面向輪胎行業數字化車間物料自動轉運機器人系統研究
2021-04-04 06:49:36袁駿,張勝,趙華
制造業自動化 2021年3期
袁 駿 ,張 勝 ,趙 華
(1.機械科學研究總院集團有限公司,北京 100044;2.機科發展科技股份有限公司,北京 100044;3.機械工業儀器儀表綜合技術經濟研究所,北京 100055)
0 引言
目前世界市場上各類汽車輪胎品牌已有近300種之多,主要來自于全球85家輪胎企業,我國輪胎企業數量眾多,幾乎占據了總數的半壁江山,并且數量逐年增加。盡管中國輪胎在企業數量上面占據了絕對優勢,但是體現在質量、銷售額上面上卻不盡人意,30多家中國內地輪胎企業的總銷售額甚至不及普利司通和米其林其中一家輪胎企業的銷售額。
近年來輪胎生產技術有了突飛猛進的發展,已形成了比較完整的輪胎生產體系,但與國外先進國家相比,我國輪胎行業整體智能化水平存在一定的差距,輪胎生產裝備數字化水平不高,生產車間“信息孤島”大量存在;小型企業生產較多依賴人工,部分大型企業實現了部分工藝段的數字化,但未做到全流程自動化生產、信息化管控,產品質量追溯困難;缺少對設備數據的統一規定,需針對不同制造商、不同型號的裝備需進行一對一解析與集成,增加許多繁瑣重復性工作與成本;當前車間信息系統功能單一,集成的信息量少,不能滿足輪胎智能制造的要求。
輪胎行業數字化工廠通常包括密煉車間、部件車間、成型車間、硫化車間、分揀車間以及成品倉庫,各個車間是典型的離散性智能制造模式。在分揀車間及成品倉庫區域可通過投資建設全自動分揀物流裝備和自動化立體倉庫實現全過程的自動化和信息化;而在密煉、半部件、成型等車間,由于不同車間設備種類分散布置,同一車間設備與設備之間相互獨立,不同車間設備生成出的原料供下一工序車間使用,設備種類眾多,要料種類繁多密集。大多數車間設備供料靠操作人員和人工叉車作業,物料臺車重量較重,工作強度大,現場管理混亂復雜,依靠紙質單據進行信息傳遞,因此迫切需要引入車間成套物流系統(AGV)實現物料(膠料、胎側、胎面、內襯層、帶束層、胎體層、胎圈、冠帶條等)在密煉、半部件、成型等各個車間的自動化及智能化轉運,并實現與企業制造執行系統MES無縫對接,從而實現少人化操作,進而提高生產效率,減少工人勞動強度,改善現場作業環境,提高產品生產質量,降低產品不良率和提高生產效率。
1 物料自動轉運機器人系統技術路線
物料自動轉運機器人系統的主要使命是完成密煉車間、半部件車間、成型車間、硫化車間等車間設備之間輪胎生產所需物料自動、智能供應,形成集物料搬運機器人系統、RFID電子標簽識別系統、智能供料信息管理系統以及與企業信息系統接口集成為一體的新型車間成套物流裝備。從而構成輪胎生產數字化車間的關鍵物流裝備,并滿足日常生產所需的大批量、多品種物料供應,實現生產過程物料信息的全過程信息綁定與追溯,為成品輪胎質量管控和成品檔案管理提供基礎數據依據。
輪胎半成品生產過程是基于上一車間生產設備產出的物料是下一車間生產設備的原料供應,該項目的總體建設目標是實現不同車間生產設備物料自動供應,實現物料下線與容器綁定入庫存儲、庫存物料效期管理、根據生產計劃配送出庫等過程,充分利用機器人技術、計算機技術、網絡通信技術、物聯網技術(條形碼結合電子標簽RFID),實現OT系統和IT系統的融合集成應用。
物料自動轉運機器人系統主要由自動轉運機器人系統、自動充電系統、網絡系統、物料倉儲系統、RFID電子標簽識別系統、作業自動調度系統以及與企業制造執行系統MES的協同集成,如圖1所示。
自動轉運機器人子系統是由若干臺自動移動搬運機器人(AGV)小車及配套地面控制系統組成,主要用于不同工序設備之間物料容器的自動搬運,由移動搬運機器人(AGV)小車、地面控制系統組成。
自動充電子系統是為自動移動搬運機器人(AGV)提供電池充電的功能模塊,根據使用場景可配置鉛酸電池充電設備或鋰電子充電設備,當移動搬運機器人運行電量低于預設值后自動駛入充電站完成自動充電任務,由自動充電機、遠程IO以及網絡接口組成。
網絡通訊子系統為保證地面管理控制計算機、移動搬運機器人、RFID手持器等設備運行過程中提供數據的高速穩定傳輸而配置的集工業有線以太網和基于802.11b/g/n雙頻漫游的無線網絡組成。
物料倉儲子系統是基于SOA技術架構研發設計的針對地面平庫的物料倉庫管理系統,實現物料的出入庫管理、作業管理、庫存管理等功能,由物料倉庫管理系統WMS、RFID手持器及終端軟件、倉儲管理計算機以及網絡接口組成。
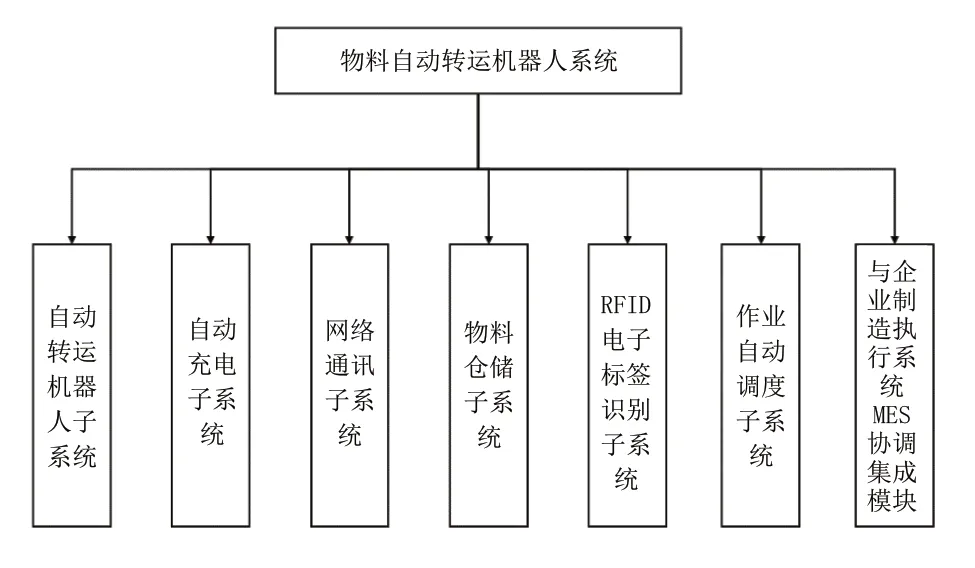
圖1 物料自動轉運機器人系統組成
RFID電子標簽識別子系統由硬件層、物資射頻識別系統組成。硬件層包括固定RFID讀寫器、車載RFID讀寫器、手持RFID讀寫器、天線、RFID標簽,主要完成臺車、托盤及其裝載物料的標識、識別、信息關聯和信息采集。
作業自動調度子系統是整個智能物料轉運的中樞神經,負責作業指令的上下傳遞,其調度的實時性、高效性、準確性是整個系統運行的成敗所在,由作業自動調度系統軟件、與移動搬運機器人接口、設備接口、MES接口組成。
與MES協同集成模塊是負責數字化車間成套物流裝備的指令發起方,由接口軟件模塊、與物料倉儲子系統接口、與作業自動調度系統接口組成。
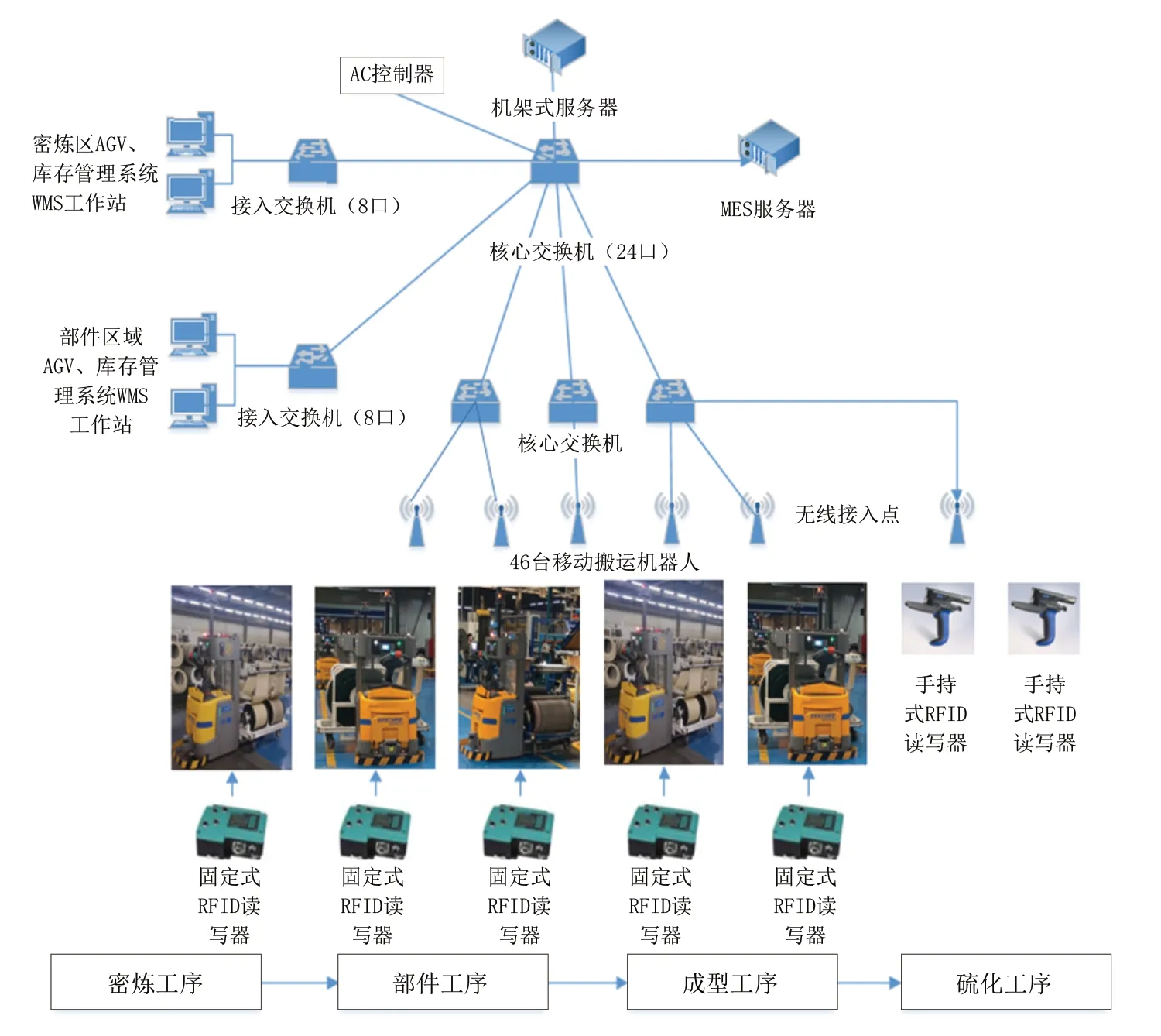
圖2 物料自動轉運機器人系統整體技術方案圖
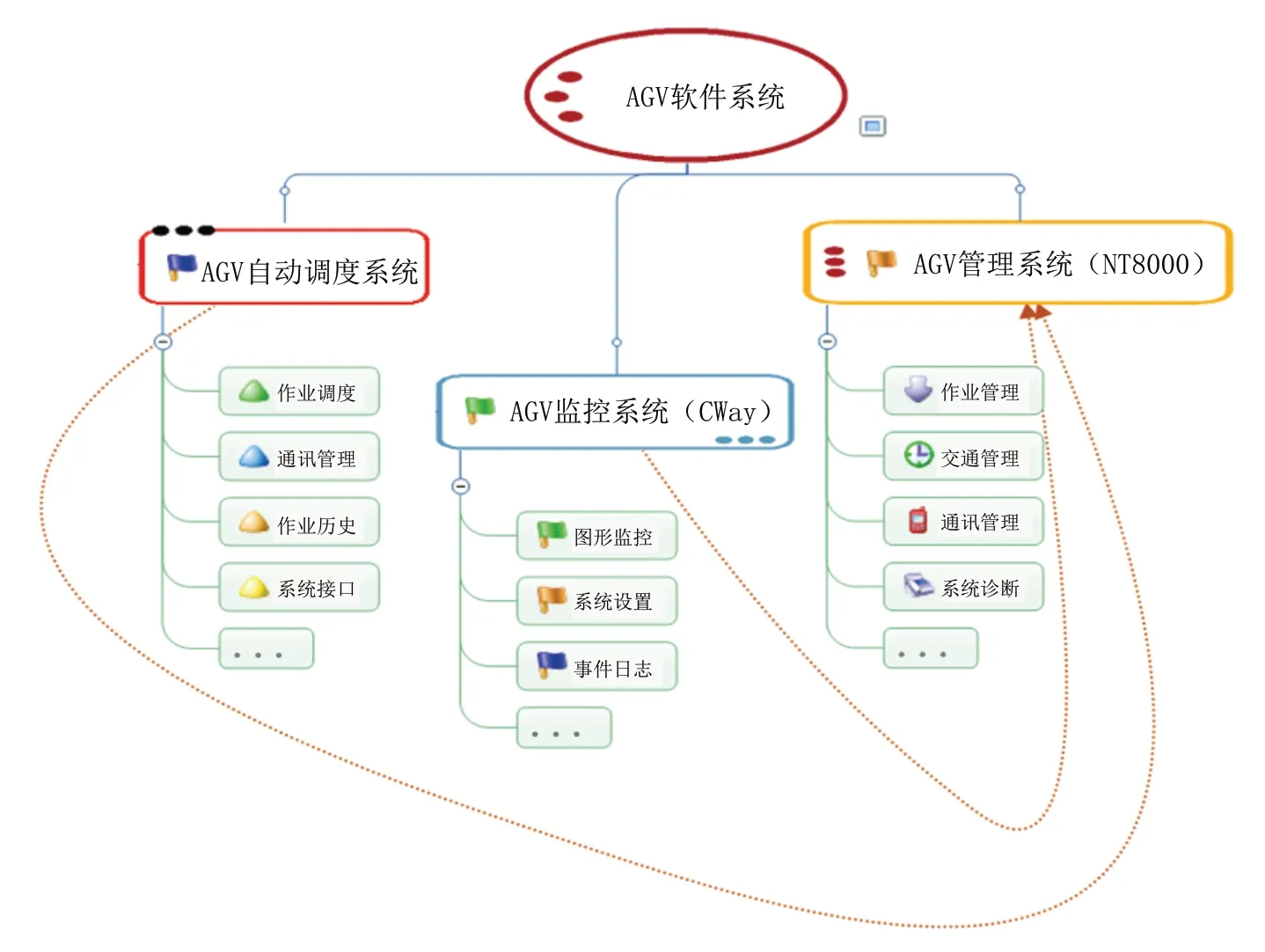
圖3 調度軟件產品構成圖
2 物料自動轉運機器人系統技術方案
系統設計目標是通過車間成套物流系統(AGV)實現物料(膠料、胎側、胎面、內襯層、帶束層、胎體層、胎圈、冠帶條等)從各個車間的智能化轉運,并實現與企業制造執行系統MES無縫對接,從而實現少人化操作,從而提高生產效率,減少工人勞動強度。
系統預計可接入最大數量可達100臺移動搬運機器人(AGV)、自動充電站、服務器、控制系統軟件、庫存管理系統WMS、AGV管理監控系統、電子標簽RFID系統、有線網絡、無線網絡的互聯互通以及與企業生產執行系統MES系統的無縫集成,實現密煉工序、部件生產工序、成型工序、硫化工序等生產過程涉及的物料(膠料、胎側、胎面、胎體、內襯、帶束、大卷料等)自動搬運,實現物料搬運無人化、電子化。
3 系統關鍵技術及功能實現
3.1 自動調度核心技術及功能實現
自動轉運機器人管理監控調度系統AMS平臺采用模塊化軟件結構,包括管理系統、監控系統以及自動作業調度系統,監控系統與作業自動調度系統分別以以太網TCP/IP方式與管理系統連接通訊,管理系統主要功能是作業管理、交通管理、通訊管理、系統診斷,監控系統以圖形化方式顯示自動轉運機器人實時運行狀態,作業調度調度系統負責作業調度下發、作業歷史記錄以及與第三方軟件系統進行接口,實現轉運過程的無人化和自動化。

圖4 調度系統功能結構圖
管理監控調度系統開發采用模塊化結構,不同功能模塊進行集中管理控制,主要功能模塊有全局數據、任務管理、車輛管理、交通管理、通訊管理、信息查看、IO管理、系統診斷、模擬管理、功能測試等模塊,形成標準的車輛管理平臺。
作業自動調度系統上接企業信息系統,下接管理系統,實現作業指令的自動下達與反饋,形成以用戶管理、權限管理、通訊管理、作業管理、作業流水管理、作業歷史記錄、日志管理及系統管理等功能模塊,經過近20年的工程實際應用,已形成具有可配置化、快速集成應用模式。
3.2 RFID電子標簽識別系統
RFID自動識別系統由硬件層、物資射頻識別系統組成。硬件層包括固定RFID讀寫器、車載RFID讀寫器、手持RFID讀寫器、天線、RFID標簽,主要完成臺車、托盤及其裝載物料的標識、識別、信息關聯和信息采集。
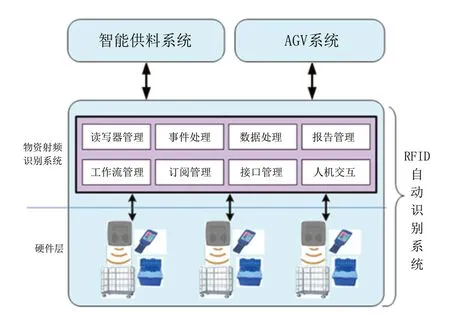
圖5 RFID自動識別系統架構
物資射頻識別系統是銜接RFID硬件設備和智能供料系統、AGV系統的橋梁,向智能供料系統、AGV系統傳遞物資信息,并向RFID設備下達指令,實現智能供料系統、AGV系統對底層設備的透明使用。物資射頻識別系統從RFID硬件設備采集數據、感知事件,按照定義的規則對數據進行過濾、合并、存儲、維護,對事件進行相應的處理。
1)RFID自動識別系統部署方案
RFID自動識別系統硬件由計算機工作站、固定RFID讀寫器、手持RFID讀寫器、車載RFID讀寫器組成。計算機工作站、固定RFID讀寫器通過以太網連接;手持RFID讀寫器、車載RFID讀寫器通過無線以太網接入;物料承載容器臺車、托盤均安裝有超高頻抗金屬RFID標簽。
結合輪胎生產企業的設備布置情況,RFID自動識別系統需在帶束裁斷機、雙/三/四復合壓出線、內襯層壓延線、胎體裁斷機的部件產出下線處安裝相應下線料倉數量的固定RFID讀寫器并配套同樣數量的IO擴展控制箱、LED條屏、手持RFID讀寫器實現產出下線部件與臺車的自動組盤及組盤確認功能;手持RFID讀寫器分別分配到膠料緩存區、AGV對接站臺區和成型車間的成型機臺。實現膠料、胎側、胎面、帶束、胎體、內襯層等物料與托盤、臺車的組盤功能;同時在移動搬運機器人AGV本體配置相應的車載RFID讀寫器在AGV執行搬運任務時實現驗證物料的功能。
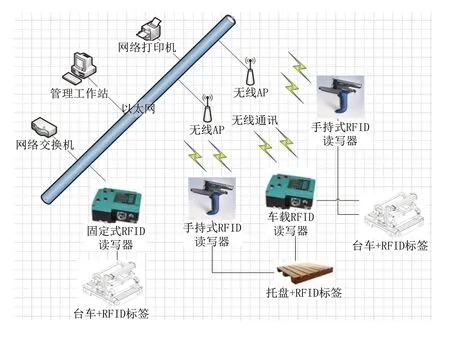
圖6 RFID自動識別系統部署方案
RFID硬件包括固定RFID讀寫器、車載RFID讀寫器、手持RFID讀寫器、天線、RFID標簽。RFID標簽用于標識臺車、托盤;RFID讀寫器和天線通過RFID標簽標識、識別臺車、托盤。RFID讀寫器通過物資射頻識別系統將采集到的信息發送給智能供料系統、AGV系統,智能供料系統下傳的指令也是通過物資射頻識別系統發送給RFID讀寫器。
RFID自動識別系統選用遠距離讀寫的無源RFID讀寫器和無源RFID標簽用于臺車和托盤的管理。無源RFID讀寫器和無源RFID標簽采用EPC Gen2協議,工作頻段為865~868MHz。
1)RFID物料識別系統
隨著RFID技術的不斷發展和完善,使用RFID進行數據采集已成為一種安全可靠的數據采集手段,物資射頻識別系統是介于讀寫器和應用系統之間的中間系統,它屏蔽了RFID設備的多樣性和復雜性,為應用系統提供已清洗的、有意義的、可靠的數據,是RFID硬件與應用系統之間的橋梁。物資射頻識別系統主要對離散的RFID硬件進行集中管理和控制,以根據應用系統的數據需要,通過RFID硬件采集數據,并對數據進行過濾、分組等處理,以形成標簽事件報告,并通過網絡通知應用系統。
2)讀寫器管理
物資射頻識別系統對接入系統的所有RFID設備實行統一管理,并對各設備的運行狀態進行實時監視。管理人員可通過物資射頻識別系統的讀寫器管理功能,對讀寫器進行連接、斷開、讀取等一系列操作,并能通過監視界面直觀的監控每個讀寫器的運行狀態、運行情況。
物資射頻識別系統支持不同廠商、不同型號的RFID設備接入,通過動態加載各個型號的讀寫器驅動,實現新添或移除設備時不重啟系統。
3)接口管理
物資射頻識別系統接口管理用于與其他應用系統和讀寫器設備相互集成。物資射頻識別系統提供了讀寫器接入接口和事件報告處理接口,讀寫器接入接口用于不同廠商、不同型號的讀寫器接入物資射頻識別系統;事件報告處理接口用于其他應用系統實現RFID標簽數據采集或將數據寫入到RFID標簽等操作。
3.3 智能供料信息管理系統
智能供料管理信息系統的主要功能是對物料自動轉運機器人系統中設備進行動態管理與調度,及時、準確完成各種物料的搬運作業,利用RFID識別技術實現物料從入庫、庫存、出庫全業務流程的信息追溯,并對庫存數據、作業數據、貨位數據等進行統計分析,為企業上游信息化系統提供底層的數據支撐,為數字化車間各部門提供有價值的決策信息,以便決策者對生產進行宏觀調控。
系統以可視化方式動態顯示智能供料庫區物料存放情況,同時系統具備豐富的查詢統計功能,能提供各種方式進行查詢統計等功能。
根據系統總體規劃設計,智能供料管理信息系統組成如圖7所示,系統由作業接口管控系統、作業自動調度系統、料區倉庫管理系統、電子標簽識別系統、RFID-PDA終端系統、后臺數據庫管理系統以及與制造執行系統MES的接口組成。
通過將整個信息系統分成若干子信息系統,整體上協同完成智能料區信息管理系統,實現在輪胎行業復雜環境現場條件下數量眾多的移動搬運機器人高并發作業場景的實時處理和庫存管理,并與企業制造執行系統MES協同集成,整體上構成數字化車間成套物流裝備的重要組成部分。
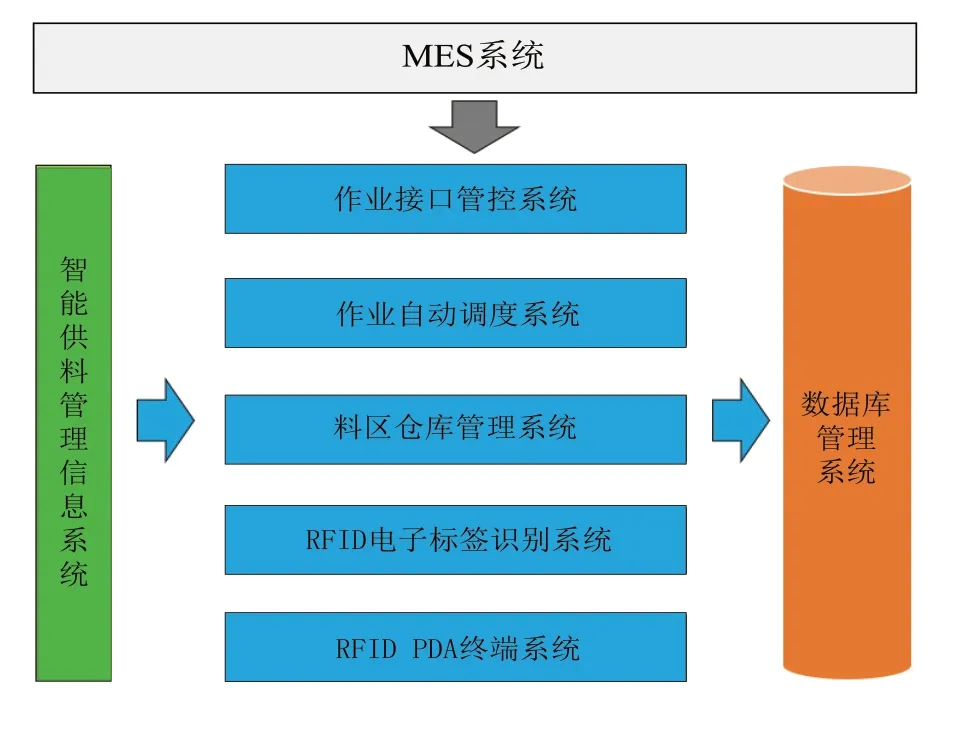
圖7 智能供料管理信息系統組成圖
作業管控系統負責與MES系統協調集成,根據MES生產計劃和料區倉庫管理系統情況來生成調度作業指令,并實時向MES系統反饋作業執行詳情。
作業自動調度系統負責車間內所有移動搬運機器人作業指令下達、數據報解析分析、邏輯記賬等。
料區倉庫管理系統負責膠料、胎側、胎面、胎體、內襯層、帶束等料區可視化庫存管理、貨位管理、作業管理、查詢統計等功能。
RFID電子標簽識別系統通過固定式RFID讀寫器、車載RFID讀寫器來實現物料容器上RFID卡片的識別、寫入、讀取及比對,實現出入庫全業務流程的信息追溯。
RFID PDA終端系統通過無線接入方式實現移動RFID設備實現作業查詢及維護、庫存查詢及維護、庫存盤點等功能,構成RFID電子標簽識別系統的補充手段,來維護料區倉庫管理系統。
3.4 系統實現技術指標
本文所研制技術成果可實現如表1所示的技術指標。
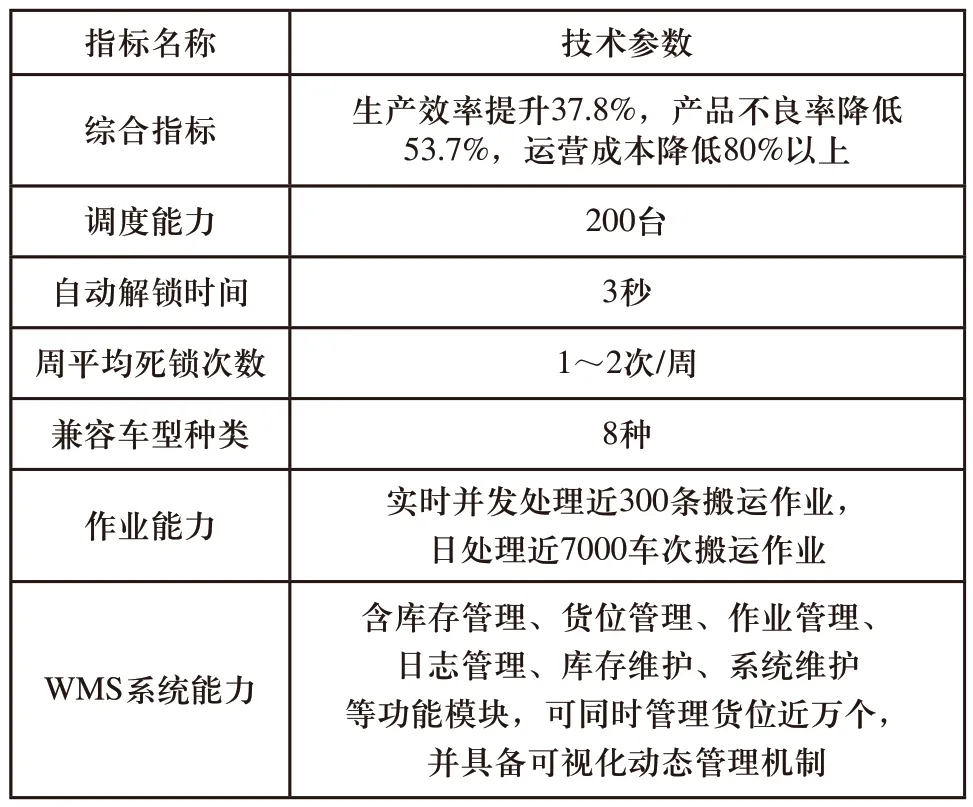
表1 系統實現技術指標

表1(續)
4 創新點
1)復雜路線交通管理的智能化
由于輪胎行業生產車間物流轉運空間有限,移動搬運機器人(AGV)的運行路線錯綜復雜,通過研究多車多任務的智能交通管理及控制算法,智能化的實現在交叉路口多臺車輛運行時的自動避讓,避免了多車之間運行的死鎖堵塞。
2)高并發作業自動調度優化算法
輪胎行業生產設備眾多,每個設備還有若干工位,物料消耗快速,因此會產生大量的、高并發的搬運作業,同時系統中配置的物料自動轉運機器人數量也眾多,因此如何通過研究此背景下作業自動調度系統,滿足生產所需是研究的一個創新點,系統能自主地根據作業指令并按照優化策略動態遴選AGV去執行作業,并采用動態A*算法實時規劃出多臺AGV執行任務的最優路徑,使多AGV系統的總體運行效率達到最優。最終實現了實時并行處理作業數達300條,日處理搬運作業數達7000車次,系統日處理記錄日志信息近35萬條,作業調度技術水平處于國內領先水平。
3)解決高并發作業模式下以太網通訊過程中數據報文粘連的問題
在輪胎行業數字化車間移動轉運機器人中由于各生產車間設備眾多、物料種類繁多,作業搬運頻次高等因素,造成調度系統在處理以太網數據報文時出現接收報文過多,出現“報文粘連”問題,導致車輛在搬運過程中、系統在運行過程中出現不同程度的“卡頓”問題,本論文根據上述存在的問題,研究實時報文處理算法,很好的解決了數據報文實時解析、排隊、處理,系統響應速度大幅度提升。
4)全流程信息追溯
在輪胎行業首次使用動靜態組合RFID技術,實現了出入庫作業全流程的信息追溯,通過固定式RFID讀寫器、車載RFID讀寫器和移動RFID手持器,自動實現RFID信息讀取、信息寫入、信息比對驗證過程,將RFID識別準確率提高到了99.6%以上,填補了國內輪胎行業半成品數字化車間物料生產配送過程全流程信息追溯技術的空白,為后續產品質量檔案的形成提供了必要的過程數據。
5)分布式軟件部署模式
本論文通過研究,將智能供料管理信息系統分解為作業接口管控系統、作業自動調度系統、料區庫存管理系統、RFID電子標簽識別系統和RFID PDA終端系統,并進行了分布式部署,實現了不同軟件模塊負責處理不同功能模塊,提高了作業實時高并發處理能力,整體上協同完成智能料區信息管理系統,實現了在輪胎行業復雜環境現場條件下數量眾多的移動搬運機器人集成應用并與企業制造執行系統MES協同集成,整體上提高了車間的智能化、信息化水平。
5 結語
本文研究了集移動搬運機器人技術、軟件工程技術、工業互聯網技術、物聯網技術綜合應用為一體的智能供料系統,目標是實現密煉、半部件、成型、硫化等車間設備之間輪胎生產所需物料自動化、智能化供應,形成集物料搬運機器人系統、RFID電子標簽識別系統、智能供料信息管理系統以及與企業信息系統接口集成為一體的車間成套物流核心裝備,滿足日常生產所需的大批量、多品種物料供應,實現生產過程物料及時準確配送,實現了OT系統和IT系統的融合集成創新應用。
本文研究成果,累計推廣應用近300臺物料自動轉運機器人,累計合同額達1.5億元,獲得了客戶的廣泛認可,并成功將研究成果推廣到泰國、歐洲等地區輪胎企業,取得了較好的經濟和社會效益。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
