高速自動(dòng)化生產(chǎn)線擠干輥劃傷問(wèn)題解決方案
2021-05-06 07:09:14李洪艷北京寶沃汽車股份有限公司
鍛造與沖壓 2021年4期
文/李洪艷·北京寶沃汽車股份有限公司
問(wèn)題分析
在沖壓高速自動(dòng)化生產(chǎn)的過(guò)程中,會(huì)有很多無(wú)法避免的情況發(fā)生。比如,板料在通過(guò)清洗機(jī)的過(guò)程中,它的邊界都會(huì)在擠干輥上留下劃過(guò)的痕跡,久而久之,擠干輥受損部位就會(huì)產(chǎn)生一條很深的劃痕,從而影響擠干效果;或是由于板料在皮帶運(yùn)輸過(guò)程中產(chǎn)生繞Z 向的旋轉(zhuǎn),造成擠干輥的劃傷,也會(huì)使擠干效果下降。由于擠干效果下降,導(dǎo)致清洗油殘留在板料上,這樣就會(huì)造成零件在成形的過(guò)程中產(chǎn)生油印。有些零件的油印位置在弧面上,很難進(jìn)行返修;有些零件即使可以返修,返修所用的時(shí)間也會(huì)很長(zhǎng),返修后也極易造成返修不良而報(bào)廢。
遇到這種情況,若無(wú)法及時(shí)更換擠干輥,我們可以從兩方面尋找解決的方法。第一種方法可以移動(dòng)板料在輸送帶上的位置,從而改變板料通過(guò)清洗機(jī)的位置,來(lái)避開(kāi)擠干輥的損傷位置。如果板料不能避開(kāi)損傷位置,就讓積油位置位于后續(xù)能夠切除的部位,這種方法主要適用于左右對(duì)稱、一模雙件的零件。第二種方法是通過(guò)板料和模具調(diào)轉(zhuǎn)180°的方式,使積油位置位于能夠切除的部位。
本案例跟大家分享的是清洗機(jī)的擠干輥劃傷后,右側(cè)圍、發(fā)動(dòng)機(jī)罩外板等零件出現(xiàn)一條很深的油印,手感非常明顯。研究發(fā)現(xiàn),使用第二種方法,模具調(diào)轉(zhuǎn)180°后,存油部分的材料可以切掉,不會(huì)影響零件的表面質(zhì)量,需要緊急響應(yīng)的就是模具調(diào)轉(zhuǎn)180°后生產(chǎn),要重新對(duì)曲線進(jìn)行編程,并進(jìn)行調(diào)試。
解決方案
曲線重新編程
對(duì)于模具調(diào)轉(zhuǎn)180°的曲線編程,如果模具是相對(duì)于Y 軸前后對(duì)稱的情況(如發(fā)動(dòng)機(jī)罩內(nèi)外板共模零件),可以考慮使用原來(lái)的曲線做出相應(yīng)的更改后導(dǎo)出,不過(guò)必須要保證模具的上模、下模、壓邊圈和壓料板完全是沿Y 軸前后對(duì)稱才可以這樣操作。還有一點(diǎn)需要注意,就是模具中心是否與壓機(jī)中心重合,若偏心,也不能完全使用原來(lái)的曲線,如圖1 所示。

圖1 調(diào)轉(zhuǎn)前后偏心對(duì)比
OP10 模具原來(lái)的取件點(diǎn)X-2550mm,模具調(diào)轉(zhuǎn)180°之后,取件點(diǎn)變成X-2607mm,因?yàn)樵摿慵腛P20 ~OP50 的模具中心與壓機(jī)中心均不偏心,這個(gè)時(shí)候取件的CBF1 機(jī)械手就要運(yùn)行比原來(lái)長(zhǎng)的距離才能完成一個(gè)循環(huán),造成SPM 下降。這種情況下,為了保證SPM 不變,我們可以通過(guò)同時(shí)調(diào)整CBF0 和CBF1 來(lái)解決,由于調(diào)轉(zhuǎn)模具后,模具的中心離CBF0近了,離CBF1 遠(yuǎn)了,這時(shí)候除了正常調(diào)整CBF0 和CBF1 機(jī)械手的各軸相應(yīng)點(diǎn)的位置以外,還可以調(diào)整CBF0和CBF1機(jī)械手在取送件過(guò)程中中間點(diǎn)停留時(shí)間,然后調(diào)整CBF0 和CBF1 之間的相對(duì)位置參數(shù)。
對(duì)于前后不對(duì)稱的模具來(lái)說(shuō)(如側(cè)圍類零件),也并不僅僅是PICK 和DROP 點(diǎn)相對(duì)于Y 軸鏡像一下就可以了。例如,原來(lái)PICK 點(diǎn)的X 軸的值是2550mm,調(diào)轉(zhuǎn)180°時(shí)就不能單純的將X 軸改為2650mm,而是要根據(jù)實(shí)際情況重新對(duì)曲線進(jìn)行編程。當(dāng)然,在模具調(diào)轉(zhuǎn)180°以后,一定會(huì)遇到影響SPM的瓶頸工序,如圖2 所示。
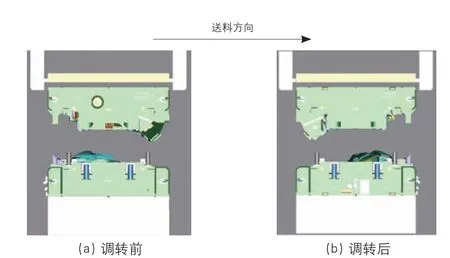
圖2 調(diào)轉(zhuǎn)前后開(kāi)口對(duì)比
在模具調(diào)轉(zhuǎn)180°以后,模具開(kāi)口小的一側(cè)換到了入料側(cè),由于入料的工序件較大,開(kāi)口變小的后果,就是要降低SPM,如圖3 所示。
模具調(diào)轉(zhuǎn)180°以后,靠近入料側(cè)的上模驅(qū)動(dòng)換到了取料側(cè),后果就是下料機(jī)械手要稍晚一些進(jìn)入模具內(nèi)部,由于每一個(gè)取送件過(guò)程都是從下料手取件動(dòng)作開(kāi)始的,所以下料機(jī)械手滯后進(jìn)入模具就會(huì)導(dǎo)致機(jī)械手的SPM 降低。如果實(shí)在無(wú)法保證原來(lái)的SPM,那么首先要降低壓機(jī)的SPM,然后再調(diào)整機(jī)械手的SPM。注意,如果降低壓機(jī)的節(jié)拍,不要只是降低瓶頸工序壓機(jī)的節(jié)拍,要降低所有工序壓機(jī)的節(jié)拍,而且要一點(diǎn)一點(diǎn)的降速,因?yàn)樵谄渌ば蛞步邓俚那闆r下,瓶頸工序的狀況也會(huì)好轉(zhuǎn),而當(dāng)所有工序慢慢調(diào)到一個(gè)合適的點(diǎn),瓶頸工序的問(wèn)題也就迎刃而解了。

圖3 調(diào)轉(zhuǎn)前后上模驅(qū)動(dòng)位置變化
重新調(diào)試
首先,要將板料的方向調(diào)轉(zhuǎn)180°,對(duì)拆垛和對(duì)中端拾器進(jìn)行重組和軌跡的重新制作;接下來(lái)要更新ID 號(hào),調(diào)轉(zhuǎn)180°以后,不要直接將原來(lái)的ID 號(hào)及配方覆蓋,以備后續(xù)還要調(diào)轉(zhuǎn)回原來(lái)的方向進(jìn)行生產(chǎn),所以要重新給定ID 號(hào);然后進(jìn)行參數(shù)的重新設(shè)定;最后,后續(xù)所有端拾器的位置重組,包括穿梭小車和下料端拾器的重新布置。這里需要強(qiáng)調(diào)一下,穿梭小車上各個(gè)定位的設(shè)定,并不是越多越好,限制自由度的支撐越多,不僅不能夠保證零件位置的穩(wěn)定性,相反會(huì)造成下料機(jī)械手拾取的零件位置不斷變化,在零件運(yùn)輸?shù)倪^(guò)程中發(fā)生真空掉件,而且零件被快速拋到穿梭小車上的時(shí)候,定位高的一面會(huì)首先接觸零件,向低的一面滑落,從而造成零件與低的一面定位產(chǎn)生磕碰,使零件發(fā)生變形。而去掉多余且無(wú)用的支撐,掉件和磕碰問(wèn)題就可以解決了。
至于碰撞和運(yùn)行測(cè)試,按照碰撞和運(yùn)行測(cè)試的步驟進(jìn)行即可。
總結(jié)
由于在高速自動(dòng)化生產(chǎn)的過(guò)程中,一定會(huì)有突發(fā)情況的發(fā)生,如果能通過(guò)變換板料位置或模具調(diào)轉(zhuǎn)180°的方式來(lái)解決,不僅能夠確保零件的及時(shí)供應(yīng),保證零件的質(zhì)量,還可以節(jié)約成本,避免不必要的返修。事實(shí)證明,這是沖壓車間能夠正常有序生產(chǎn)的有效的解決措施之一。
