汽車后門外板件沖壓成形CAE研究
2014-03-26 07:32:56李奇涵周子晴王文廣張效林
長春工業(yè)大學(xué)學(xué)報(bào) 2014年3期
關(guān)鍵詞:工藝
李奇涵, 張 亮, 周子晴, 王文廣, 張效林
(長春工業(yè)大學(xué)機(jī)電工程學(xué)院,吉林長春 130012)
0 引 言
板料成形CAE軟件到目前歷經(jīng)30多年的發(fā)展,數(shù)值模擬技術(shù)正日臻成熟,已經(jīng)成為汽車工業(yè)的一個(gè)強(qiáng)大的仿真工具[1]。目前,普遍采用的是美國ETA公司與LSTC公司共同開發(fā)的Dynaform軟件,它是用于金屬板料成形模擬的專用軟件,能夠?yàn)槟>咴O(shè)計(jì)者提供其所設(shè)計(jì)的產(chǎn)品進(jìn)行性能評估,通過預(yù)測零件的成形缺陷,進(jìn)行修改模面設(shè)計(jì)、改進(jìn)工藝方案等,因此可以顯著減少試模次數(shù),從而降低零件開發(fā)成本,縮短模具設(shè)計(jì)時(shí)間,能夠幫助金屬板材成形工藝及模具設(shè)計(jì)[2]。
汽車后門外板件是大型的汽車覆蓋件,外形較簡單且均勻,拉深的深度較深,屬于一般常見的拉深件。此類拉深件的拉深表面主要依靠壓料面下的毛坯向內(nèi)補(bǔ)充從而引起拉深變形,變形和應(yīng)力都比較均勻,成形表面塑性變形程度較大,因此,只要材料符合要求或模具狀態(tài)良好,一般不會(huì)破裂。文中采用Dynaform軟件對某汽車后門外板件在電腦虛擬環(huán)境中進(jìn)行沖壓成形數(shù)值模擬分析。
1 數(shù)值模擬分析主要步驟
1.1 導(dǎo)入零件模型與網(wǎng)格劃分
將事先在CATIA軟件中建立的汽車后門外板件模型導(dǎo)入Dynaform軟件中,如圖1所示。
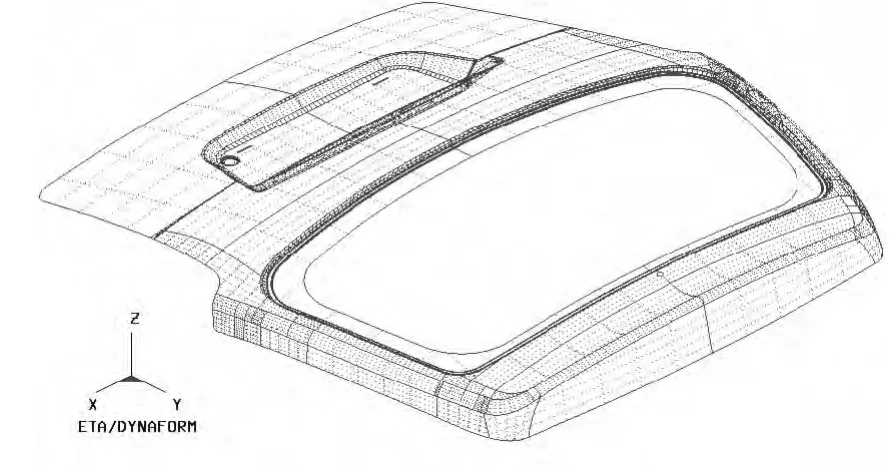
圖1 導(dǎo)入的零件模型圖
應(yīng)用Dynaform里面的網(wǎng)格劃分工具(Tool Mesh)對導(dǎo)入的模型進(jìn)行網(wǎng)格劃分[3]。通常網(wǎng)格劃分的過大,雖然減少了模擬時(shí)間,但模擬結(jié)果不準(zhǔn)確;反之網(wǎng)格劃分的越小,模擬雖然準(zhǔn)確,但模擬時(shí)間也就越長,所以網(wǎng)格劃分的大小要合理。網(wǎng)格劃分好后還要進(jìn)行網(wǎng)格檢查,主要看網(wǎng)格的法向是否一致,是否有重疊、漏洞,必要時(shí)還要進(jìn)行修補(bǔ)。劃分好的網(wǎng)格有限元模型如圖2所示。
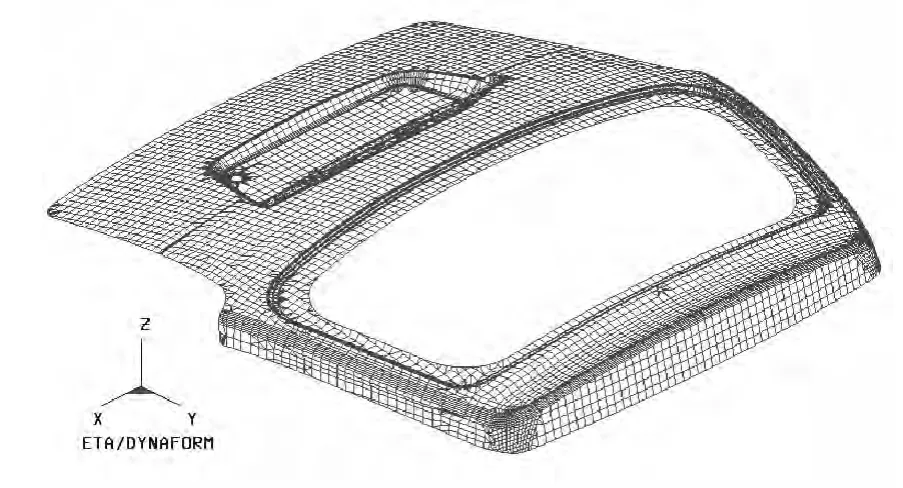
圖2 劃分網(wǎng)格后的有限元模型
1.2 調(diào)整沖壓方向與內(nèi)部填充
在Dynaform中,Z軸方向被默認(rèn)為沖壓方向,其允許用戶移動(dòng)零件并繞任意軸旋轉(zhuǎn),通過平均所有單元的法矢來調(diào)整沖壓方向,使拉延深度和沖壓負(fù)角達(dá)到最小,從而更適合于拉延。Dynaform5.7版本中有自動(dòng)調(diào)整沖壓方向的功能,可以減少調(diào)整時(shí)間。沖壓方向確定后,對零件的安裝孔、檢修孔以及螺栓孔等進(jìn)行填充。
1.3 添加工藝補(bǔ)充面及內(nèi)外壓料面
壓料面是工藝填補(bǔ)過程的一部分,而且材料的流動(dòng)受其控制,因此,要求壓料面的形狀上是簡單和平滑的。在創(chuàng)建過程中,通常有兩種方式的創(chuàng)建順序:
1)通過截面特征同工藝填補(bǔ)部分一起來創(chuàng)建;
2)首先添加壓料面,然后建立從輪廓修整到壓料面的工藝填補(bǔ)部分[4]。
壓料面選取原則[5]:
1)壓料面應(yīng)與成形模具凸模的形狀在成形的過程中坯料一直在緊張的狀態(tài)下保持一定的幾何關(guān)系,確保坯料能夠順利地、逐漸地貼緊凸模,防止產(chǎn)生皺紋;
2)為了確保坯料壓邊可靠,沖壓成形時(shí)應(yīng)選擇合理的壓料面與沖壓成形方向相對位置(水平位置是最有利的壓料面位置);
3)壓料面設(shè)計(jì)的形狀不僅應(yīng)考慮到毛坯定位的可靠和穩(wěn)定,還應(yīng)該方便送料和取件;
4)在滿足設(shè)定條件的基礎(chǔ)上合理地添加補(bǔ)充面,合理的利用材料,避免材料的浪費(fèi),減少這方面的支出。基于以上基本理念,考慮零件的特點(diǎn),利用Dynaform中的模面工程(DFE)模塊通過調(diào)整、修復(fù)、光順等工藝,最后得到的工藝補(bǔ)充面如圖3所示。
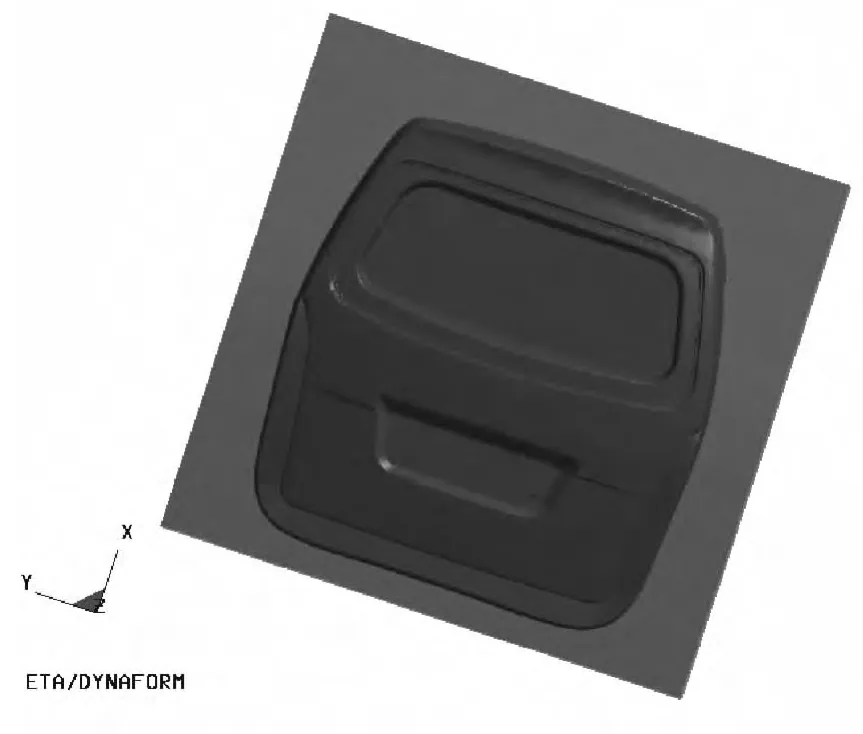
圖3 工藝補(bǔ)充面
1.4 毛坯尺寸估算與設(shè)置拉延筋
毛坯的實(shí)際尺寸就是零件的有限元模型面積加上生成的過渡面展開的面積[6]。可以利用Dynaform5.7新增一個(gè)快速展料(Quick Unfold)功能,將模型文件參數(shù)設(shè)置好后程序能夠在短時(shí)間內(nèi)快速求解,并估算出產(chǎn)品的坯料輪廓[7]。根據(jù)零件的自身特點(diǎn)布置一條封閉的拉延筋來增加進(jìn)料阻力,提升材料的塑性變形程度以防止毛坯起皺。
1.5 快速設(shè)置及任務(wù)提交
完成了上述操作后,選擇菜單Quicksetup中的Drawdie進(jìn)行快速設(shè)置。文中采用單動(dòng)力、上部工具可用拉延工藝。在界面中依次設(shè)置好毛坯(Blank)、壓邊圈(Binder)、凸模(Upper Tool)、拉延筋(DrawBeader)。根據(jù)實(shí)際情況設(shè)置零件的仿真參數(shù):凸模移動(dòng)速度5 000mm/s,壓邊力2 000kN,材料st13冷軋鋼板(DQSK36)厚度為1.2mm,再設(shè)置材料力學(xué)性能參數(shù)和拉延筋類型后提交計(jì)算。
2 數(shù)值結(jié)果模擬分析與優(yōu)化
計(jì)算完成后,所得到的拉深模擬結(jié)果文件xx.d3plot在eta/PostProcess后處理軟件中打開,就可以對模擬結(jié)果進(jìn)行分析[8]。關(guān)閉除了零件層以外其它圖層,觀察零件厚度變化,優(yōu)化前的零件厚度變化情況如圖4所示。
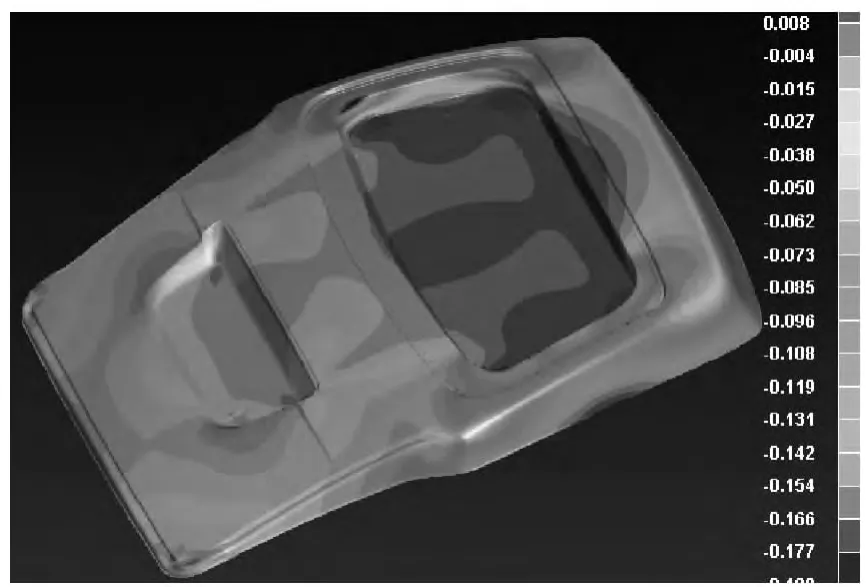
圖4 優(yōu)化前零件厚度變化圖
由圖4可知,對板料單元進(jìn)行拉深成形時(shí),坯料在靠上端中心處的變薄率最大,說明這些位置進(jìn)料阻力較大,大多數(shù)變形區(qū)不在安全區(qū)內(nèi)且拉深過大;零件小部分區(qū)域發(fā)生起皺失穩(wěn)的情況,這是不允許出現(xiàn)的,需要調(diào)整拉延筋的鎖料力。根據(jù)模擬結(jié)果,結(jié)合板料變形的特點(diǎn),通過反復(fù)提交任務(wù)與模擬最終修改如下:改變拉延筋的鎖料力,由70%減少至30%,沖壓速度和壓邊力均不改變。
優(yōu)化后零件厚度變化圖如圖5所示。
可知零件材料流動(dòng)合理,零件具有較好的塑性變形和較好的剛度,符合設(shè)計(jì)要求。
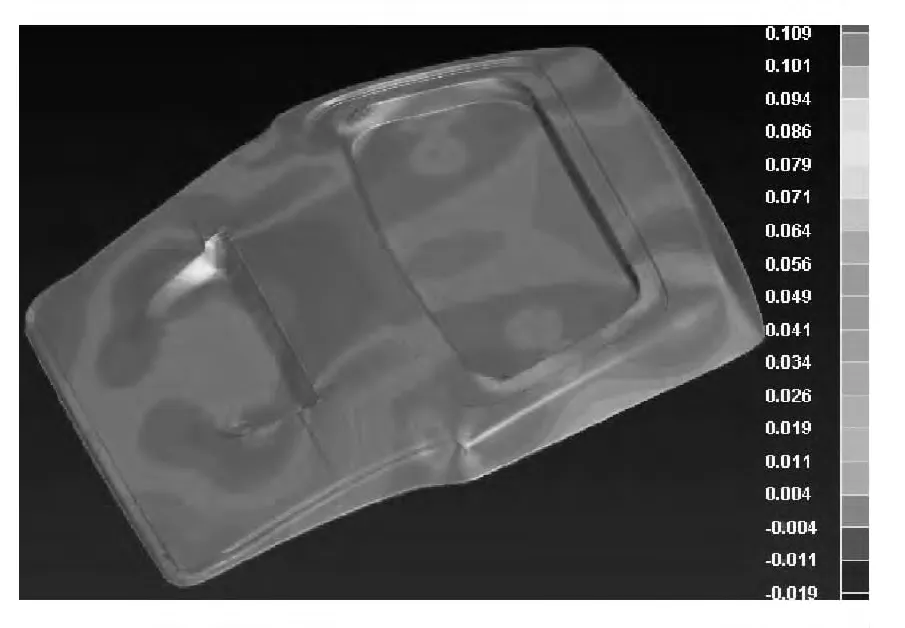
圖5 優(yōu)化后零件厚度變化圖
3 結(jié) 語
通過對汽車后門外板件進(jìn)行沖壓成形研究,不僅證明了Dynaform軟件具有很強(qiáng)的模擬分析能力,而且可以預(yù)先可視化地看到?jīng)_壓成形的過程和結(jié)果,這為調(diào)整模擬參數(shù)提供了依據(jù),達(dá)到了優(yōu)化零件成形的目的,為企業(yè)生產(chǎn)該部件提供了指導(dǎo),從而可以縮短模具設(shè)計(jì)者的研制周期,降低企業(yè)材料支出成本,提高零件的耐用性,具有很高的現(xiàn)實(shí)意義。
[1] 段成龍.金屬板料成形性能及其CAE分析[J].南方金屬,2005(5):10-12.
[2] 張慶芳.汽車縱梁沖壓回彈數(shù)值模擬與控制技術(shù)研究[D]:[碩士學(xué)位論文].長春:長春工業(yè)大學(xué)機(jī)電工程學(xué)院,2006.
[3] 趙俠.數(shù)值模擬技術(shù)在汽車覆蓋件成形中的應(yīng)用[J].鍛壓技術(shù),2006(1):15-17.
[4] 王玉國,衛(wèi)原平,沈啟,等.覆蓋件拉深模工藝補(bǔ)充部分和壓料面設(shè)計(jì)[J].上海交通大學(xué)學(xué)報(bào),1999(2):60-63.
[5] 王秀鳳,郎利輝.板料成形CAE設(shè)計(jì)及應(yīng)用[M].北京:北京航空航天大學(xué)出版社,2008.
[6] 韓玉強(qiáng),李飛舟.基于Dynaform的轎車引擎蓋板沖壓成形仿真的研究[J].金屬鑄鍛焊技術(shù),2010(8):96-98.
[7] 佚名.eta/Dynaform用戶手冊(版本5.7)[M].北京:北京出版社,2009.
[8] 陳小芳.DYNAFORM數(shù)值模擬技術(shù)在汽車覆蓋件成形中的應(yīng)用[J].熱加工工藝,2009,38(11):89-92.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52