4032鋁合金圓錠DC半連鑄過程中冷卻速率對共晶硅變質的影響
2021-04-08 10:33:30吳永福張保存余康才朱光磊
航空材料學報 2021年2期
關鍵詞:模型
吳永福, 張保存, 王 檸, 余康才, 朱光磊
(1.中鋁材料應用研究院有限公司,北京 102209;2.蘇州有色金屬研究院有限公司,江蘇 蘇州 215026;3.中鋁山東有限公司,山東 淄博 255052)
4032鋁合金是一種共晶型Al-Si合金,具有高強度、高耐磨性、良好的耐熱性、優良的體積穩定性等優點,在機械、汽車、航空航天等領域的應用十分廣泛。4032鋁合金的鑄造性能優異,通常采用DC(direct chill,DC)半連鑄的工藝制備大規格的圓錠,再經過擠壓、鍛造等工序,制造活塞、活塞裙及其他在高溫條件下工作的零件。
4032鋁合金的典型組織包括初生α-Al、Al-Si共晶組織以及少量Mg2Si、CuAl2及其他含Fe和Ni的復雜合金相,一般不含有初晶硅。共晶硅的形態、大小和分布是影響合金力學性能尤其是伸長率的重要因素。未經變質的共晶硅呈粗大板條狀或長針狀,變質后的理想共晶硅組織為細小均勻的纖維狀或顆粒狀。對共晶硅的變質能顯著改善4032鋁合金的力學性能、耐磨性、電學性能和導熱性能等。因此,在4032鋁合金生產過程中變質處理是非常重要的一道工序。
目前工業生產中廣泛采用的方法是在熔體中加入變質劑對4032鋁合金進行變質處理[1]。這是因為加入變質劑的方法具有變質效果穩定、可操作性強、無需額外增加設備等優點,適合于工業化生產。常用的變質劑有鈉(Na)[2-3]、鍶(Sr)[3-5]、銻(Sb)[5-6]、鈣(Ca)[7-8]、鋇(Ba)[8]、稀土[8-9]等元素的單體、化合物或中間合金。
變質劑對共晶硅的變質效果,與凝固冷卻速率密切相關[10-11]。在變質劑添加量相同的條件下,冷卻速率越高,共晶硅組織越細小,變質效果越好[12],并且各變質元素對冷卻速率的敏感性有明顯差異[6]。由于冷卻速率對共晶硅變質的影響,要獲得變質效果良好、組織均勻的高質量4032鑄錠,對鑄錠在鑄造時的冷卻速率進行研究十分必要。尤其是在DC半連鑄生產大規格鑄錠時,在鑄錠橫截面不同位置的冷卻速率相差較大[13]。但要獲得DC半連鑄生產過程中整個鑄錠橫截面的冷卻速率分布,實測成本十分高昂,而通過數值模擬技術則具有成本低廉、數據全面等優勢,并可以研究實際生產難以達到的鑄造工藝條件下的冷卻速率分布。因此,本研究采用數值模擬分析4032鋁合金圓錠DC半連鑄過程的冷卻速率分布,研究不同冷卻速率下的變質效果,并提出工藝改進建議。
1 數值模擬模型
獲得鑄錠從表面到中心的凝固冷卻速率分布是研究冷卻速率與變質關系的前提條件。本研究通過數值模擬的方法研究4032鋁合金圓錠DC半連鑄過程的冷卻速率在鑄錠橫截面上的分布。
由于DC半連鑄過程中流場與溫度場之間的強耦合關系,本研究基于 Bennon 和 Vreeman等建立的連續介質模型[14-15],采用 Fluent 軟件建立了DC半連鑄非穩態流場溫度場耦合模型[16-17]。該模型將兩相區分為漿狀區(slurry zone)和糊狀區(mushy zone)兩部分,在漿狀區材料行為更接近于流體,在糊狀區材料行為更接近于固體。Fluent軟件采用多孔介質模型處理材料在糊狀區的流動行為。本模型取固相率fs= 0.3作為區分漿狀區和糊狀區的分界點,此時的溫度定義為凝固搭接溫度Tcoh,此溫度以上為漿狀區,此溫度以下為糊狀區。
模擬計算鑄造時間至2000 s時,溫度場趨于穩定,然后根據溫度場數據計算冷卻速率。本研究定義的冷卻速率為合金凝固搭接溫度Tcoh至固相線溫度Ts區間的平均冷卻速率,見公式(1)。

式中:Rc為冷卻速率,K/s;ΔT為溫度差值,K;Δt為時間差值,s;Tcoh為凝固搭接溫度,K;Ts為固相線溫度,K;tcoh為溫度降至凝固搭接溫度的時間,s;ts為溫度降至固相線溫度的時間,s。
1.1 材料參數
數值模擬的鑄錠材料為4032鋁合金,其化學成分如表1所示[18]。

表1 4032鋁合金化學成分(質量分數/%)Table 1 Chemical composition limits of 4032 alloy(mass fraction/%)
本研究采用Netzsch STA 449F5 同步熱分析儀(DSC/DTA-TG),通過升溫過程測定4032鋁合金的液相線溫度、固相線溫度和結晶潛熱;采用Mettler Toledo ME204E密度天平測定室溫密度;采用Netzsch LFA457激光導熱系數測量儀測定熱導率和比熱。
由于鋁合金在固態和液態的密度變化不大,在本研究中建立的流場溫度場耦合模型采用了Boussinesq模型,以加快計算速率。模型中的熱浮力,即由于熔體溫度差異引起的熱對流而產生的力通過Boussinesq 模型計算,而在除了動量方程的浮力項外的其他方程中將密度處理為常數[19]。
在固相線溫度以下、液相線溫度以上,本研究假設材料熱導率和比熱隨溫度呈線性變化。
在兩相區的固相率通過Lever模型計算,見式(2)。

式中:fs為固相率;T為溫度,K;Tl為合金液相線溫度,K;Tf為純鋁熔點,K;有效溶質分配系數k0根據固相線溫度Ts時的固相率計算得出。
本研究采用等效比熱的方法處理凝固潛熱,兩相區的等效比熱通過公式(3)計算。

在兩相區的熱導率根據混合原理計算,見式(4)。

式中:λ為熱導率,λl和λs分別為液相線溫度和固相線溫度下的熱導率,W?(m?K)–1。
綜上,本研究所采用的4032鋁合金的凝固模型和主要熱物理性能如表2所示。
1.2 幾何模型
數值模擬的幾何模型在對稱面的示意圖如圖1所示,幾何模型對實際的模具和底座幾何形狀進行了一定的簡化處理。參與計算的為鑄錠(casting billet)和引錠底座(start block)部分,即圖1中的陰影部分。由于4032圓錠的對稱性,因此數值模擬時建立了1/4三維模型。數值模擬的模型采用六面體網格,網格尺寸 3~10 mm。

表2 4032鋁合金的凝固模型和熱物理性能Table 2 Solidification model and thermophysical properties of 4032 alloy
1.3 主要邊界條件
圖1中的主要邊界條件如下:
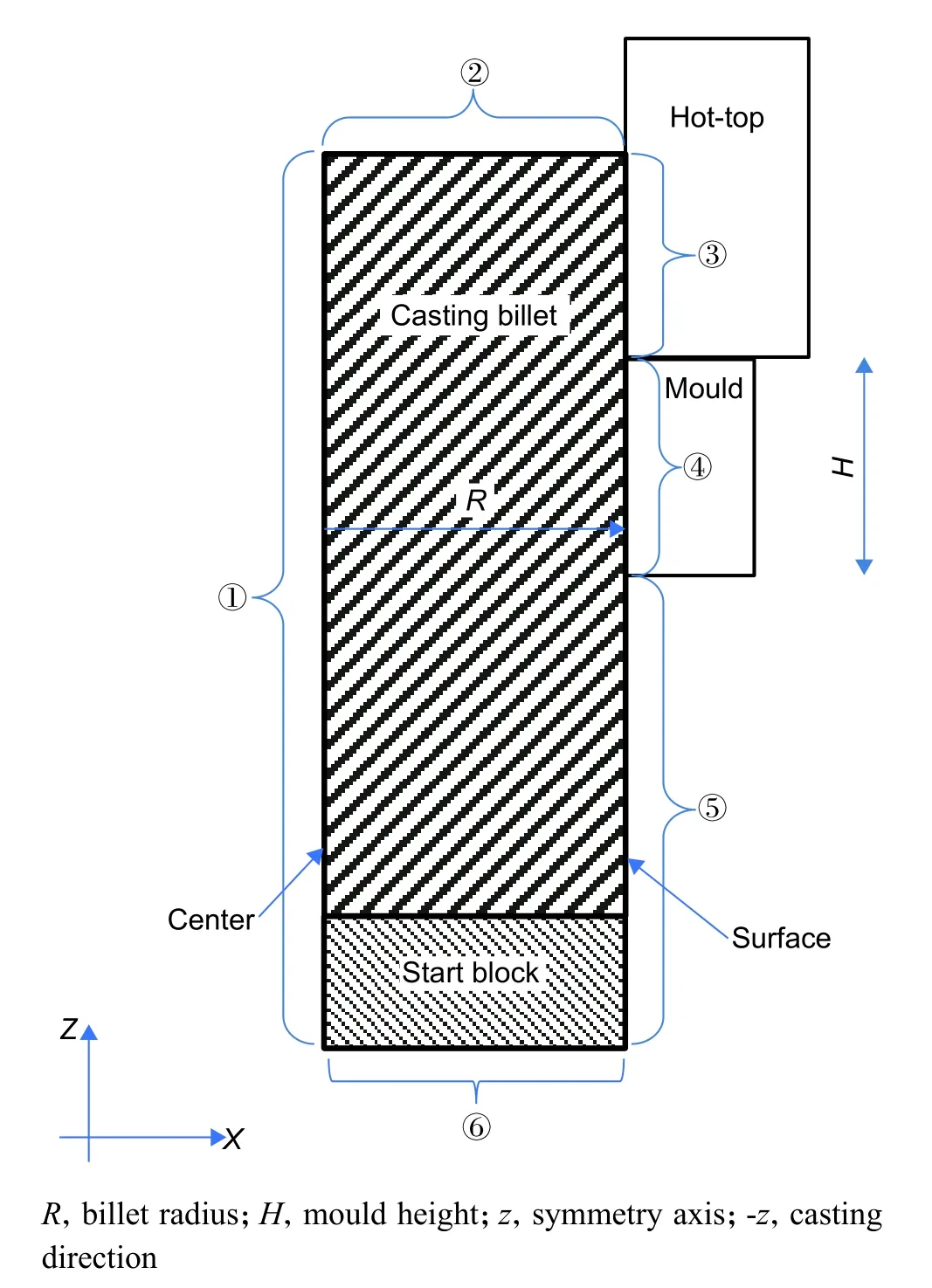
圖1 4032鋁合金圓錠DC半連鑄數值模擬模型對稱面示意圖Fig. 1 Symmetry schematic of DC semi-continuous casting process of 4032 aluminum alloy billet
①:對稱邊界;
②:入口邊界,設置為鋁液入口速度(單位:m/s)和澆注溫度(單位:K);
③:熱頂區,相對于水冷模具的換熱量,熱頂部分散熱量較小,可忽略不計,設置為絕熱邊界;
④:一冷換熱區,設置一次冷卻水區模具與鑄錠之間的界面換熱系數h1,單位為W?(m2?K)–1。
在一冷換熱區,鑄錠與模具之間的換熱系數h1隨著固相率fs的變化而變化[16,20-21],如式(5)所示。當fs為0時,液相與模具之間的接觸良好,此時換熱系數為最高值;當固相率fs達到100%即完全凝固時,鑄錠與模具之間由于凝固收縮產生“氣隙”,兩者之間的換熱系數降低至最低值。

⑤:二冷換熱區,設置二次冷卻水與鑄件之間的噴水冷卻換熱系數h2,單位為W?(m2?K)–1。
在二冷換熱區,在不同的鑄錠溫度區間,二次冷卻水與鑄錠之間的換熱機制不同,高溫區間沸騰換熱機制起作用,低溫區間對流換熱機制起作用[22]。本研究采用隨著鑄錠表面溫度Tw的變化而變化的二冷換熱系數h2[16-17,23-24],基礎冷卻強度模型中采用如圖2所示的h2。
⑥:出口邊界,設置底座的移動速度即鑄造速度以及底座與環境的綜合換熱系數h3。本研究對該處邊界的換熱作簡化處理,設定綜合換熱系數h3為恒定值500 W?(m2?K)–1。
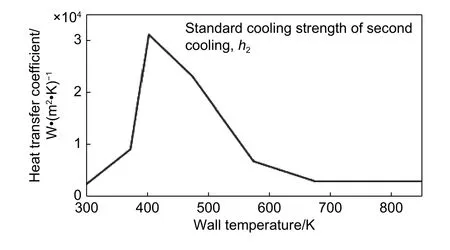
圖2 二次冷卻水的換熱系數設置Fig. 2 Heat transfer coefficient of second cooling
2 結果與分析
2.1 圓錠DC半連鑄冷卻速率分布
利用上述模型,計算獲得?120 mm、?300 mm、?500 mm的DC半連鑄4032鋁合金鑄錠的液穴形貌以及在橫截面上的冷卻速率分布曲線如圖3所示。各尺寸鑄錠模擬的鑄造工藝條件相同,均為:澆注溫度973 K,鑄造速度60 mm/min,冷卻強度為如圖2所示的基礎冷卻強度。
圖3(a)中z= 0位置為熱頂內的液面位置,用液相線溫度Tl、搭接溫度Tcoh、固相線溫度Ts的等溫線描述液穴形貌。由圖3(a)的液穴形貌可知,隨著鑄錠直徑增大,液穴逐漸變深,同時固相線溫度Ts的等溫線的斜率變大,液相線溫度Tl、搭接溫度Tcoh、固相線溫度Ts的等溫線之間的距離變大,表明凝固時間增大。
由圖3(b)可知,?120 mm鑄錠尺寸相對較小,從鑄錠表面至中心的冷卻速率差異不大,從鑄錠表面至鑄錠中心處,冷卻速率僅從4.7 K/s降至4.1 K/s。?300 mm、?500 mm鑄錠的冷卻速率在橫截面上的分布規律一致。從鑄錠表面至次表層冷卻速率迅速增大,在次表層達到最大值,從次表層至心部冷卻速率隨著距表面距離的增大逐漸降低。這是因為鑄錠表面至次表層的這部分金屬是在模具區完成凝固形成坯殼(見圖1中的位置④),由于冷卻水通過模具間接作用,特別是表層凝固后由于凝固收縮坯殼與模具之間迅速形成“氣隙”,冷卻強度不大;而隨著鑄錠下移,二次冷卻水直接作用于鑄錠坯殼,此時冷卻強度最大,對應的凝固前沿位置即冷卻速率最高的鑄錠次表層;從鑄錠次表層至鑄錠中心,隨著鑄錠直徑的增大,鑄錠內部熱量需通過表層已凝固坯殼的熱傳導傳輸到表面,再通過表面冷卻水散熱,因而內部金屬的冷卻強度隨著距離表面距離的增大而減小。
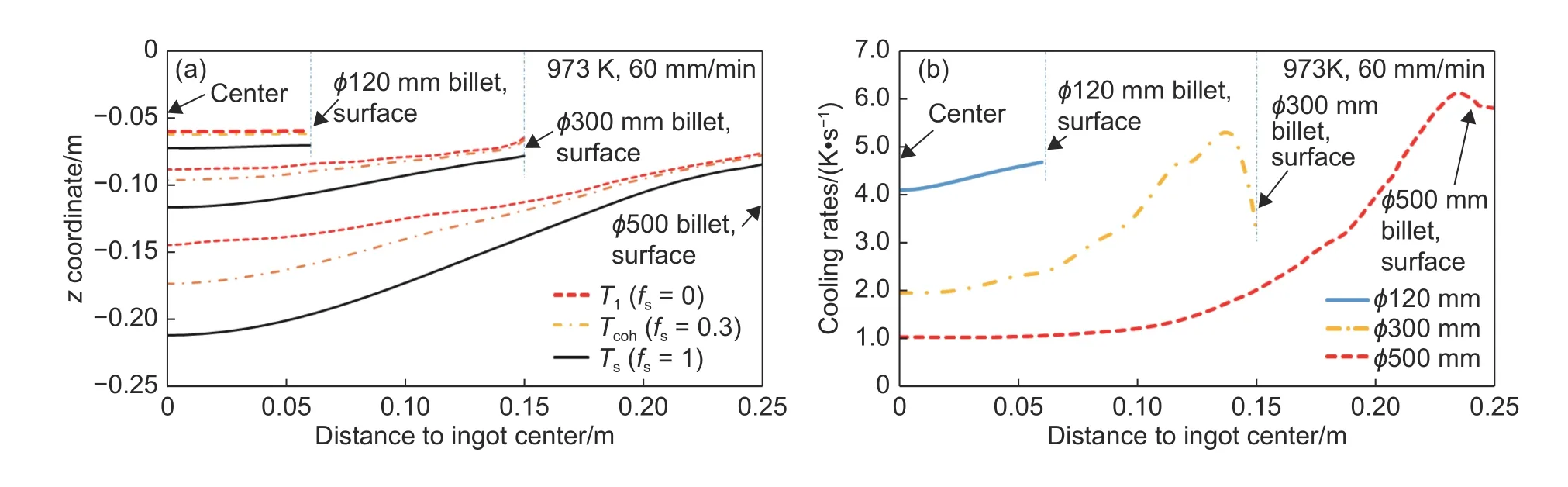
圖3 各直徑4032鋁合金圓錠DC半連鑄的液穴形貌(a)和冷卻速率分布(b)Fig. 3 Sump profile(a)and cooling rates(b)of 4032 aluminum alloy billet during DC semi-continuous casting process
由圖3可知,在相同的DC半連鑄工藝條件下,隨著鑄錠直徑的增大,在鑄錠表面至距表面60 mm范圍內,仍然能保持在4 K/s以上的高冷卻速率,但鑄錠心部的冷卻速率顯著降低。?120 mm鑄錠在鑄錠中心處的最低冷卻速率也高達4.1 K/s,?300 mm鑄錠則降低為1.9 K/s,而?500 mm鑄錠則進一步降低為1.0 K/s。由于鑄錠直徑越大,內部的熱量通過已凝固金屬傳輸至表面的傳熱熱阻越大,因此鑄錠內部的冷卻速率越低。
2.2 冷卻速率對Sr變質效果的影響
?120 mm鑄錠在整個橫截面上均能獲得較高的冷卻速率( > 4.1 K/s),在如此高的冷卻速率下,在較低的Sr添加量的條件下鑄錠的表層和中心均易達到良好的變質,表層和中心的組織差異較小。而對于尺寸較大的鑄錠,如?300 mm和?500 mm鑄錠,由于鑄錠表層和中心部分的冷卻速率相差較大,特別是中心部分的冷卻速率低至1 K/s以下時,鑄錠表層和中心難以同時達到良好的變質效果,表層和中心的組織差異較大。因此本研究重點分析這兩種規格鑄錠的冷卻速率對Sr變質效果的影響。
當鑄錠中Sr含量均為 0.033%~0.036% 時,?300 mm 的4032鋁合金鑄錠的冷卻速率在橫截面上的分布和顯微組織如圖4所示。由圖4可知,?300 mm鑄錠的表層組織為完全變質組織,共晶呈現出細小的纖維狀,并且共晶團比較細小,如圖4(b)所示。而在鑄錠內部,如R/2處和中心處,由于冷卻速率降低(1.9~2.8 K/s),共晶硅仍然為變質組織,但共晶呈現出細小的片層狀,變質效果不如表層組織,如圖4(c)和(d)所示。
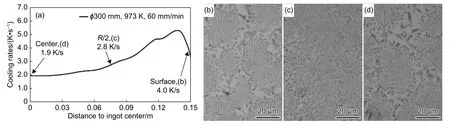
圖4 冷卻速率對Sr變質效果的影響(?300 mm鑄錠) (a)冷卻速率在鑄錠橫截面上的分布;(b)表層顯微組織;(c)R/2處顯微組織;(d)中心顯微組織Fig. 4 Effect of cooling rate on Sr modified eutectic silicon(?300 mm billet) (a)cooling rate distribution on the cross section of the billet;(b)surface microstructure;(c)microstructure at R/2 ;(d)central microstructure
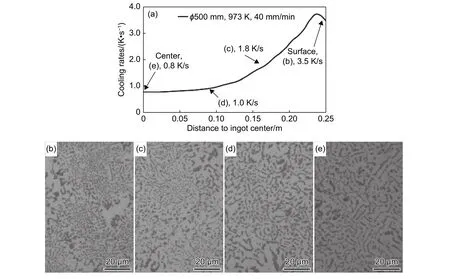
圖5 冷卻速率對Sr變質效果的影響(?500 mm鑄錠) (a)冷卻速率在鑄錠橫截面上的分布;(b)表層顯微組織;(c)R/3處顯微組織;(d)2/3 R處顯微組織;(e)中心顯微組織Fig. 5 Effect of cooling rate on Sr modified eutectic silicon(?500 mm billet) (a)cooling rate distribution on the cross section of the billet;(b)surface microstructure;(c)microstructure at R/3 ;(d)microstructure at R2/3 ;(e)central microstructure
當鑄錠中Sr含量均為 0.033%~0.036% 時,?500 mm 4032鋁合金鑄錠的冷卻速率在橫截面上的分布和顯微組織如圖5所示。由圖5可知,?500 mm鑄錠表層的共晶硅呈現出細小的纖維狀,說明變質效果良好,如圖5(b)所示。在距離表層約90 mm的(c)位置,共晶硅仍然是典型的變質組織,見圖5(c),此處的冷卻速率為1.8 K/s。而在距離鑄錠表面大于150 mm的鑄錠內部,由于冷卻速率降低至1 K/s以下,共晶硅的變質效果不佳,共晶片層明顯較粗大,如圖5(d)和(e)所示。對比圖5(b)~(e)可知,從鑄錠表面至中心,隨著冷卻速率的降低,圖5(c)和圖5(d)的共晶硅組織特征表現出明顯的形態差異,共晶硅形貌由纖維狀(圖5(c))轉變為層狀(圖5(d))。結合?300 mm 和?500 mm鑄錠的冷卻速率分布和共晶硅變質效果,可推斷影響DC半連鑄4032合金鑄錠Sr變質的冷卻速率閾值為 1.8 K/s。
綜上,在冷卻速率保持在1.8 K/s以上時,Sr含量為 0.033%~0.036% 可以實現良好的變質。而當冷卻速率降低至1 K/s以下時,該Sr含量水平已不能獲得理想的共晶硅變質組織。為了獲得變質良好的組織,可通過DC半連鑄工藝參數調整提高?500 mm鑄錠內部的冷卻速率,或研究冷卻速率在1 K/s以下時的變質技術。本研究重點研究半連鑄工藝參數提高?500 mm鑄錠內部的冷卻速率的方法。
2.3 DC半連鑄工藝參數對冷卻速率的影響
通過以上的分析可知,4032鋁合金DC半連鑄過程中,主要問題是大規格鑄錠特別是?500 mm鑄錠的變質處理。考慮到冷卻速率和Sr變質劑的雙重作用,首先研究了DC半連鑄工藝參數對冷卻速率的影響,期望通過DC半連鑄工藝參數的調整獲得較高的冷卻速率,改善鑄錠內部組織的變質效果。
澆注溫度和鑄造速度對?500 mm鑄錠冷卻速率的影響如圖6所示。由圖6可知,隨著澆注溫度和鑄造速度的提高,可在一定程度上提升鑄錠表層的冷卻速率,但是對鑄錠內部的冷卻速率的提升作用不大,當距離鑄錠表面距離大于R/2后,調整澆注溫度和鑄造速度后冷卻速率的變化不大。對比澆注溫度和鑄造速度的影響程度,鑄造速度對鑄錠表層冷卻速率的影響程度較大。
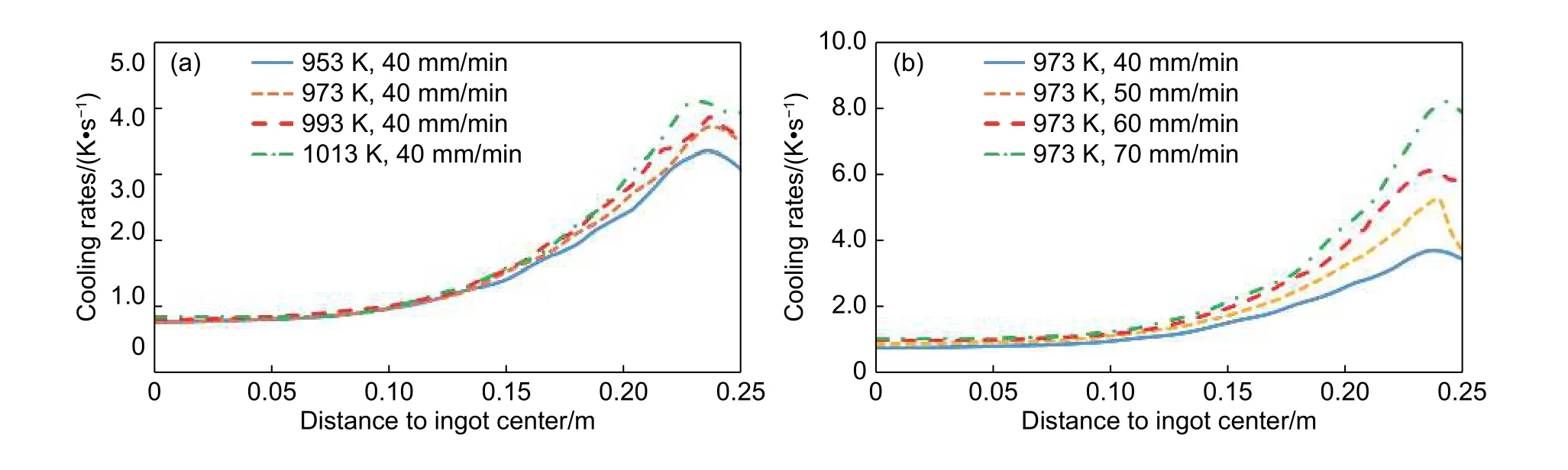
圖6 DC半連鑄工藝參數對?500 mm (a)澆注溫度;(b)鑄造速度鑄錠冷卻速率的影響Fig. 6 Effect of DC semi-continuous casting parameters to the cooling rate of ?500 mm billet (a)pouring temperature;(b)casting speed
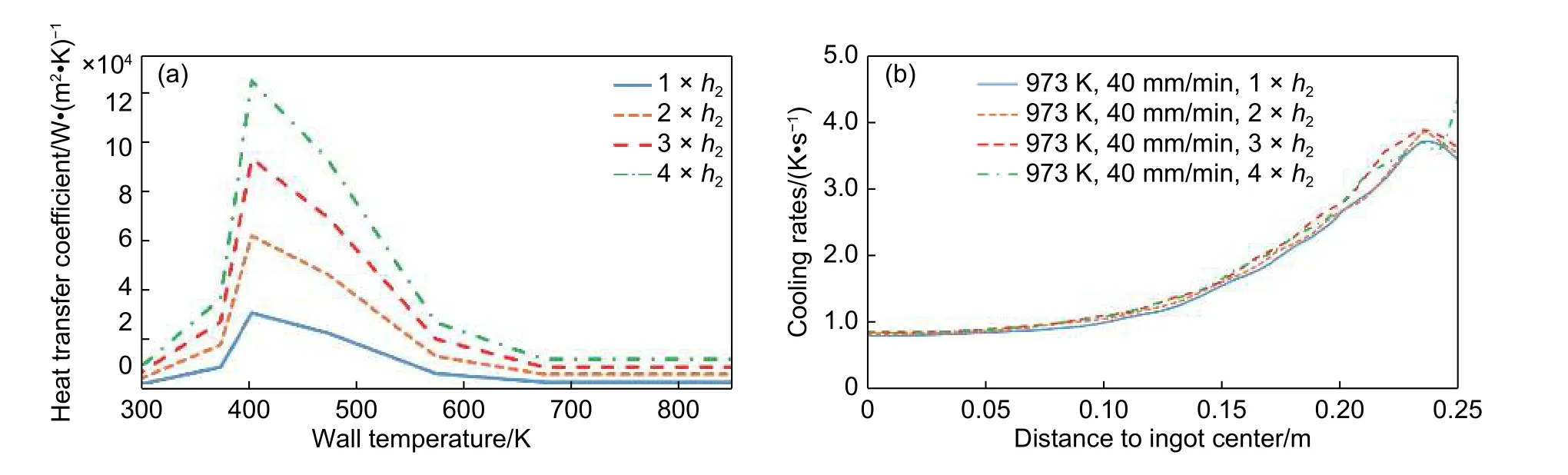
圖7 二冷水強度對?500 mm鑄錠冷卻速率的影響 (a)二冷水換熱系數;(b)冷卻速率分布Fig. 7 Effect of second cooling intense on the cooling rates of ?500 mm billet (a)heat transfer coefficient of second cooling;(b)cooling rates distribution
除了DC半連鑄的澆注溫度和鑄造速度,冷卻強度也是重要參數。以圖2所示的二冷水強度為基礎冷卻強度,在模型中加載1倍至4倍的冷卻強度,如圖7(a)所示,計算得到的冷卻速率分布如圖7(b)所示。從圖7可以看出,即使增大到基礎冷卻強度的4倍,鑄錠凝固時的冷卻速率分布變化也不大。通過比較圖6和圖7可以發現,當加載的二冷水強度為4倍基礎冷卻強度時,冷卻速率改變的程度依然低于將澆注溫度提高40 K或將鑄造速度提高10 mm/min。
綜上所述,DC半連鑄工藝參數如澆注溫度、鑄造速度、冷卻強度僅影響距離?500 mm鑄錠表面小于R/2以內的冷卻速率,對距離表面大于R/2的鑄錠內部的冷卻速率的影響甚微。其中,鑄造速度的影響程度最大。因此,建議實際生產時可在安全和工藝控制條件允許的范圍內,適當提高鑄造速度,同時注重研發低冷卻速率條件下的變質劑和其他變質技術。
3 結論
(1)4032鋁合金圓錠DC半連鑄過程中,從鑄錠表面至中心,冷卻速率整體呈下降趨勢。隨著鑄錠尺寸的增大,鑄錠中心部分的冷卻速率則顯著降低。
(2)采用Sr作為共晶硅變質劑,冷卻速率對變質效果的影響顯著。在冷卻速率高于1.8 K/s的條件下,Sr變質可獲得較高的共晶硅變質效果。?500 mm鑄錠內部的冷卻速率低于1 K/s,此時當前采用的變質劑添加量或變質劑種類已不能完全變質共晶硅。
(3)在本研究范圍內,對?500 mm鑄錠的冷卻速率分布的影響程度最大的工藝參數是鑄造速度,澆注溫度次之,冷卻強度的影響最小。但鑄造速度也僅影響距離鑄錠表面小于R/2以內的冷卻速率分布,而對鑄錠內部的影響非常有限,無法顯著提高鑄錠心部的冷卻速率。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19