論純電動乘用車總裝生產(chǎn)線的設(shè)計
2021-04-28 19:42:22甘國輝
時代汽車 2021年8期
甘國輝

摘 要:總裝生產(chǎn)線設(shè)計開發(fā)是總裝工程的重要內(nèi)容。文章結(jié)合純電動乘用車的結(jié)構(gòu)特點(diǎn)及工藝要求,對其總裝生產(chǎn)過程進(jìn)行了深入研究及思考,然后以生產(chǎn)線設(shè)計步驟為主線,著重分析了基本信息的收集、工藝流程及主線的設(shè)計、工藝設(shè)備及工藝布局的選擇等關(guān)鍵環(huán)節(jié),最終提出了純電動乘用車總裝生產(chǎn)線設(shè)計工作的方法及要點(diǎn),這些方法及要點(diǎn)對于總裝生產(chǎn)線規(guī)劃與設(shè)計具有一定的實(shí)用價值,能有效地保證開發(fā)質(zhì)量、縮短開發(fā)周期、降低設(shè)計成本。此外,對于企業(yè)加快形成更加科學(xué)化、高效化、規(guī)范化的汽車總裝生產(chǎn)新局面有積極的指導(dǎo)意義。
關(guān)鍵詞:純電動 乘用車 總裝 生產(chǎn)線 規(guī)劃設(shè)計 方法 要點(diǎn)
在工裝開發(fā)周期越來越短的今天,要快速、正確地開發(fā)出一條純電動乘用車總裝生產(chǎn)線,就必須對生產(chǎn)線的設(shè)計步驟及方法進(jìn)行規(guī)范化、標(biāo)準(zhǔn)化,方可實(shí)現(xiàn)。下面介紹生產(chǎn)線設(shè)計的步驟、方法及需考慮的因素。
1 獲取基本信息
總裝線設(shè)計時,首先需獲取以下信息:1)生產(chǎn)線混線車型策略,2)車型平臺及預(yù)計工時信息;3)車型參數(shù);4)生產(chǎn)綱領(lǐng);5)物料模塊化狀態(tài);6)投資預(yù)算;7)物流策略;8)總平圖等。這是成功開發(fā)生產(chǎn)線的前提條件。
2 設(shè)計工藝流程
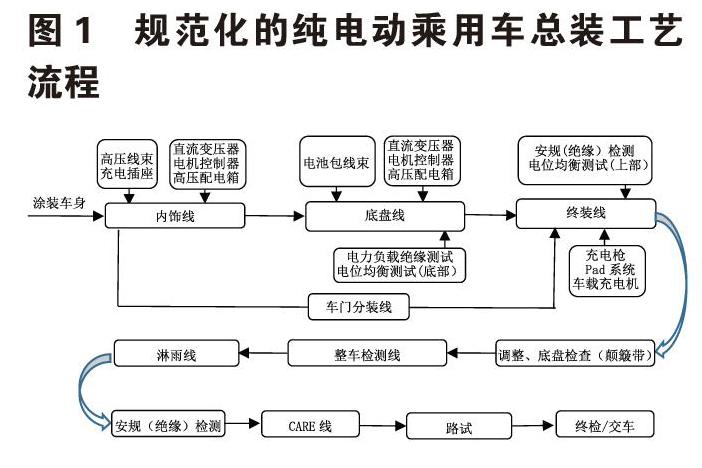
由于市場個性化需求不斷增強(qiáng),一條總裝線生產(chǎn)多種車型已成為常態(tài)。對于混線生產(chǎn)的車型,要提高模塊化、通用化及標(biāo)準(zhǔn)化水平,減少專用零部件數(shù)量。這樣即可實(shí)現(xiàn)規(guī)范化的總裝工藝流程,如圖1所示。
3 設(shè)計主線輸送設(shè)備
3.1 主線長度L(單位:m)
公式:L=(d+a)×B/{C×[60×(D ×T×n×P)/A]×Y}+E
說明:d-最大車型長度(m);a-兩車間距(取0.8m~1.2m;CARE線取1.8m);B-主線總工時(min);C-人員負(fù)荷率(取0.85~0.95);D-天數(shù)(每年);T-工作小時數(shù)(每班);n-工作班數(shù)(每天);P-設(shè)備運(yùn)行率(取0.90~0.95);A-年生產(chǎn)綱領(lǐng)(臺);Y-工位密度(取1.8-2.5);E—升降段、爬坡、轉(zhuǎn)彎及檢查、ECOS等非裝配工位長度的總和。
3.2 主線寬度(單位:mm)
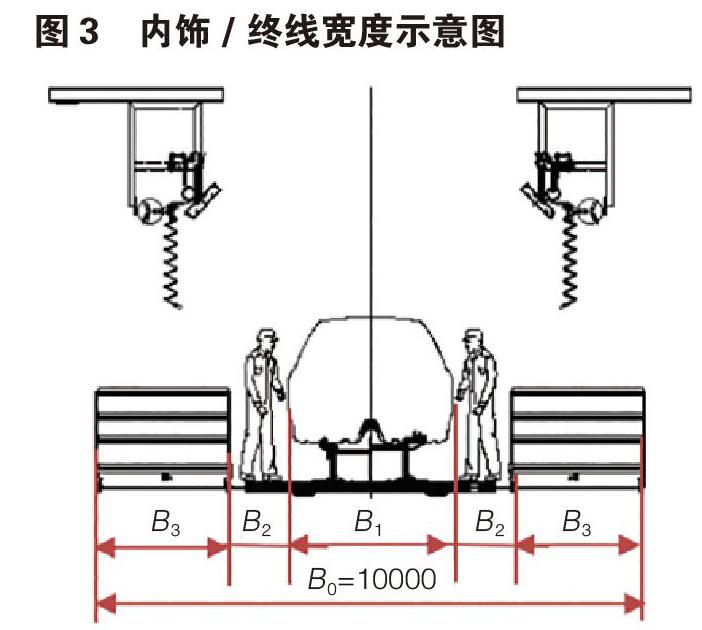
計算公式:主線寬度(B0)=最大車身或吊具寬度(B1)+作業(yè)空間(2×B2)+料架空間(2×B3),考慮將來智能化設(shè)備寬度,主線寬度統(tǒng)一取10000mm;見圖2和圖3所示。
說明:a內(nèi)飾或終裝線B1=最大車寬;底盤線B1=吊具寬度=最大車寬+400mm;
b作業(yè)空間(2×B2)=2×1500mm=3000 mm;
c內(nèi)飾或終裝線料架空間(2×B3)=(10000mm-2×B2-最大車寬);
d底盤線料架空間(2×B3)=(10000mm-2×B2-最大車寬-400mm)。
3.3 主線的分段型式
3.3.1 分段的效用
1)利于人機(jī)工程的最優(yōu)化,節(jié)約投資成本;2)便于維修和管理。通過分段控制,容易處理每段內(nèi)的故障,提高線體的運(yùn)行效率;3)利于生產(chǎn)管理與質(zhì)量控制。根據(jù)分段內(nèi)的工藝差別,實(shí)行不同的生產(chǎn)組織形式和工藝及質(zhì)量控制手段,可提高各段內(nèi)的生產(chǎn)效率及工藝、質(zhì)量控制水平。
3.3.2 分段的選擇
1)適應(yīng)裝配工藝特點(diǎn)。即要適應(yīng)如下純電動乘用車的裝配特點(diǎn):a內(nèi)飾裝配。包括儀表板總成、線束、充電插座、前懸、擋風(fēng)玻璃等;b底盤裝配。包括電池包線束、電機(jī)與懸置總成、電池包、后橋總成、輪胎等;c終裝裝配。包括電機(jī)接口附件、蓄電池、座椅、車門、加注、電檢等。
2)適應(yīng)人機(jī)工程要求。根據(jù)總裝工藝特點(diǎn),裝配線高度空間布置形式應(yīng)為:低工位—高工位—低工位。
3)通用分段型式。三段式,即低工位的內(nèi)飾工段(車身側(cè)裙下邊緣到地面高為400~450mm)、高工位的底盤工段(車身側(cè)裙下邊緣到地面高為1600~1700mm)、低工位的終裝線工段(車身側(cè)裙下邊緣到地面高為250~350mm)。
3.4 主線的運(yùn)行形式
一般分為兩種。一種是強(qiáng)制運(yùn)行式,工位上的工人利用基礎(chǔ)車身連續(xù)緩慢通過本區(qū)間的時間進(jìn)行作業(yè)。沒有等待工時的浪費(fèi),但導(dǎo)致線體長度加大,勞動強(qiáng)度增大,而且對技能要求增高。另一種是間歇運(yùn)行式,輸送機(jī)構(gòu)是作間歇運(yùn)轉(zhuǎn),當(dāng)基礎(chǔ)車身移動到工位中間時,停止運(yùn)轉(zhuǎn),工人進(jìn)行裝配,完成裝配后,輸送機(jī)構(gòu)開始運(yùn)行,將基礎(chǔ)車身輸送到下一工位,進(jìn)行下一個工作循環(huán)。有等待工時的浪費(fèi),但可使輸送線縮短,勞動強(qiáng)度降低,而且技能要求降低。
一般來說,強(qiáng)制運(yùn)行式用于大批量生產(chǎn),間歇運(yùn)行式用于小批量生產(chǎn)。對于純電動乘用車總裝線來說,優(yōu)先推薦強(qiáng)制運(yùn)行式。
3.5 主線的輸送方式
1)摩擦線輸送:通過摩擦輪,推動臺車/吊具,使之沿軌道運(yùn)行,實(shí)現(xiàn)輸送。其特點(diǎn)是:噪音小;故障率低;成本較高。應(yīng)用于底盤線、門線。
2)寬推板輸送:基礎(chǔ)車身置于滑板上,利用驅(qū)動裝置驅(qū)動摩擦副,從兩側(cè)面推動一塊滑板,然后通過它推動位于其前面的滑板,實(shí)現(xiàn)輸送。分為普通寬推板和升降寬推板。其特點(diǎn)是:輸送平穩(wěn)、噪音小;故障率低;工人隨滑板移動,勞動強(qiáng)度較低;成本較高。寬推板布置建議為水平閉環(huán)循環(huán),以提高利用率,其應(yīng)用于內(nèi)飾線、終裝線。
3)推桿鏈輸送:通過牽引鏈,帶動吊具,實(shí)現(xiàn)輸送,積放式懸掛輸送機(jī)由上、下兩層軌道組成,上層為牽引鏈軌道,下層為承載行走鏈軌道。其特點(diǎn)是:噪音較大;故障率低;可實(shí)現(xiàn)升降,但浪費(fèi)地面空間;有油品污染;成本低。應(yīng)用于空鏈,如底盤線。
4)空中自行小車:通過滑觸線取電,利用調(diào)頻電機(jī)驅(qū)動小車行走,實(shí)現(xiàn)物件的輸送;有兩種形式:一種是帶剪刀叉,另一種是不帶剪刀叉。其特點(diǎn)是:噪音小;故障率低;柔性好;無油品污染;成本高。應(yīng)用于底盤線、門線。
5)板式鏈輸送:車體置于板式鏈上,通過電機(jī)驅(qū)動板式鏈,實(shí)現(xiàn)輸送,分為單板和雙板鏈。其特點(diǎn)是:噪音小;故障率低;維護(hù)不方便;成本低。應(yīng)用于內(nèi)飾線、終裝線、調(diào)整線。
6)輥道輸送機(jī):物件置于托盤中,然后通過轉(zhuǎn)動的輥道推動托盤行走,實(shí)現(xiàn)物件的輸送。布置為閉環(huán)循環(huán),采用移行小車實(shí)現(xiàn)水平循環(huán)或采用升降機(jī)實(shí)現(xiàn)垂直循環(huán)。其特點(diǎn)是:噪音小;故障率低;維護(hù)方便;成本低。應(yīng)用于動力總成分裝線、輪胎、座椅輸送線。
主線比較流行的輸送形式:寬推板輸送(內(nèi)飾線)+摩擦線輸送(底盤線)+寬推板輸送(終裝線)。
4 選配工藝設(shè)備
為實(shí)現(xiàn)純電動汽車總裝工藝過程及保證產(chǎn)品質(zhì)量,除配備傳統(tǒng)乘用車的工藝設(shè)備外,還需配備如下純電動乘用車專用設(shè)備。
1)電力系統(tǒng)負(fù)載絕緣電阻測試設(shè)備。由工控機(jī)、絕緣測試儀、測試線纜等組成;對不含電源的B級電壓電力系統(tǒng)負(fù)載帶電部分相對于電平臺的絕緣電阻進(jìn)行測試。
2)電位均衡檢測設(shè)備。由工控機(jī)、直流等電位測試儀、測試線纜等組成;對高壓配電盒、前后電機(jī)控制器、電池包、電機(jī)等部件的電位進(jìn)行測試。
3)EV安規(guī)測試及絕緣監(jiān)測功能驗(yàn)證設(shè)備(淋雨前)。由工控機(jī)、安規(guī)測試儀、數(shù)字電壓儀、可調(diào)節(jié)電阻器、測試線纜等組成。對整車交/直流充電插座安規(guī)、整車級絕緣電阻、絕緣電阻監(jiān)控功能驗(yàn)證進(jìn)行測試。
4)EV安規(guī)測試設(shè)備(淋雨后)。由工控機(jī)、安規(guī)測試儀、數(shù)字電壓儀、測試線纜等組成。對整車交/直流充電插座安規(guī)、整車級絕緣電阻進(jìn)行測試。
5)交/直流充電性能及故障模擬測試設(shè)備。由工控機(jī)、直流充電測試系統(tǒng)、定制化交/直流充電測試槍頭、測試電纜等組成。對交/直流充電、充電過程中實(shí)時檢測、交/直流充電異常故障模擬進(jìn)行測試。
5 選配電控系統(tǒng)
國內(nèi)外的總裝生產(chǎn)線的發(fā)展趨勢是自動化、數(shù)字化、智能化。廣泛采用PLC控制,線體的啟動、輸送速度、設(shè)備停工信息時刻與整個工廠的生產(chǎn)管理系統(tǒng)進(jìn)行聯(lián)網(wǎng),建立ANDON和MES相結(jié)合的系統(tǒng)。故總裝生產(chǎn)線設(shè)計除目前通用的電氣控制需滿足外,還需重點(diǎn)考慮到新技術(shù)的應(yīng)用等因素,隨著物聯(lián)網(wǎng)、自動化、智能制造等技術(shù)的發(fā)展和應(yīng)用普及,將會有更多的智能化設(shè)備、工裝及工具需要加入到系統(tǒng)中進(jìn)行互聯(lián)。故總裝生產(chǎn)線電氣控制系統(tǒng)的設(shè)計應(yīng)具有先進(jìn)性及前瞻性,生產(chǎn)線硬件和軟件要預(yù)留有與MES、智能化設(shè)備等連接的接口,并要具有可擴(kuò)展和升級的空間。
6 設(shè)計平面布局圖
純電動汽車總裝工藝與傳統(tǒng)汽車總裝工藝在整體平面布置上沒有很大的差異,但如果考慮建設(shè)動力電池PACK線,則需增加動力電池PACK線的平面布局。
總裝平面圖布置形式多樣,每種形式有其優(yōu)缺點(diǎn),我們在設(shè)計平面布置圖時要堅持安全環(huán)保、簡單化、流向合理、移動最短、有效利用面積、彈性的原則,并結(jié)合各布置形式的特點(diǎn),進(jìn)行平面布置圖設(shè)計。下面分類介紹幾種布置形式,以供參考選擇。1)S 形布置:各工藝段水平排列,生產(chǎn)線呈S狀分布。該布置特點(diǎn):生產(chǎn)區(qū)域集中,生產(chǎn)線表面積較小,物流輸送路徑集中,不利于大件輸送,高JPH下,對物流有壓力,不利于外部排序;2)U形布置:生產(chǎn)線呈U型分布。該布置特點(diǎn):生產(chǎn)區(qū)域相對集中;生產(chǎn)線表面積較大,物流較好;物流輸送路徑相對分散,可滿足較高JPH;有利于外部直送,尤其是U型口位置;3)T 形布置:生產(chǎn)線呈T型分布。該布置特點(diǎn):生產(chǎn)區(qū)域相對集中;生產(chǎn)線表面積較大,物流較好;物流輸送路徑相對分散,可滿足較高JPH;有利于外部直送,尤其是T型的兩個缺口位置;4)L形布置: 生產(chǎn)線呈L型分布。該布置特點(diǎn):生產(chǎn)區(qū)域相對集中;生產(chǎn)線表面積較大,物流較好;物流輸送路徑相對分散,可滿足較高JPH;有利于外部直送,尤其是L缺口位置;5)其他異型布置:生產(chǎn)線呈十字、米字、扇形等形狀分布。該布置特點(diǎn):生產(chǎn)區(qū)域分散;生產(chǎn)線表面積較大,利于物流直送;對總成供貨,直送要求高;可滿足較高JPH的產(chǎn)能。
7 結(jié)束語
在開發(fā)純電動乘用車總裝生產(chǎn)線時,除遵循上述基本步驟和方法外,還需綜合考慮生產(chǎn)企業(yè)的實(shí)際、汽車市場供需、采購成本、維修成本、能源消耗等方面, 同時需要技術(shù)人員密切關(guān)注純電動汽車追求科技感和時尚感的特點(diǎn),全景玻璃、旋轉(zhuǎn)座椅、快速更換電池機(jī)構(gòu)、無線充電技術(shù)等將廣泛應(yīng)用,相應(yīng)總裝工程技術(shù)也需做相應(yīng)變化, 緊跟時代科技發(fā)展步伐,不斷創(chuàng)新應(yīng)用新技術(shù),方能正確開發(fā)出一條高效、節(jié)能、實(shí)用的總裝生產(chǎn)線。
參考文獻(xiàn):
[1]王靈仙.汽車總裝線的設(shè)計與實(shí)踐[J]. 陜西汽車,1996,(06):23-24.
[2]武林.乘用車“理想化”總裝車間規(guī)劃方案解析[J].汽車工藝與材料,2017,(02):1-7.
[3]李建,梁剛,劉巍. 純電動汽車的結(jié)構(gòu)原理與應(yīng)用探討[J].裝備制造技術(shù),2011,(01):108-117.
[4]黃石.基于與傳統(tǒng)汽車比較的純電動汽車總裝工藝分析[J].南方農(nóng)機(jī),2017,48(20):73.
[5]劉一昕.淺談新能源汽車和傳統(tǒng)汽車的總裝工藝比較[J]. 裝備制造技術(shù),2012(3):56-57.
[6]李向兵.汽車總裝工序排布方法及原則[J]. 汽車工藝師,2015,(01):67-68.
[7]楊宜,白如玉.汽車總裝生產(chǎn)線的研究[J].科技致富向?qū)В?011(06):213.
[8]王元.汽車總裝生產(chǎn)線分析[J].科技創(chuàng)新與應(yīng)用,2016,(03):79.
[9]左京京.汽車總裝線的設(shè)計步驟和方法[J].黑龍江科學(xué),2014,(04):110.
[10]王治校,孫松林.汽車總裝工藝研究與分析[J].赤子(上中旬),2015,(10):251.
[11]馮孝強(qiáng),龔雄杰,譚永祥.純電動汽車與傳統(tǒng)汽車總裝工藝差異性分析[J].汽車工業(yè)研究,2016,(10):55-58.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2023年3期)2023-03-21 00:44:54
保健醫(yī)苑(2022年5期)2022-06-10 07:47:26
學(xué)校教育研究(2020年13期)2020-07-07 09:31:30
學(xué)生天地·小學(xué)低年級版(2019年9期)2019-11-22 10:43:40
學(xué)生天地·小學(xué)低年級版(2019年5期)2019-06-05 01:15:11
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56