含熱塑性紗線的RTM成型工藝復合材料的超聲檢測
2021-04-21 04:07:06譚姚姚
無損檢測 2021年4期
譚姚姚
(江蘇恒神股份有限公司,鎮江 212000)
不同的成型工藝及原材料所制得的復合材料層壓板的超聲性能均會存在差異,同樣厚度層壓板的超聲衰減量及其A掃描波形也會存在不同。對不同工藝及材料制造的層壓板單獨進行內部質量分析就很有必要。
常用的碳纖維復合材料成型工藝有熱壓罐工藝、樹脂傳遞模塑成型(RTM)工藝、纏繞工藝、拉擠工藝、手糊工藝等。常用的復合材料成型工藝又包含樹脂傳遞模塑(RTM)工藝和真空輔助樹脂傳遞模塑(VARI)工藝及其他RTM成型工藝。文中采用的復合材料層壓板采用RTM工藝制備。RTM工藝[1]是指在設計好的模具中放置預成型增強體,閉合模具后,在壓力作用下注入樹脂,樹脂流動浸潤增強體,并加熱固化后脫模得到復合材料制件。
作為RTM工藝常用的原材料之一的復合材料編織預成型體,一般為雙向布、多軸向經編織物、三維機織體、立體編織物、單絲定向鋪放織物等幾種類型(見圖1)。采用編織纖維代替簡單的纖維迭層方法進行制造,可防止某些方向的強度過低。文中采用的是單絲定向鋪放織物織成的復合材料預成型體。
1 試驗制備及試驗結果
1.1 主要原輔材料和儀器設備
試驗用主要原輔材料如表1所示,主要設備如表2所示,其中超聲無損檢測所用的儀器為奧林巴斯公司的OMINI SCAN MX2接觸式反射法超聲C掃系統,系統外觀如圖2所示。該超聲C掃系統帶有機械運動支架,可進行平面C掃描,探頭選用5 MHz、64晶片的相控陣探頭。
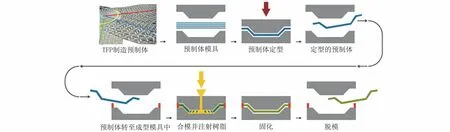
圖3 鋪縫RTM成型復合材料制備流程示意

圖1 常用復合材料預成型體類型

表1 主要原輔材料

圖2 接觸式反射法超聲C掃系統外觀

表2 主要設備
1.2 試樣的制備
1.2.1 預成型體RTM成型復合材料層壓板的工藝流程
試驗采用的預成型體分為兩種,一種為含有熱塑性紗線的編織織物,一種為不含熱塑性紗線的雙向布。試驗選用平板層壓板,厚度相同,纖維體積含量控制在(53±3)%,在完成預成型體制作后采用RTM工藝成型。RTM成型復合材料制備流程[2]為:預成型體的鋪縫→預成型體熱定型→基布分離→預制體鋪放→合模→注膠→固化→脫模,其流程如圖3所示(圖中TFP為纖維變角度牽引鋪縫技術)。RTM成型注膠及固化工藝過程曲線如圖4所示。
1.2.2 人工缺陷試板的制備
編織織物的預成型體分為3個子預成型體,為了研究超聲檢測設備對該種復合材料缺陷的檢測能力,共設計了兩種人工缺陷預埋方案。① 在各子預成型體之間預埋尺寸(長×寬)為9 mm×5 mm的人工缺陷;② 在子預成型體1的第2層與第3層之間,子預成型體2的中間層,子預成型體3的倒數第2層和倒數第3層間分別預埋尺寸(長×寬)為9 mm×5 mm的人工缺陷。兩種方案的人工缺陷預埋深度位置示意如圖5所示。

圖4 RTM成型注膠及固化工藝過程曲線

圖5 人工缺陷預埋深度位置示意
1.2.3 金相檢驗試樣的制備
試驗選取了含有熱塑性紗線和不含熱塑性紗線的兩種不同材料的層壓板,在完成超聲檢測后,對每塊試板分別切了尺寸(長×寬)為20 mm×10 mm的金相檢驗試樣。為了保證檢測結果的均勻性與穩定性,每種試樣各選取了3個進行金相檢驗。
金相檢驗試樣的制備過程如下:首先對試樣進行包覆,采用美國Buehler公司生產的SimpliMet4000熱壓鑲嵌機進行樣品包覆,并在90 ℃下固化15 min,固化完成后對觀察截面依次用800目,1 000目,1 500目及2 000目水磨砂紙進行打磨,每更換一次砂紙都應將試樣徹底清洗干凈,最后用絨布和粒度約為0.5 μm的金剛石拋光粉進行拋光,直到試樣表面無明顯劃痕為止,拋光完成后可用超聲波清洗器清洗試樣,以防止拋光粉堵塞孔隙,最后用酒精擦拭并烘干試樣。包覆并打磨拋光后的金相試樣實物如圖6所示。
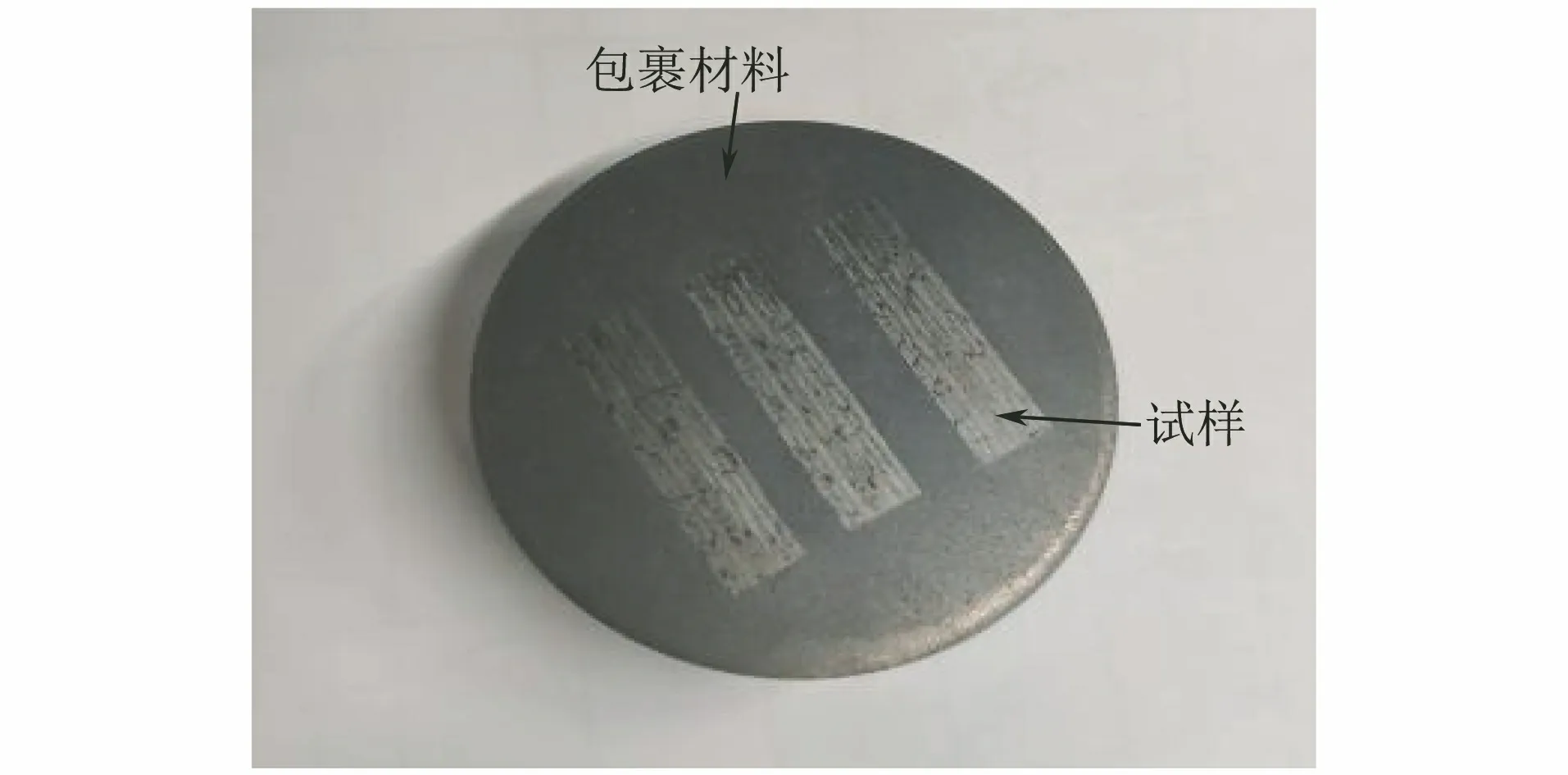
圖6 包覆并打磨拋光后的金相試樣實物
1.3 試驗結果
1.3.1 超聲檢測結果
對兩種不同材料但工藝及厚度相同的層壓板進行超聲檢測。在設備型號及設備參數保持一致的情況下,含有熱塑性紗線的層壓板超聲A掃描結果和截取底面回波信息的C掃描結果如圖7所示,不含熱塑性紗線的層壓板超聲 A掃描結果和截取底面回波信息的C掃描結果如圖8所示。

圖7 含熱塑性紗線層壓板的超聲檢測結果

圖8 不含熱塑性紗線層壓板的超聲檢測結果
從圖7(a)的波形中可以清楚地觀察到超聲波的表面回波和底面回波。與不含熱塑性紗線的波形相比,在同樣的材料工藝及厚度條件下,在t1時刻底面回波幅值降低。從圖7(b)及圖8(b)截取的底面回波信號形成的C掃結果也可以看出,含熱塑性紗線層板的整體底面回波幅度比不含熱塑性紗線層板的要低。二者幅度的差值主要是由超聲波在層壓板中的衰減引起的[3]。
由于RTM成型復合材料含有熱塑性紗線,在靠近試板表面回波附近,其超聲A掃描波形出現較為密集的連續多個反射回波,這是該種材料RTM成型復合材料層壓板的波形特征,如圖7(a)紅色框部分所示,圖8(a)中不含熱塑性紗線的RTM層板波形就不存在這個特征。
出現以上現象可能與超聲波在介質中的傳播特點以及含有熱塑性紗線的RTM成型復合材料的宏觀組織結構有關。當超聲波經過兩種介質的界面時,如果聲波波長小于界面尺寸,那么聲波會發生反射。聲波波長λ與波速v的關系為
(1)
式中:f為中心頻率 。
超聲探頭的頻率為5 MHz,選用接近零孔隙率的試樣,測得其聲速約為2 857 m·s-1,根據式(1)可以計算出聲波波長約為570 μm,當試樣中界面尺寸大于570 μm以上時,聲波會發生反射。試驗用的RTM成型復合材料中除了纖維和樹脂基體外,還存在熱塑性紗線,在樹脂固化過程中,由于熱塑性紗線和樹脂基體不相容,所以兩者存在界面。
同時,由圖8(a)可以看到表面回波和底面回波之間存在幅度較弱的回波,這是由于層壓板中存在有聲阻抗差異的熱塑性紗線與樹脂、纖維與樹脂等的界面,但與底波相比這些回波幅度很小,因此可以判定該區域無宏觀缺陷[3]。
對子預成型體之間埋有聚四氟乙烯薄膜的層板進行超聲無損檢測,子預成型體1和子預成型體2之間預埋缺陷的A掃結果如圖9(a)所示,C掃結果如圖9(b)所示,子預成型體2和子預成型體3之間的預埋缺陷A掃結果如圖9(c)所示,C掃結果如圖9(d)所示。
在子預成型體內部縫合聚四氟乙烯薄膜,對層板進行超聲無損檢測,上層缺陷的A掃結果如圖10(a)所示,其C掃結果如圖10(b)所示;中層缺陷A掃結果如圖10(c)所示,其C掃結果如圖10(d)所示;下層缺陷A掃結果如圖10(e)所示,其C掃結果如圖10(f)所示。
對于預埋宏觀缺陷區域,無論是埋在子預成型體之間的缺陷還是縫合在預制體內部的缺陷,都可以觀察到表面回波和底面回波之間出現波幅較大的缺陷回波,說明所含缺陷材料的聲阻抗遠小于層壓板的聲阻抗,這與分層缺陷理論一致。從分層缺陷回波在時間基準線上的位置可以判斷缺陷的深度,這與缺陷實際預埋深度位置基本吻合。
通常將反射波聲壓與入射波聲壓的比值稱為聲壓反射率[4](用r表示),將透射波聲壓和入射波聲壓的比值稱為聲壓透射率(用t表示),分別如式(2),(3)所示。
(2)

(3)
式中:Z1為第一種介質的聲阻抗;Z2為第二種介質的聲阻抗。

圖9 子預成型體間預埋缺陷的超聲檢測結果

圖10 子預成型體內部縫合缺陷的超聲檢測結果
從式(2),(3)可以看出,界面兩側介質的聲阻抗差異決定著反射率和透射率。差異越大,反射率越大,透射率越小[5];相反,當界面兩側介質的聲阻接近時,反射率幾乎為零。
選擇接近“零孔隙率”(孔隙率小于0.1%)的試樣,依據浮力法,分別測得RTM碳纖維復合材料的密度為1.50 g·cm-3,聲速約為2 857 m·s-1,計算得到聲阻抗約為4.286×106kg·m-2·s-1;空氣密度為1.21×10-3g·cm-3,聲速約為340 m·s-1,其聲阻抗約為411.4 kg·m-2·s-1。從以上結果可知,當超聲波從RTM復合材料進入分層缺陷后,透射率接近于0%,反射率接近于100%。
對預埋的缺陷進行測量,其實際面積與理論面積偏差如表3所示。

表3 預埋缺陷實際面積與理論面積偏差
從表3可以看出,縫合在子預成型體內部的缺陷尺寸與理論尺寸的偏差更小,實際面積超出理論面積的百分比分別為0.05%,0.01%和0.13%。而子預成型體層間的缺陷面積則超出理論面積的0.31%和0.25%。且所有預埋缺陷超聲檢測缺陷面積均比實際預埋的缺陷面積偏小,這代表預埋缺陷周邊沒有擴散的分層,且還有樹脂向缺陷內部滲透的趨勢。
1.3.2 金相檢驗結果
圖11為RTM成型含熱塑性紗線和未含熱塑性紗線的“0孔隙率”復合材料層壓板的金相檢驗結果,熱塑性紗線分布在樹脂基體中,存在界面且尺寸大于聲波波長,而未含熱塑性紗線的RTM成型復合材料中未出現大于聲波波長的界面,以此證明了以上分析的合理性。

圖11 RTM工藝成型有和無熱塑性紗線復合材料層壓板的金相檢驗結果
由超聲和金相檢驗結果可知,對于含有熱塑性紗線的RTM復合材料層壓板,在距離表面回波附近的密集回波并非材料內部缺陷信號。
2 結語
介紹了RTM成型復合材料層壓板的超聲檢測原理,并通過制備分層試板進行驗證。結果表明,當超聲探頭為5 MHz時,接觸式反射法可以有效地識別分層缺陷。
試驗發現了RTM成型復合材料層板含有熱塑性紗線的A掃描特有的波形特征,即在表面回波附近出現連續密集的多個回波,結合金相檢驗結果,并從超聲波在介質中傳播特點的角度出發,解釋了該波形是由熱塑性紗線在樹脂基體中不規則分布引起的,并非缺陷信號。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03