑削深度和進給速度4個銑削參數兩兩交互對表面粗糙度的“貢獻率”由大到小為:C3&C4、C2&C3、C3&C5、C4&C5、C2&C5、C2&C4;主軸轉速、銑削寬度、銑削深度和進給速度4個銑削參數兩兩交互對殘余應力的“貢獻率”由大到小為:C2&C3、C2&C5、C2&C4、C4&C5、C3&C4、C3&C5。4個銑削參數中任意兩個銑削參數的組合對表面粗糙度和殘余應力的“貢獻率”不同,為尋求能夠改善零件表面性的最優銑削參數,需對殘余應力和表面粗糙度的數學模型進一步求解。
2.3 設置約束條件
數學模型的求解需要根據實際情況設置約束條件。主軸轉速6000 r/min,深度4.5 mm,寬度4.5 mm,進給速度400 mm/min是實際加工過程中所使用的參數,因此文章認為最優銑削參數在附近范圍內,因此設置以下約束條件:
(1)主軸轉速:5000~7000 r/min
(2)銑削寬度:3.5~5.5 mm
(3)銑削深度:3.5~5.5 mm
(4)進給速度:300~500 mm/min
綜上所述,多目標優化數學模型為:
3 數學模型求解
3.1 NSGA-Ⅱ及其參數設定
非支配排序遺傳算法(Non-dominated Sorting Genetic Algorithm Ⅱ,NSGA-Ⅱ )[10]是Deb等學者在第一代非支配遺傳算法NSGA的基礎上采用精英策略后提出的一種快速非劣解排序算法。算法流程圖如圖4所示。
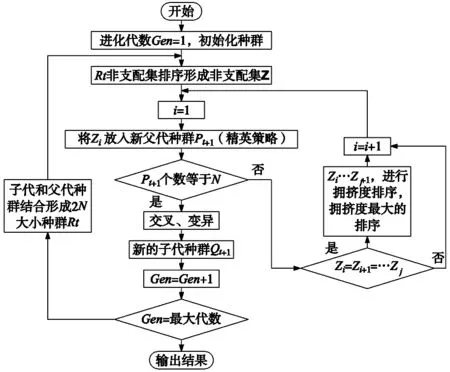
圖4 NSGA-Ⅱ流程圖
目前沒有合理的理論依據去設置初始種群大小M、運算終止代數T、交叉概率Pc、變異概率Pm的具體值,因此參考文獻[8]中數值設置,對以上數值賦值,在本文中,選取初始種群為100,終止進化代數為500、交叉概率為0.9,變異概率為0.1。
3.2 數學模型求解及分析
在MatlabR2014b中編程求解對上述帶有約束條件的數學模型,獲得的二維Pareto前沿如圖5所示。由圖5可以看出,表面粗糙度度和殘余應力近似成反比關系,當其中的一個目標達到相對較優的位置時,另一目標所處的位置較差,也就是兩個目標不可能同時處于較優的位置,即表面粗糙度和殘余應力之間存在著一個權衡。優化算法得到的解集均為非支配解,部分最優解如表2所示。
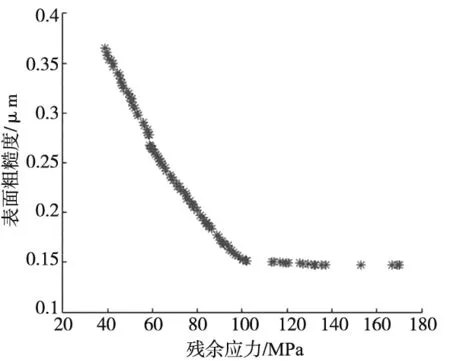
圖5 二維Pareto前沿
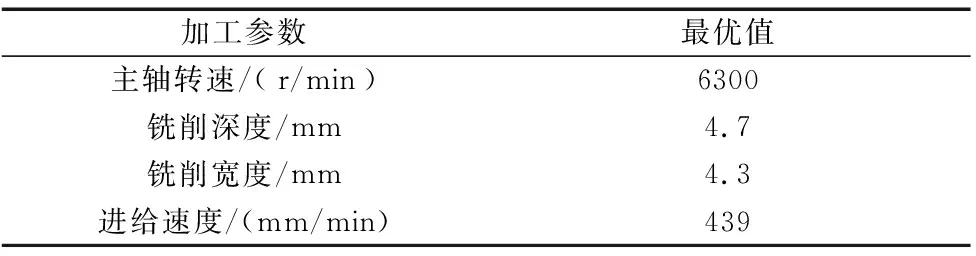
表2 最優解加工方案
3.3 多屬性決策
對于求得到的Pareto最優解集,可利用客觀評價的多屬性決策方法從中選取較為滿意的一組解集。理想解法(Technique for order preference by similarity to ideal solution,TOPSIS)根據有限個評價對象與理想化目標的接近程度進行排序的方法,是在現有的對象中進行相對優劣的評價。因此本文采用基于絕對理想點的TOPSIS法選取一組最優解[11]。
Pareto最優解集中的全部非劣解構成決策矩陣為X。
式中,xij,i=1,2,…,m;j=1,2,…,n,n表示第i個加工參數對第j個加工目標的貢獻度。


各解集與正負理想解的歐拉距離分別為:
式中,zi表示Z=(zij)m×n的第i行。
計算各方案的滿意度:
若zi=A+,Ci=1;zi=A-,Ci=0;Ci越大,方案的滿意度越高。
得到的滿意度最高的加工方案如表2所示。
4 結論
(1)通過對構建的響應曲面法數學模型分析可得,銑削寬度和銑削深度的交互作用對表面粗糙度影響最為顯著;主軸轉速和銑削寬度的交互作用對殘余應力的影響最為顯著。
(2)本文為進一步改善5A06鋁合金工件表面完整性,提出了一種同時考慮表面粗糙度和殘余應力的多目標優化方法。通過設計加工實驗,建立了銑削參數與表面粗糙度、殘余應力之間的非線性數學關系,為實現銑削參數的優化提供了可靠的數學模型,為提高鋁合金工件的表面完整性提供了理論支持。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
