側圍尾部翻邊棱線不順的原因分析及解決辦法
2021-05-06 07:09:14高滿銀北京汽車股份有限公司王莉瑞鵠汽車模具股份有限公司
鍛造與沖壓 2021年4期
文/高滿銀·北京汽車股份有限公司王莉·瑞鵠汽車模具股份有限公司
側圍尾部由于產品造型及翻邊工藝復雜,很容易產生翻邊棱線不順的問題,并且不容易解決。如果仔細觀察,甚至會發現已經在市場上銷售的車型還遺留著或輕微、或明顯的問題,由此說明此類問題不但發生概率高,而且解決難度大。本文從產品設計和制造工藝兩方面對類似問題的發生原因進行了分析,并且制定了解決方案。
某車型側圍外板沖壓模具在開發過程中,發生了尾部翻邊棱線不順的問題,嚴重影響了側圍與行李廂匹配位置的分縫精致感,如圖1 所示。從問題原因分析到整改驗證,再到問題得到根本解決花費了近6 個月的時間。
原因分析及解決方案
原因分析

圖1 側圍尾部翻邊棱線不順

圖2 側圍尾部翻邊工藝排布
如圖2 所示,側圍此位置的翻邊輪廓線處于三個不同角度的曲面上,需要至少兩個角度的翻邊工序才能完成。此產品的沖壓工藝是先在OP30 完成位置1的棱線翻邊,再在OP40 完成位置2 的棱線翻邊,前后兩道工序在中間曲面位置3 相交。
在OP40 完成位置2 的翻邊時,因為位置1 已經完成翻邊,在沖壓方向已經產生了負角,所以OP40的凸模需要設計活動凸模,以便OP30 工序零件能夠在OP40 凸模上定位。但是OP30 工序件存在輕微的扭曲回彈及定位誤差,導致OP40 活動凸模在驅動到位的過程中與零件發生干涉,使得OP40 壓料芯到位時,OP30 零件與OP40 活動凸模干涉位置被壓料芯壓變形,如圖3 所示,圖4 為零件發生的卷邊問題。
解決方案
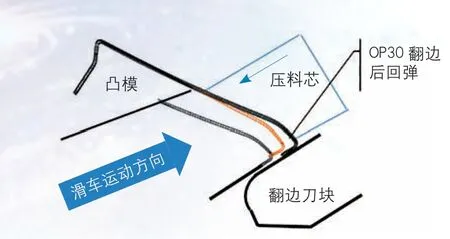
圖3 OP40 活動凸模與OP30 零件發生干涉

圖4 零件發生卷邊問題

圖5 OP40 活動凸模去干涉處理
為了解決因凸模與零件干涉而導致的零件卷邊問題,第一種方案是對OP40 活動凸模進行了簡單的去干涉處理,如圖5 所示。這個方案直接導致OP40 翻邊時零件受到翻邊鑲塊的摩擦力但尖點部位不受凸模約束,從而發生翻邊棱線不順(圖1),方案失敗,因此不得不恢復OP40 凸模基準。
第二種方案是對OP30 翻邊進行了改造,保留從尖點開始的5mm 翻邊角度不變,其他位置翻邊角度打開5°,并平順過渡,使OP40 凸模驅動到位時起到導正作用,避免發生干涉,如圖6 所示。

圖6 OP30 翻邊角度改造方案
此方案解決了OP40 活動凸模與OP30 零件干涉問題,但同時又出現了新的問題,OP30 翻邊與OP40翻邊交匯的位置出現了凸點,如圖7 所示。
對于棱線凸點的問題,很長時間以來,一直懷疑是OP30 與OP40 基準傳遞誤差導致的,因此花費了很長的時間調整OP30 的凸模基準,但一直得不到有效的改善,此外,還對OP40 翻邊間隙進行大小兩個方向的調整,也均無效果。后來對產品結構特征進行分析,產品的翻邊寬度存在落差,而且翻邊的角度也并不是垂直于此條棱線,而是存在一定的角度,如圖8 所示,而凸點發生的位置正好在位于翻邊寬度落差交接相應位置。

圖7 OP30 翻邊與OP40 翻邊交匯的位置出現了凸點
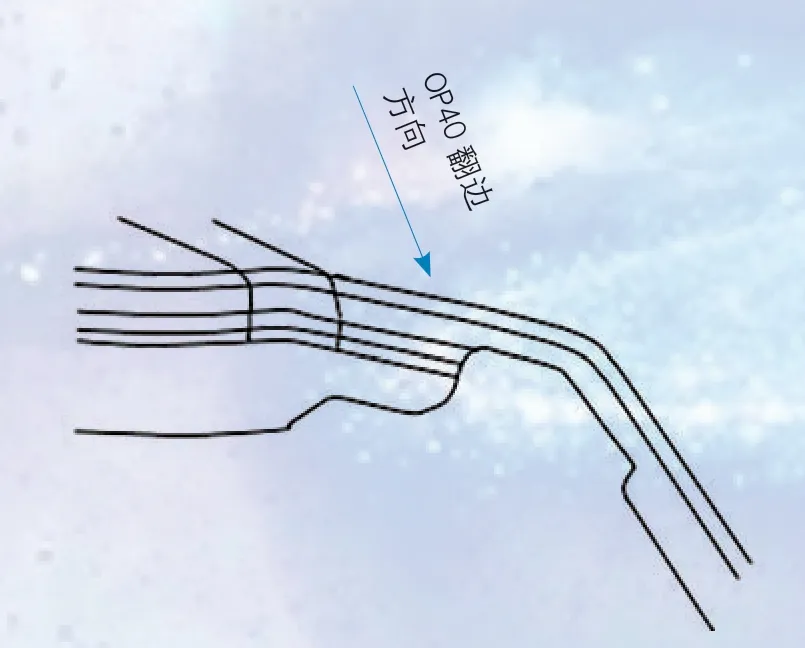
圖8 產品結構及OP40 翻邊方向
如果翻邊存在寬度差,翻邊時會存在翻邊棱線由翻邊寬度寬的位置向翻邊寬度窄的方向趕料的情況,如圖9 所示,這樣就會在翻邊寬度落差相應位置棱線發生R 角突變的情況,這種情況是在覆蓋件翻邊工藝里面很常見的缺陷問題,常見的例子是翼子板輪眉位置翻邊,存在擋泥板安裝卡臺位置翻邊棱線R 角不順的問題。
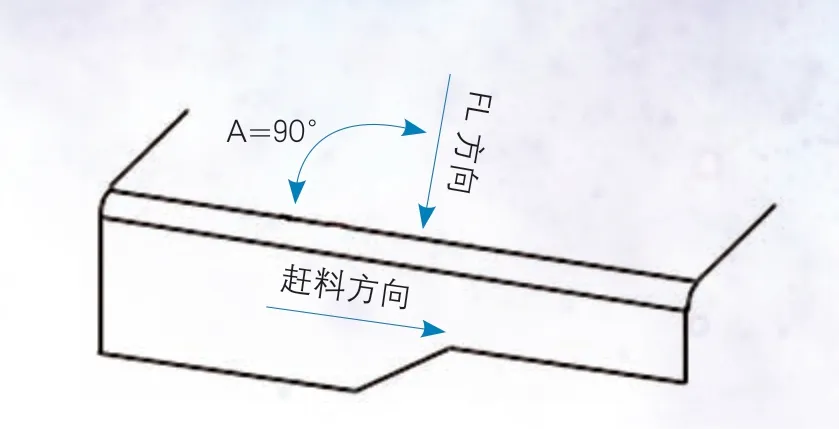
圖9 存在寬度落差的翻邊趕料
如果翻邊的角度不是垂直于棱線,也會存在翻邊趕料的情況,如圖10 所示,結果是一端棱線R 角符合設計狀態,而另一端由于趕料的原因發生棱線R 角小于設計值的情況。
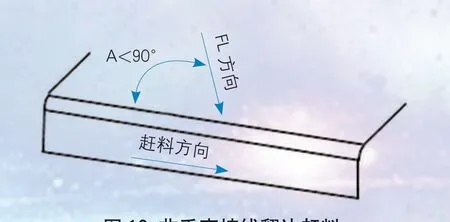
圖10 非垂直棱線翻邊趕料
而本案例側圍尾部產品特征設計及沖壓工藝設計集合了以上兩種不利因素,再加上OP30 已經完成了一部分翻邊,部分棱線已經硬化,因此在OP40 完成了翻邊后,在翻邊寬度落差交匯處相應位置棱線上產生了凸點。為了印證這一分析,通過在OP40 翻邊前修改翻邊寬度,改變翻邊寬度落差交匯的位置,進行實踐驗證,如圖11 所示。驗證結果符合預期,消除了OP40 翻邊后在棱線上產生的凸點問題,如圖12所示。

圖11 翻邊寬度落差交匯位置修改
雖然此方案效果很好,但由于整車開發進度的原因,已經不允許產品進行設計變更。好在此時已經分析出問題的根本原因,為制定最終方案提供了思路。翻邊產生棱線凸點問題的根本原因是發生翻邊往一個方向趕料的情況,最終對策就是通過調整翻邊時序的方法抑制趕料,而此方法就是在公差允許的范圍內對產品進行微調,如圖13 所示。

圖12 翻邊寬度落差交匯位置修改后的驗證結果
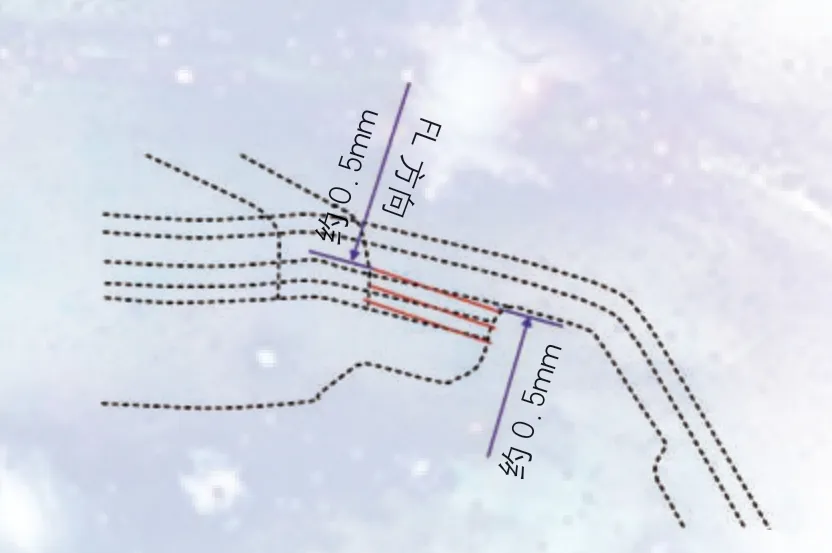
圖13 產品微調

圖14 產品微調后驗證結果
對翻邊凸凹模進行相應的調整,驗證結果符合預期,消除了OP40 翻邊后在棱線上產生的凸點問題,如圖14 所示。
結束語
側圍尾部棱線不順的問題,既有產品工藝性設計缺陷的原因,也有沖壓工藝設計缺陷的原因。大多翻邊棱線不順的原因是翻邊往一個方向發生趕料的情況,因此在產品設計同步工程階段,要針對現有工藝條件,對產品工藝性缺陷進行相應的規避。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
