基于模塊的飛機消耗式三維工藝設計技術研究*
2021-04-06 01:15:50
航空制造技術 2021年4期
(中航西飛民用飛機有限責任公司,西安 710089)
現代飛機產品設計采用基于模型定義(Model Based Definition,MBD)技術和CATIA、DELMIA 等三維軟件,大幅度提高了產品設計水平。在工藝設計方面,國外先進飛機制造企業從20世紀80年代后期就開始進行三維工藝技術的研究,并成功運用到新機研制中。波音自1994年開始到2004年構建的基于構型定義與控制/制造資源管理(Define and control of airplane configuration/manufacturing resource management,DCAC/MRM)計劃,是一項采用產品數字化、并行工程、PDM 和ERP 等最新技術,并基于精益思想的企業重組工程。波音公司在787 客機研發過程中將三維工藝設計技術進行全面應用,該工程的基礎是在PDM 上共建構型生成、工藝計劃和制造資源管理等系統,它使787飛機在研制期間出現的問題明顯減少,研制成本有所降低,并顯著提高了客戶的滿意程度[1]。而我國飛機三維裝配工藝設計技術整體起步晚,仍長期停留在二維設計階段,無法直接利用產品三維模型及其工程信息,從而導致設計制造協同性差,工藝設計結果可行性不高,裝配工藝指令描述不直觀、不精確等結果,嚴重影響產品質量和研制周期。二維工藝設計已遠遠不能滿足新機研制的要求,且與產品設計形成了技術發展的不協調,所以對飛機三維工藝設計技術的深入研究與推廣勢在必行。
基于模塊的飛機消耗式三維工藝設計,進一步攻克產品MBD 三維模型信息獲取、運用,以及三維工藝設計過程的統一管理技術,構建消耗式制造資源重構與管理模式[2]。在設計制造一體化環境下,以設計模塊為基礎,依據裝配方案,開展面向制造分工的工藝規劃,并進行裝配結構樹構建,實現以裝配站位為基礎的MBOM 頂層管控,以及以裝配指令清單(AOL)為基礎的MBOM底層管控;通過單機制造構型配置支撐特定架次飛機制造物料清單MBOM 提取;以單一設計數據EBOM為依據,直接消耗EBOM 中的設計零組件進行裝配指令編制,確保實現工程數據集及更改信息在設計與制造之間完整、系統地傳遞[3]。在此基礎上開展工藝規劃、工藝設計與仿真工作,實現工程設計數據集與制造數據集的一致性、準確性及可追溯性。
1 模塊化產品數據解析
基于模塊的產品設計按照飛機功能進行構型項劃分,通過“產品結構樹”實現從“飛機—章節—部段—模塊—零組件”的全流程產品構型管理,所有模塊的集合形成完整的產品結構[4]。
基于模塊的產品結構樹分為頂層結構、構型層和底層結構,其中頂層結構形式相對比較固定,通常不允許改動[5]。構型層進行各種構型管理的工作,主要包括多構型配置、有效性管理等。底層結構由具體的設計數據及相關技術文件組成,是隨著產品數據的完善不斷變化的。模塊化產品數據具有以下特點。
1.1 采用模塊化構型管理方法
采用模塊化構型管理方法,變基于產品零組件的構型管理為基于模塊的構型管理[6]。一個模塊可以有一種構型方案,也可以有多種構型方案,如圖1所示。
1.2 設計過程與構型管理過程分離
設計人員僅針對確定的構型狀態和明確的設計需求進行設計,不需要在設計過程中考慮有效性;構型管理人員負責設計模塊的規劃、構型配置及相關的工程更改控制。
1.3 面向裝配過程的設計模塊劃分
設計模塊劃分時,充分考慮制造分離面的劃分和制造的裝配站位,滿足設計模塊的完整性和在制造過程中的一致性,充分體現了模塊化設計和模塊化制造的優勢,使制造裝配工藝更為簡單清晰。
2 消耗式MBOM 重構
傳統的飛機采用EBOM、PBOM、MBOM 3層BOM體系,即設計發放數模和EBOM,工藝按照制造需求重構EBOM 生成PBOM,再形成MBOM 作為制造依據。由于飛機有幾萬個零組件,數量巨大,這種方法的缺點是重構后MBOM 與設計EBOM的一致性難以保證,極大地影響了產品質量和研制周期。
而消耗式MBOM 重構,是在基于MBD的設計制造一體化工作模式下,進行產品設計環境與工藝設計環境的構建,以單一數據集代替傳統EBOM、PBOM、MBOM 3層BOM體系,使設計流程和制造流程保持一致,確保工程數據集及更改信息在設計與制造之間、主制造商與供應商之間完整、系統地傳遞。EBOM 經過“消耗式重構”生成MBOM,取消了傳統BOM 管理體系中的PBOM,原PBOM 中的工藝組合件、拆分件等產品結構相關的內容提前到設計并行階段執行并包含在EBOM 中,PBOM 中的工藝路線信息作為過程性信息在裝配結構樹搭建前完成,最終體現在裝配結構樹中。在此基礎上開展工藝規劃、工藝設計與仿真工作,保證工程設計數據集與制造數據集的一致性、準確性及可追溯性,并為產品驗收、客戶服務和市場銷售提供單一數據。
2.1 裝配結構樹規劃
裝配結構樹是依據產品結構樹的數據,按照裝配流程,將產品模塊劃分到各個裝配站位,形成相應的裝配模塊,并對各個裝配模塊按照組/部件的裝配關系進行組織,最后形成的一個全構型的樹狀層次結構。
裝配結構樹是工藝規劃的結果,是制造構型管理的核心,也是生產制造的數據源。裝配結構樹與產品結構樹對應,從制造角度管理和組織飛機生產相關的信息和資源。裝配結構樹由裝配站位以父子關系搭建而成,父子關系體現工位之間的交付關系及裝配序列,即子站位完成的產品交付到父站位所對應的工位上,在父站位上與其他同級站位及其他設計模塊再裝配成更大的產品部件。
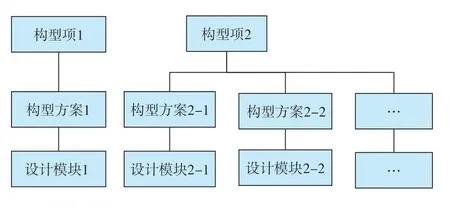
圖1 產品模塊構型關系Fig.1 Product module configuration
裝配站位與特定的物理工位相對應,即與一組特定的空間位置、工裝型架、人員、工具等生產資源對應;裝配站位管理此工位上完成特定產品的裝配過程所需的相關工藝和制造信息,包括產品結構、工藝路線、工藝指令、檢驗指令、工裝工具資源等信息及相關的更改信息等;在裝配站位對應工位上利用相關工藝信息和資源,完成多個相關設計模塊和子站位的裝配工作,如圖2所示。
裝配結構樹包括:頂層裝配站位、構型層工藝構型項和底層結構AO。一個裝配站位可以包含1種制造構型方案,也可以包含多種制造構型方案,如圖3所示。
(1)頂層:基本保持不變,是工藝總體規劃的結果,確定裝配序列,用于指導生產線規劃。頂層結構包含裝配站位編號、名稱、負責路線等基本屬性以及站位間序列關系。

圖2 裝配結構樹Fig.2 Product structure tree
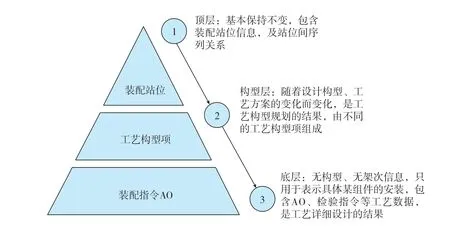
圖3 裝配結構樹結構解析Fig.3 Assembly structure tree structure analysis
(2)構型層:隨著設計構型的變化、工藝方案的變化而變化,是工藝構型規劃的結果,分為工藝設計庫和工藝執行庫兩種類型。工藝設計庫用于支撐工藝設計業務,根據設計更改相應地進行工藝方案調整,以備后續生產執行,與執行架次無關。
(3)底層:無構型、無架次信息,只用于表示具體某組件的安裝,包含AO、檢驗指令等工藝數據,是工藝詳細設計的結果。
2.2 基于裝配站位的設計模塊消耗流程
(1)基于裝配站位分配設計構型項:頂層裝配結構確定后,將設計構型項根據裝配方案消耗式分配至對應的裝配站位節點。
(2)基于裝配站位創建工藝構型項:在當前裝配站位下,創建某特定構型狀態下的工藝構型項,將相應構型的模塊關聯至工藝構型項,實現設計模塊的消耗。一個裝配站位下可包含多個不同的工藝構型項,每一個工藝構型項表示一種工藝構型。
(3)將裝配站位對應的工裝/工藝數模關聯到工藝構型項,實現仿真工藝數據的集合。
(4)裝配指令AO 配套劃分:在當前工藝構型項節點關聯模塊項下,創建AO并依據裝配流程定義AO間串并行關系。將所有模塊下打散的零組件,消耗式分配到對應AO,實現設計模塊-零組件的消耗;選取關鍵、結構復雜的裝配站位進行三維裝配仿真驗證,完成AO順序優化,如圖4所示。
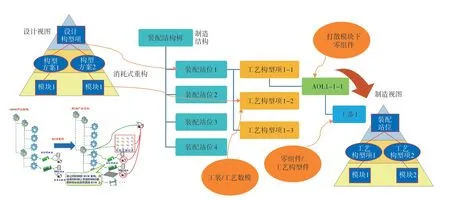
圖4 基于裝配站位的設計模塊消耗Fig.4 Design module consumption based on configuration assembly
2.3 三維裝配工藝指令編制
打破傳統的基于紙質的二維裝配指令編制,采用基于MBD 三維模型的結構化、數字化工藝設計,直接利用設計模型中的零件制造信息和關鍵特性,進行消耗式工藝設計,形成結構化的三維工藝指令[7]。基于三維工藝設計系統,利用文字、仿真動畫、輕量化模型、圖片等多種數據格式進行裝配指令的編制,零組件、標準件按位置、種類、數量準確地配套到裝配單元,改變傳統裝配工作對于二維圖紙的依賴,實現以單一數據源為基礎的制造過程的組織與管理[8],如圖5所示。
(1)AO 基本信息定義。在工藝構型項節點下創建AO,依據裝配內容定義AO編號、名稱、完工時間等基本信息。
(2)工藝流程定義。依據裝配流程定義AO 間串并行關系。
(3)零組件及工藝資源劃分。在可視化環境下,將其關聯的所有零組件、標準件按工藝規劃分配到具體工步中,實現設計零組件的消耗。如圖6所示,零組件、標準件配套信息均從左側產品結構樹上消耗式分配至右側AO 工步,確保工藝設計數據與設計數據一致性。同時通過工步關聯工藝資源庫,調用工裝、刀量具、設備等資源到工步[9]。
(4)仿真驗證。選取關鍵、結構復雜、操作空間不開敞的工步進行三維裝配仿真驗證,優化工步順序,開展詳細工藝設計。
(5)工步內容編制。通過三維編制工具,載入工步內所有設計產品及工裝資源的輕量化模型,進行詳細工步編制。AO所需產品圖樣通過關聯產品數模自動添加,使用技術文件通過與相關文件系統關聯進行添加。
(6)AO 發布。AO 完成審批后以三維結構化形式發布,并推送至生產執行系統,生產現場可在三維環境下進行查看并開展工作,如圖7所示。

圖5 AO編制流程Fig.5 AO compilation process
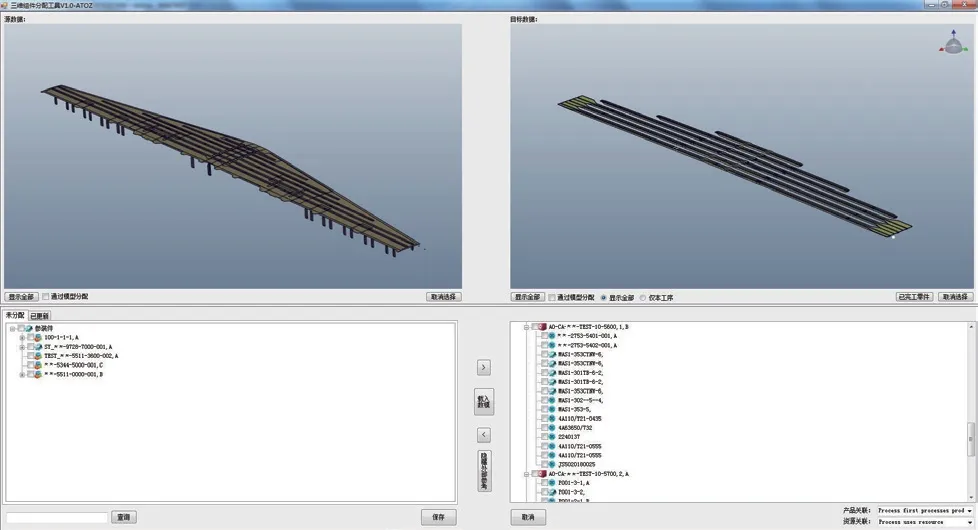
圖6 AO零組件分配過程Fig.6 AO component allocation process
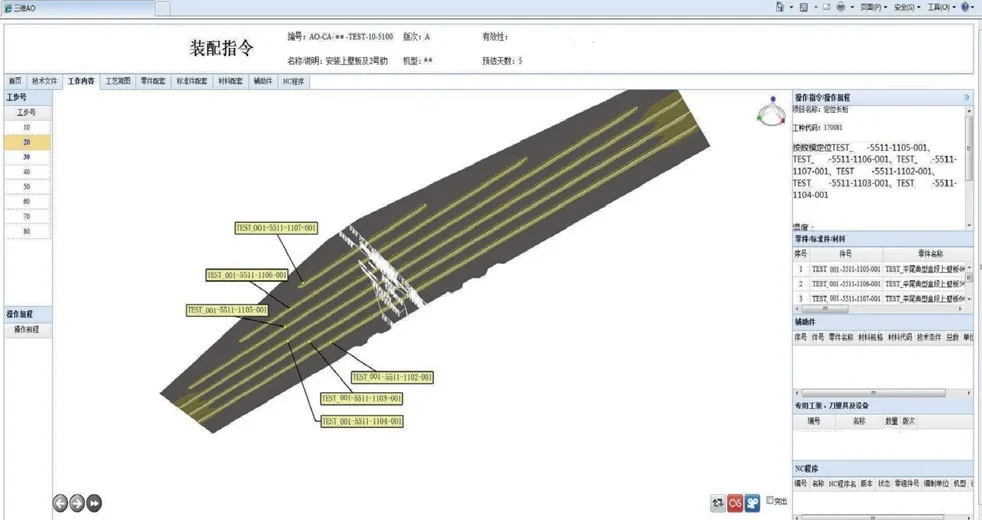
圖7 三維裝配指令Fig.7 3D AO
2.4 單機制造構型配置
單機配置制造構型管理技術改變了以往通過跟蹤數模架次對工藝設計數據進行維護的制造構型管控模式,采用單機配置的制造構型管控模式。通過基于工藝構型項的單架飛機制造構型的智能匹配方法,實現單架飛機裝配指令清單的快速構建及制造數據管理。依據設計全構型數模進行工藝設計,構建工藝設計庫,并對其數據進行維護;按照設計單機配置數據,通過配置生成工藝執行庫,形成單架機制造數據。減少了由設計數模架次變化引起的工藝數據維護工作,單機狀態更清晰準確,實現了制造構型狀態的記錄和可追溯性,并縮短研制周期。
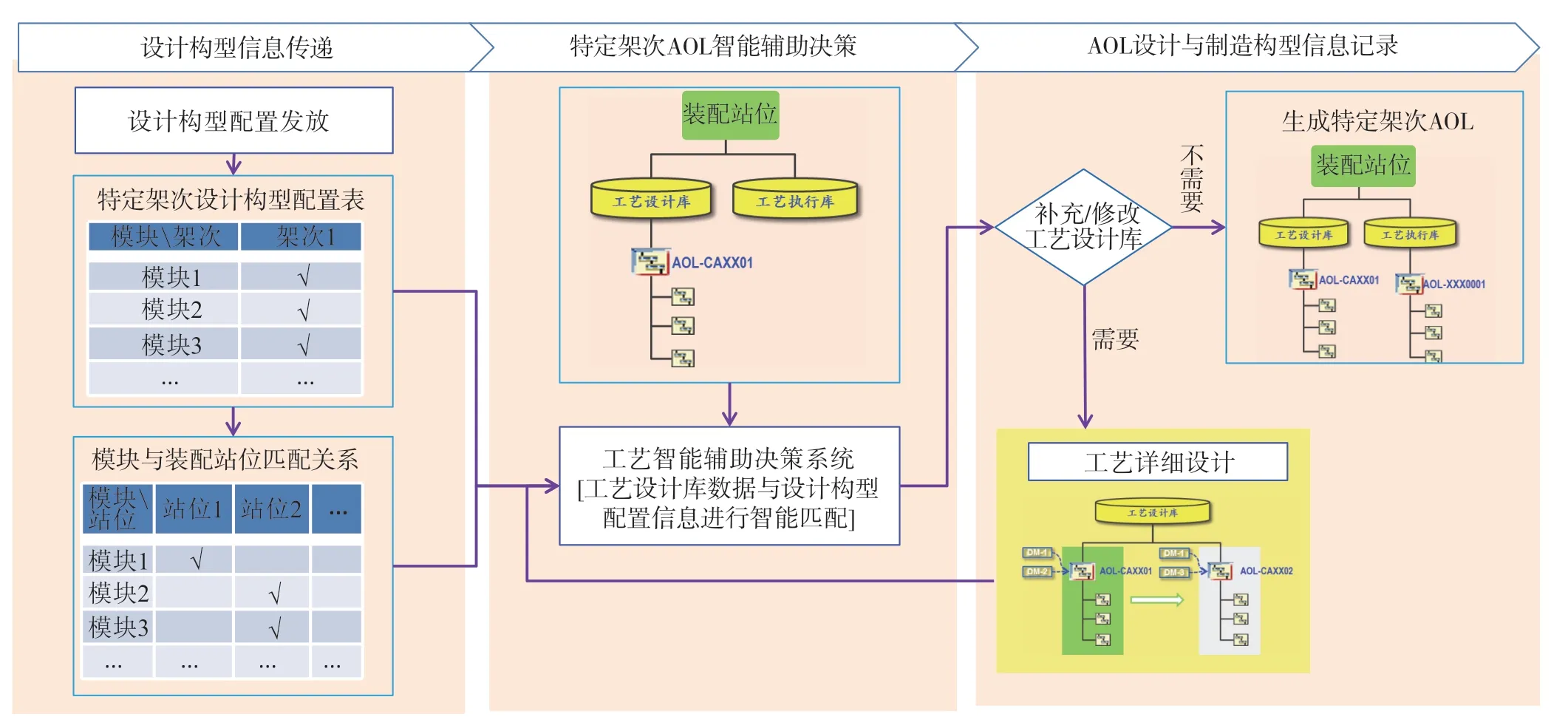
圖8 單機制造構型配置過程Fig.8 Conf iguration process of single machine manufacturing conf iguration
(1)產品數據特點。產品構型采用單架機配置的管理方案,通過對單架機設計模塊進行確定和選擇進行配置,單架機模塊配置結果通過“飛機構型配置表”來明確。
(2)單機制造構型配置方案。基于設計單機飛機構型配置表,形成特定架次AOL(AO List)。AOL是在特定裝配站位上完成特定狀態設計模塊裝配的一套工藝指令AO的集合,AO 中描述了相關的工裝、工具及原輔料等信息;多個模塊利用一套AO 完成裝配,即這套AOL 與多個模塊存在對應關系,如圖8所示。
設計單機構型配置發放前,基于頂層裝配結構樹以及設計發布數據,開展工藝并行設計,包括工藝構型項規劃及AO 設計,其結果在工藝設計庫中進行管理;等設計單機構型配置發放后,根據裝配站位與模塊的配套關系,從設計庫中分析獲取最接近的工藝構型項,即生成用于特定架次生產執行的AO 清單AOL,從而形成單架機制造物料清單數據,工藝可基于此AOL 進行修改,并提交簽審,該AOL 保存到工藝執行庫,并下發至生產系統。當設計模塊發生更改時,工藝設計庫用于對現場未投產及未來架次的工藝指令更改貫徹,工藝執行庫用于對現場已投產工藝指令的更改貫徹。任何架次的工藝設計數據均通過此方法產生,避免工藝隨設計不同架次狀態的變化反復維護工藝設計數據,如圖9所示。
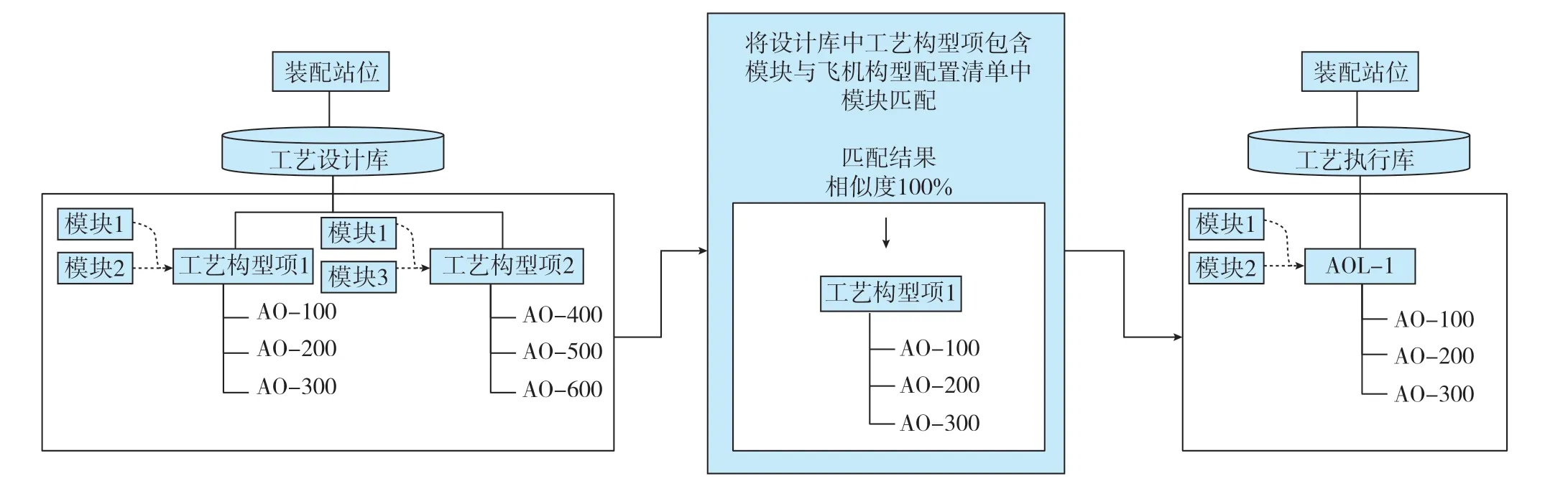
圖9 單架機生產AO清單匹配過程Fig.9 Single machine AO list matching process
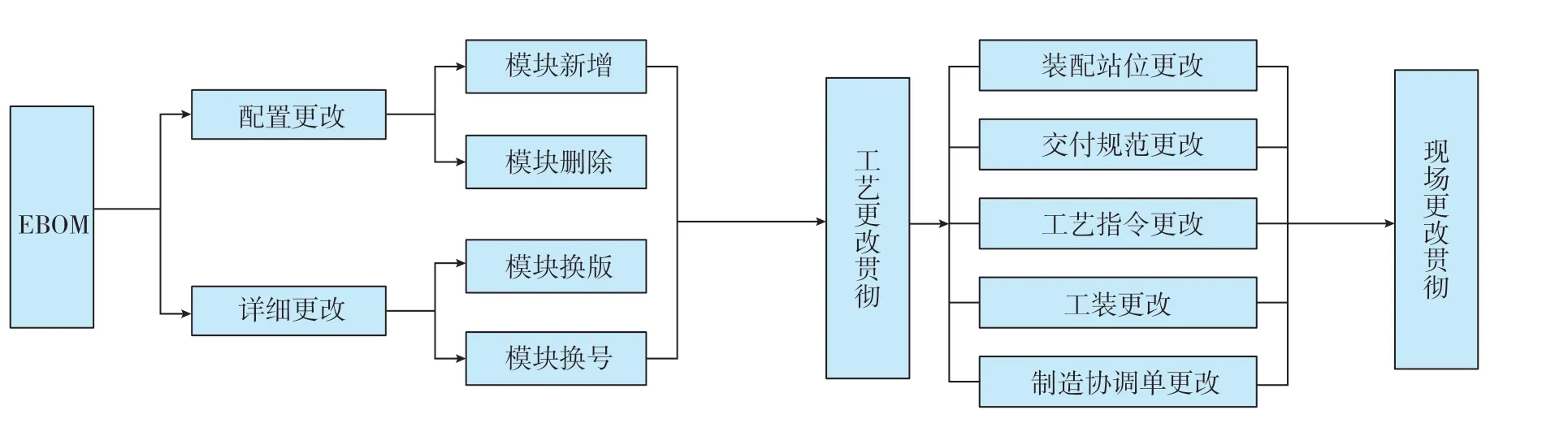
圖10 工程更改貫徹過程Fig.10 Engineering change implementation process
3 以SPSBOM為核心的三維交付規范編制
SPSBOM 是部段交付規范所需的全部零組件的清單,用于定義供應商產品的最終交付狀態,是供應商制造和最終交付產品的依據。清單包含裝配層次、零組件號、零組件名稱、數量、版次、下級工程組件號等內容。以SPSBOM為核心的三維交付規范實現了基于制造分工的供應商交付規范結構化管理,并通過SPSBOM 明確部件交付物料清單。在MBOM 頂層規劃過程中,可為裝配單元指定制造分工,并根據生產量、供應商實際制造能力進行制造分工均衡調整,裝配單元可按架次指定不同的制造分工單位。根據制造分工編制結構化交付規范,包含交付要求并自動獲取交付清單SPSBOM,實現基于單架機的有效性管理。
三維交付規范以結構化形成存儲到數字化飛機制造協同平臺中,并基于架次有效性進行管理;根據制造分工自動獲取交付清單SPSBOM,可清晰地定義制造分包界面和制造交付要求,通過供應商制造協同平臺實現供應商交付數據的提交管理,確保所有交付數據都在制造構型控制之下。
4 一體化工程更改管理
對產品全生命周期的數據關聯進行跟蹤,制定在單一數據源條件下,數據源更改過程中,工藝更改貫徹管理方案,構建在三維工藝設計環境中工藝設計數據的更改機制。對產品工程更改及構型管理進行貫徹落實及更改追溯,保證各個階段數據的一致性、唯一性[10]。
設計工程更改分為頂層配置和底層詳細更改,根據兩種不同的更改方式,工程更改的貫徹過程如下。
(1)頂層配置更改。由模塊新增或刪除發起,工藝需按照模塊增減情況對裝配結構樹頂層站位進行升版,調整站位中設計模塊,同時涉及供應商分工的站位,還需對廠際交付規范進行升版維護,完善SPSBOM 內容。
(2)詳細設計更改。由模塊換版或換號發起,工藝需按照模塊具體更改內容對裝配指令進行更改貫徹,同時對相關制造協調單、工裝刀量具等數據進行更改貫徹,如圖10所示。
5 應用效果
基于模塊的消耗式工藝設計技術已全面在新舟700飛機型號研制過程中應用,研制期間完成整機裝配站位規劃、大部段裝配工藝仿真、裝配指令編制、廠際交付規范編制等工藝設計工作。通過工程驗證,工藝設計效率、質量等方面都得到了極大提升。
以新舟 700 飛機中機身側壁板(試驗件與裝機結構件尺寸基本相同,試驗件采用二維工藝設計、裝機件實施三維工藝設計)為對象對比實施效果,實施三維工藝設計后:實現了可視化工藝設計,提高了工作質量及效率,減少工藝更改60%,縮短工藝設計時間30%;實施三維設計與應用仿真,提前預防干涉與間隙,改進人機功效,提高工裝設計效率20%,減少工裝返修50%;實施三維指令,可視化輸出,提高了指令的閱讀性,減少工作閱讀指令的技術能力依賴,提高施工效率30%;消耗式工藝設計,保證了工藝數據與設計數據的一致性、符合性,符合率達100%。
6 結論
本文圍繞基于模塊的飛機消耗式工藝設計原理及方法進行了詳細論述,提出了基于模塊的消耗式MBOM 重構、裝配指令編制及交付規范編制的具體方法和要求。
經過工程實踐驗證,基于模塊的飛機消耗式三維工藝設計技術解決了現有的飛機裝配工藝設計過程中普遍存在的工藝設計數據與產品設計數據不一致、單架次飛機制造物料清單不準確、工藝準備周期過長、二維裝配指令操作性差等問題,體現了該方法的優越性及合理性;實現了基于單一數據源的產品研制模式,對飛機研制過程中生產計劃管控、物料采購及產品交付提供了有力的數據支撐;對于提高飛機快速研制能力,縮短產品研制周期,提高產品質量,降低制造成本具有重要的現實意義。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機電信息(2014年27期)2014-02-27 15:53:56
玩具(2009年10期)2009-11-04 02:33:14
