熱軋生產(chǎn)線粗軋R1軋機自由軋制技術的研發(fā)和應用
2021-04-20 03:37:38賀亮王存劉旺臣王杰李江委
鞍鋼技術 2021年2期
賀亮,王存,劉旺臣,王杰,李江委
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007)
鞍鋼股份有限公司鲅魚圈鋼鐵分公司1580熱連軋生產(chǎn)線(以下簡稱“1580熱軋線”)于2008年9月投產(chǎn),主要由加熱爐、粗軋機組、精軋機組和卷取機組等設備組成。其中,粗軋機組壓下變形量最大,采用多道次可逆軋制生產(chǎn)工藝。產(chǎn)線品種規(guī)格繁多,生產(chǎn)瓶頸各不相同,粗軋軋機單一的生產(chǎn)方式明顯呈現(xiàn)出了生產(chǎn)瓶頸,限制了精軋機發(fā)揮最大效能。通過對設備布局和控制時序的研究,開發(fā)出針對偏小單重、節(jié)奏限制不明顯的低碳、普碳商用產(chǎn)品的R1自由軋制生產(chǎn)工藝,對熱軋帶鋼質量提升和節(jié)能降耗起到積極有效的作用。
1 粗軋區(qū)域軋制工藝和存在的問題
1.1 粗軋區(qū)域軋制工藝
1580熱軋線粗軋機組主要設備及參數(shù)見表1。
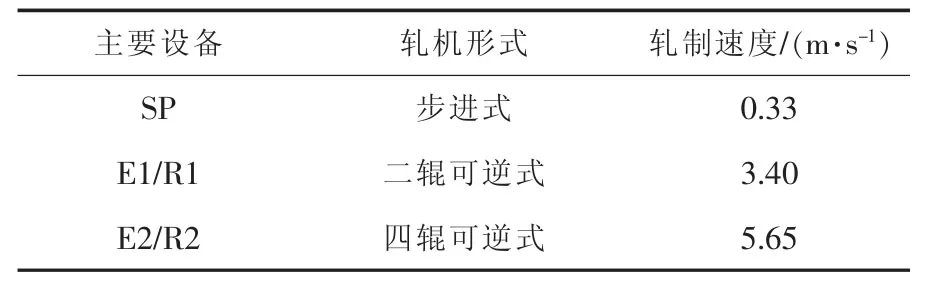
表1 1580熱軋線粗軋區(qū)域主要設備及參數(shù)Table 1 Main Equipment in Roughing Zone of 1580 Hot Rolling Line and Corresponding Parameters
1580熱軋生產(chǎn)線粗軋區(qū)域主要采取 “3+3”軋制工藝,即R1軋機和R2軋機分別進行三道次可逆軋制。在“3+3”軋制工藝中,也可分為平行軋制和相對軋制兩種比較規(guī)范的軋制方法。
粗軋區(qū)域“3+3”平行軋制示意圖如圖1所示,該軋制工藝的特點為第一、三道次,以R2軋機為優(yōu)先原則,第二道次以R1優(yōu)先為原則;這種軋制工藝可以忽略中間輥道長度的限制,作業(yè)規(guī)范性明顯提升,但SP定寬機軋制速度、單架軋機軋制能力和邏輯條件對軋制效率影響較大。

圖1 粗軋區(qū)域“3+3”平行軋制示意圖Fig.1 Schematic Diagram for“3+3” Parallel Rolling in Rough Rolling Zone
粗軋區(qū)域“3+3”相對軋制示意圖如圖2所示,該軋制工藝的特點為 R2軋機領先R1軋機一個道次,以R1軋機為優(yōu)先原則;這種軋制工藝的優(yōu)點是錯開兩架軋機作業(yè)的高峰期,相對減少精軋限制對粗軋的影響,但粗軋區(qū)域兩架軋機之間的限制條件影響較為突出。
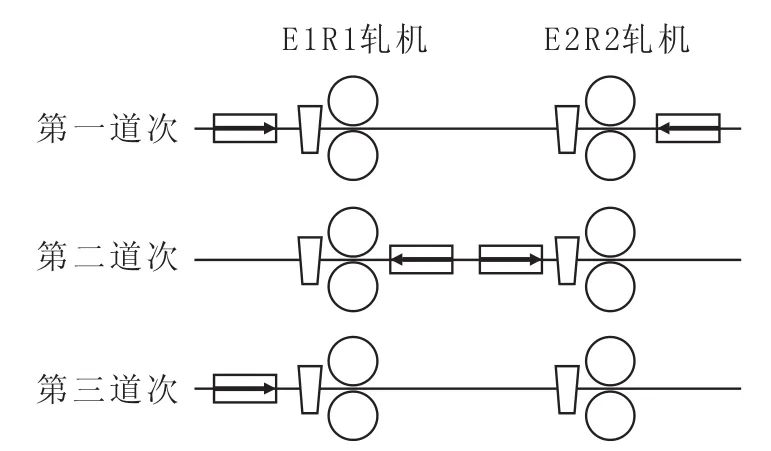
圖2 粗軋區(qū)域“3+3”相對軋制示意圖Fig.2 Schematic Diagram for“3+3” Relative Rolling in Rough Rolling Zone
1.2 粗軋區(qū)生產(chǎn)存在的問題
1580熱軋線投產(chǎn)以來,根據(jù)自身軋制條件,對平行軋制和相對軋制都有所涉獵。在軋制薄材、難軋材時,板坯單重小,搬運速度快,SP定寬機不參與軋制,一般采用平行軋制的工藝,但是精軋限制明顯突出;在軋制常規(guī)規(guī)格時,SP定寬機參與軋制,中間輥道限制條件較少,一般采用相對軋制的工藝,但相對效率較低。由于條件的限制,粗軋區(qū)域溫降較大,降幅達到180~200℃,影響了精軋軋制穩(wěn)定性,事故較多。因此研究提高粗軋軋制效率,減少粗軋溫降,降低煤氣能耗,是生產(chǎn)的迫切需求,也是提高企業(yè)效益的重要舉措。
2 粗軋區(qū)域R1自由軋制工藝的研發(fā)
1580熱軋線薄材占比較多,且精軋機組純軋時間長,精軋機組的限制條件是客觀存在的。所以,R1自由軋制工藝的研發(fā)是以R2軋機效率最大化為前提,解除R1軋機與R2軋機之間的進鋼連鎖限制,在保證板坯安全距離的情況下,將R1軋機的效率提升到最大。
2.1 R1自由軋制工藝方案可行性論證
根據(jù)原料板坯尺寸、軋制壓下制度及R1、R2軋機間輥道長度驗證工藝方案可行性。
粗軋區(qū)域R1~R2軋機中間輥道分布圖見圖3,粗軋區(qū)域G組中間輥道數(shù)量及輥距見表2。粗軋區(qū)域R1~R2軋機中間分布G1~G10共10組輥道、98根運輸輥,輥道間距為0.8 m,計算R1、R2之間輥道總長度Ls=97×0.8 m=77.6 m。
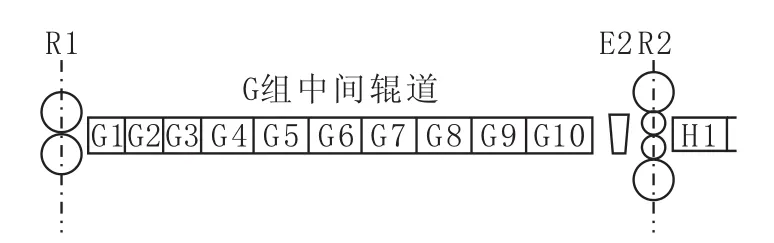
圖3 粗軋區(qū)域R1~R2軋機中間輥道分布圖Fig.3 Distribution Map for Intermediate Tables between R1 Rolling Mill and R2 Rolling Mill in Rough Rolling Zone
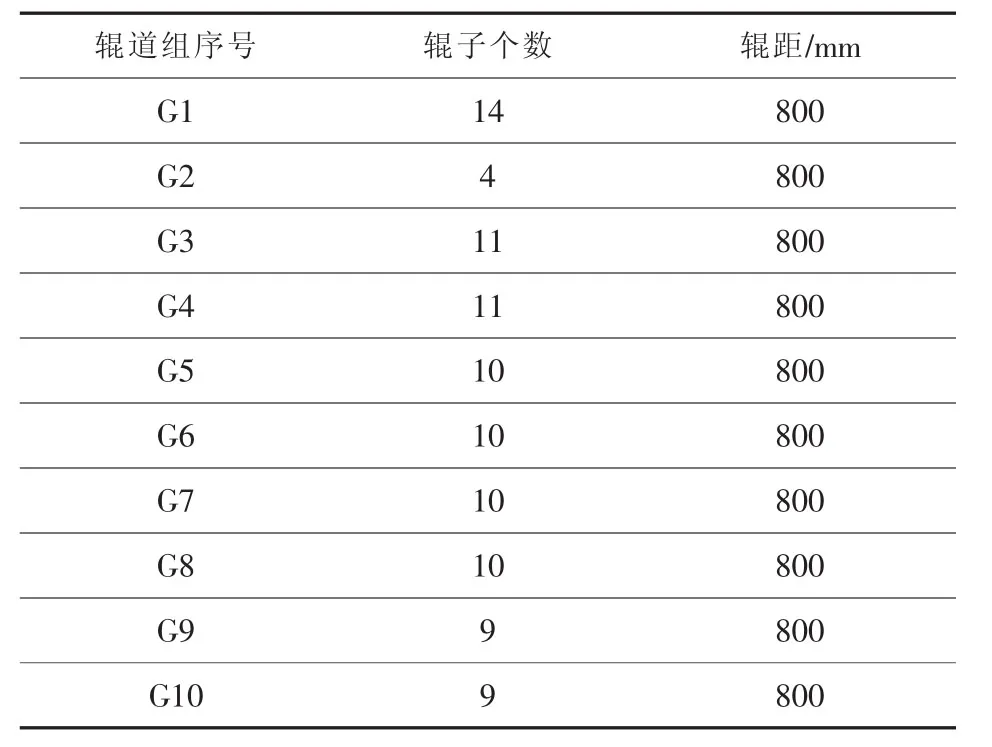
表2 粗軋區(qū)域G組中間輥道數(shù)量及輥距Table 2 Number of Intermediate Tables and Their Roller Spacing for G Group in Rough Rolling Zone
最大板坯尺寸:寬度B=1.45 m,厚度H=0.2 m,長度L=12.3 m,成品寬度1.25 m。按照1580熱軋線粗軋軋制制度,R1第一道次、R2第二道次達到最大壓下量的中間坯厚度分別為146.55 mm和 51.72 mm。根據(jù)體積不變定律 B×H×L=B×H×L計算得出:R1軋完第一道次中間坯長度L=16.786 m;R2軋完第二道次中間坯長度L=47.560 m。
考慮各道次軋機拋鋼距離和兩塊中間坯間隔距離,設計安全附加長度L=10 m,則在G組輥道擺放2塊板坯需用輥道最大長度L=L+L+L=16.786 m+47.560 m+10 m=74.346 m。對比實際輥道長度 L和理論計算需用長度 L得出,L>L,輥道長度可以滿足自由軋制工藝方案。
2.2 R1自由軋制工藝方案設計與實施
在軋線初始工藝設計中,為防止中間坯在G輥道發(fā)生碰撞,當R1、R2其中一架軋機正在使用G輥道時,另一架軋機將無法同時工作,中間坯在機前強制擺動,其邏輯判斷如圖4所示。

圖4 初始粗軋機進鋼聯(lián)鎖條件邏輯判斷簡圖Fig.4 Logical Judgment Diagram for Interlocking Conditions for Feeding Steel by Initial Rough Rolling Mill
根據(jù)本方案可行性論證階段的計算,G輥道長度可以滿足R1第一道次和R2第二道次同時軋鋼。實現(xiàn)這個方案需要進行以下三步工作:
(1)將G4輥道以中間一根輥子為界,分解為G4-1、G4-2 兩組,G1~G4-1 輥道供 R1 第一道次使用,G4-2~G10輥道供R2第二道次使用。
(2)修改粗軋機進鋼聯(lián)鎖的邏輯判斷條件,將G1~G4-1輥道是否有鋼作為R1軋機第一道次進鋼聯(lián)鎖的邏輯判斷條件,將G4-2~G10輥道是否有鋼作為R2軋機第二道次進鋼聯(lián)鎖的邏輯判斷條件,改進后粗軋機進鋼聯(lián)鎖條件邏輯判斷簡圖如圖5所示。
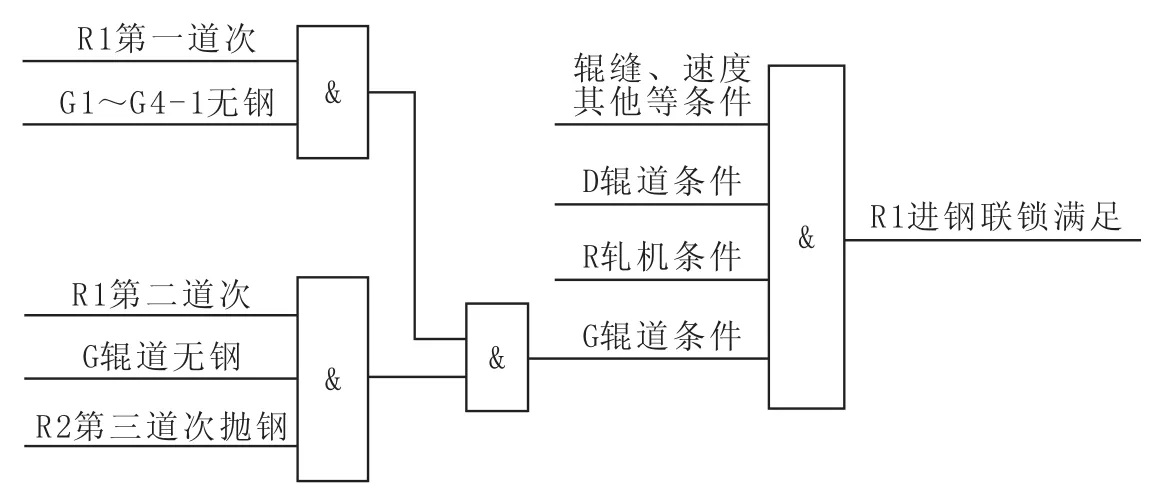
圖5 改進后粗軋機進鋼聯(lián)鎖條件邏輯判斷簡圖Fig.5 Logical Judgment Diagram for Interlocking Conditions Improved for Feeding Steel by Initial Rough Rolling Mill
(3)為防止R2軋機在未軋完的情況下R1軋機第三道次進鋼可能發(fā)生中間坯相撞事故,設立G組輥道正向聯(lián)鎖、H組輥道正向聯(lián)鎖、R1反向道次聯(lián)鎖和R2反向道次聯(lián)鎖,建立D組輥道、G組輥道、R1、R2以及H組輥道軋制順序流等連鎖條件,在R1軋機第三道次進鋼聯(lián)鎖條件中增加R2軋機第三道次拋鋼完成的邏輯判斷,并對R1、R2軋制順序設置為以R2軋機優(yōu)先。
為進一步提高程序改進后的生產(chǎn)安全性,在二級軋制模型中加入R1、R2軋機軋制中間坯長度計算判斷、壓下率自動優(yōu)化及中間坯超長自動封鎖等邏輯判斷和功能,二級系統(tǒng)中間長度自動控制優(yōu)化程序圖如圖6所示。二級系統(tǒng)根據(jù)原料規(guī)格、成品規(guī)格和軋制模型等數(shù)據(jù)庫參數(shù),對R1、R2軋機壓下率進行預設定計算。當R2軋機第二道次中間坯長度和下一塊R1軋機第一道次中間坯長度合計值超出極限值時,二級系統(tǒng)自動在限幅區(qū)間內對各道次壓下率進行調整,進行第二次中間坯長度計算;如果長度滿足條件,按第二次計算結果向一級系統(tǒng)傳輸軋制數(shù)據(jù);如果在壓下率限幅區(qū)間內中間坯長度計算超限,二級系統(tǒng)則以板坯最快通過R2軋機為原則進行第三次計算,向一級系統(tǒng)傳輸軋制數(shù)據(jù)和中間坯長度超限報警,一級系統(tǒng)對軋制時序進行自動限制,防止發(fā)生中間坯相撞的事故。
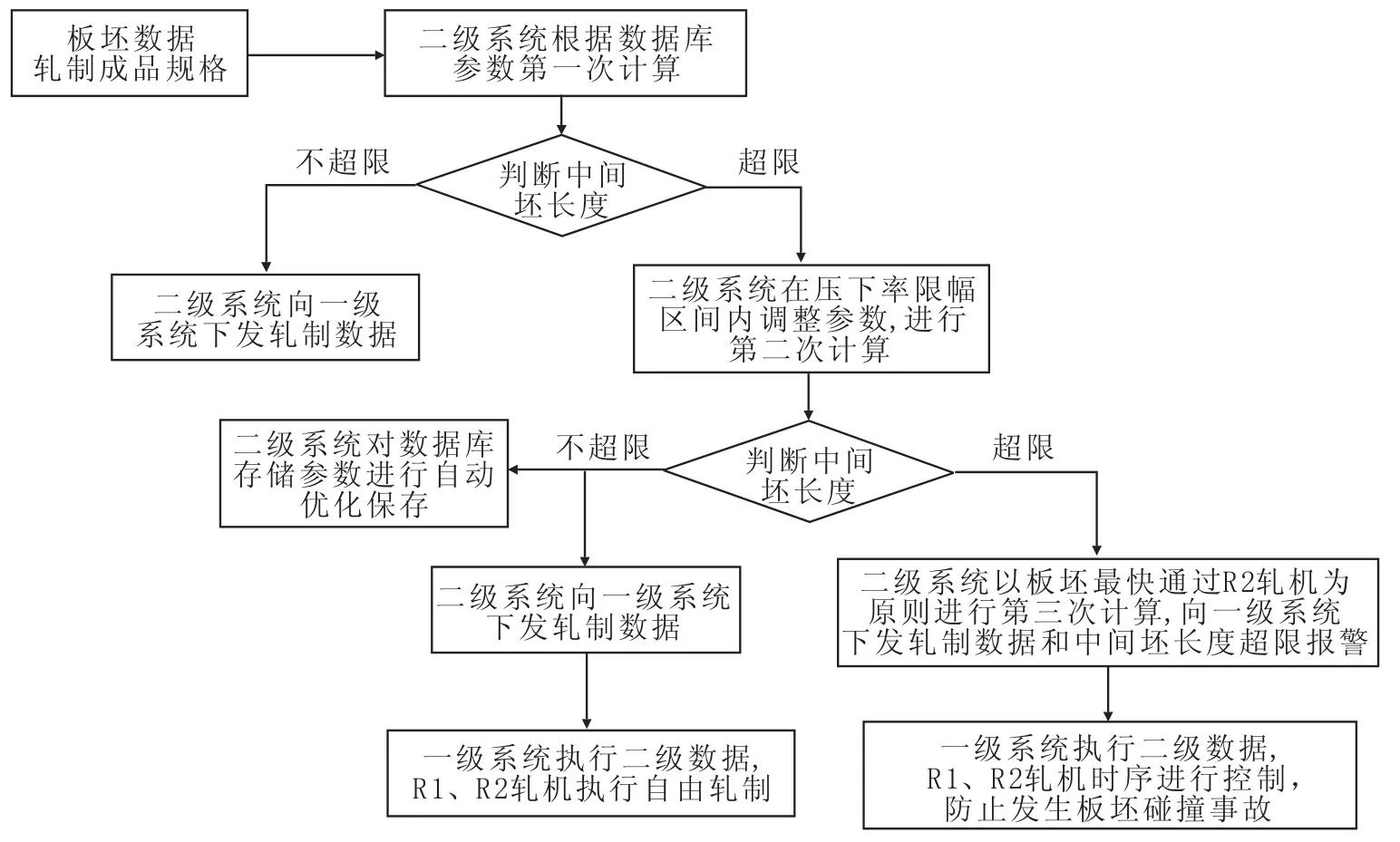
圖6 二級系統(tǒng)中間長度自動控制優(yōu)化程序圖Fig.6 Automatic Control Optimization Program Diagram for Intermediate Length in Secondary System
3 應用效果
R1軋機自由軋制技術在1580熱連軋生產(chǎn)線投入使用,得到了很好的效果。通過對軋機聯(lián)鎖條件和控制時序的修改和對試驗進行驗證,1580線粗軋軋制節(jié)奏大幅提升,解決了原來R1、R2軋機共同軋鋼時進鋼聯(lián)鎖條件相互干涉造成中間坯擺動的問題,粗軋機生產(chǎn)效率有了明顯提升,生產(chǎn)厚度在3.0 mm以上的Q235B、SPA-H時不限節(jié)奏,鋼種每小時平均軋制塊數(shù)從28塊提高到30塊,小時生產(chǎn)能力提高40 t,同時減少中間坯擺動,粗軋區(qū)域溫降減少13℃,出爐溫度降低30℃,年可創(chuàng)效637萬元,R1自由軋制投入效果見圖7所示。

圖7 R1自由軋制投入效果圖Fig.7 Operation Illustration for R1 Free Rolling
4 結語
在熱軋生產(chǎn)過程中,不同的品種、規(guī)格在生產(chǎn)過程中所表現(xiàn)出的生產(chǎn)瓶頸是有差異的,根據(jù)粗軋區(qū)域生產(chǎn)瓶頸問題選擇不同的軋制工藝,可有效提升單品種的生產(chǎn)能力。針對規(guī)格偏厚、中間坯短小、表面質量控制簡易的品種,可通過對設備布局和控制時序的研究開發(fā)出一種R1自由軋制工藝技術,從而有效解決部分品種粗軋生產(chǎn)瓶頸問題,粗軋區(qū)域中間坯溫降減少13℃,小時能力提高40 t,出爐溫度降低30℃,對熱軋帶鋼質量提升和節(jié)能降耗起到積極有效的作用。
猜你喜歡
今日農業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03