大型自由曲面光學器件的超精密拋光方法*
2021-04-02 02:15:32田同同趙吉賓
航空制造技術 2021年3期
關鍵詞:方法
周 波,李 論,田同同,趙吉賓
(1.中國科學院沈陽自動化研究所,沈陽 110016;2.中國科學院機器人與智能制造創新研究院,沈陽 110169)
目前,球形和非球形光學系統的應用越來越受到成像性能以及現代光學系統的高質量要求的挑戰,而由自由曲面表達的復雜光學表面是解決此問題的關鍵[1]。光學自由曲面通常是指不可展的復雜光學表面,它可以具有任意規則或不規則的表面結構[2]。與傳統的光學部件相比,它具有不對稱的結構并具有靈活的空間布局。經優化設計擴展的自由度,顯著提高了光學系統的視場適應性,并使光學系統可以獲得更大的成像視場,改善了其光學性能,并簡化了系統結構,可減少鏡片的數量以及鏡片的尺寸[3]。因此,基于自由曲面的光學系統研究已成為發展新一代高性能光學系統的重要方向。
高輪廓精度的自由曲面的應用,使得大視場、高分辨率反射長焦系統的設計日益成為歐美發達國家的關注焦點,并在自由曲面研究領域取得了突破。NASA 已使用的自由曲面的紅外光譜成像儀也采用了自由形式的表面[4]。國際知名的光學系統制造商徠卡(Leica)為歐洲航天局(ESA)開發了一種新型的自由曲面光學表面[5]。TMA 相機也使用自由曲面,并且全場波像差的RMS 值從λ/ 7 提高到λ/ 20[6]。
大口徑自由形狀零件的高端加工技術和設備被以美國為首的西方國家視為戰略資源,并嚴格限制了出口。由于其特殊的幾何結構和材料特性,對打磨的路徑規劃技術的要求非常高。綜上所述,以自由曲面表示的復雜光學表面在重要的光學工程、國防軍事等先進領域具有廣闊的應用前景,將成為光學系統技術發展的主要方向。為解決現有自由曲面光學器件表面加工的關鍵問題,開發了用于大直徑自由曲面零件的智能、高精度、高效超高精度機器人拋光加工平臺。
傳統的數控軌跡生成方法,如等距輪廓偏置、螺旋軌跡以及往復路徑等,均需要避免路徑交叉并追求更高的效率以實現高速加工。但是,拋光路徑為了防止單一方向運行導致的中頻、高頻誤差,其方向需要不斷變化,以有效地消除拋光紋理。現在的拋光路徑除了前述的傳統方法,還有基于分形算法的謝爾賓斯基曲線或者希爾伯特曲線,但是其生成路徑有規律可循,一定程度上仍無法做到消除中頻及高頻誤差。基于此,本文提出下述拋光軌跡算法,具體見圖1的算法流程圖。
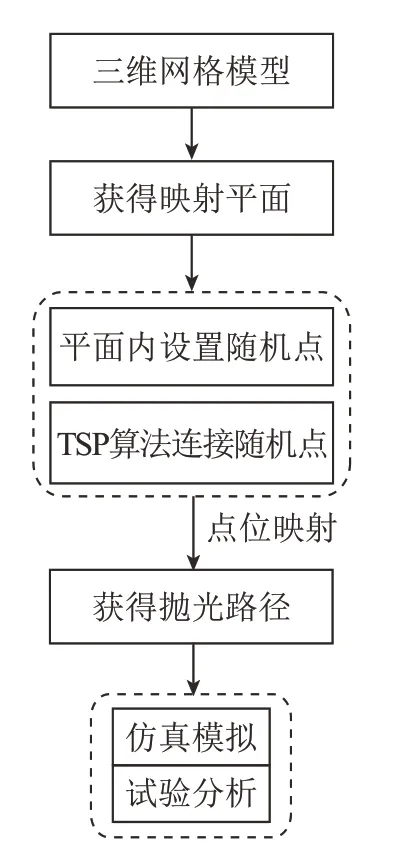
圖1 算法流程圖Fig.1 Flow chart of algorithm
自由曲面的不規則形狀特性為光學系統賦予了新的活力,但同時也為其制造技術帶來了巨大挑戰。依賴于手動和簡單機械的傳統加工方法屬于質量不穩定的研磨和拋光技術,無論精度或加工效率,都無法滿足復雜曲面的加工要求。
隨著機器人技術的日益成熟及其具有的更大加工靈活性以及加工范圍,可以使用六軸工業機器人夾持拋光工具進行拋光操作,其更具有成本低廉的特性,但由于工業機器人的低剛性(約0.1mm)而降低了其定位精度[7]。很多研究人員使用CNC 機床進行此類精加工階段。Lin 等[8-9]設計和開發了一種五軸CNC 柔性砂布輪拋光機床,并研究了其拋光工藝[10],柔性拋光有效地改善了表面質量,而又不影響工件的深層質量。Tsai 和Huang[11]設計了一種特殊的五軸機床進行拋光操作。
計算機控制的光學拋光(Computer control optics surface,CCOS)技術[12],特別是一些新穎的拋光技術,如應力板拋光、磁流變拋光、離子束拋光和球囊拋光等確定性拋光技術的創新,促進了光學元件的革命性高精度制造。但是,當將上述商用拋光技術應用于大直徑光學自由曲面的高精度加工時,存在一個明顯的問題:自由曲面元件不同于球形表面和簡單的非球形元件,并具有一定的邊界功能。目前,商業數字拋光技術加工坐標系無法實現復雜曲面光學元件的識別和精密加工。同時,因數控機床的加工范圍有限及其不具有機器人的加工靈活性,這些新穎的拋光技術絕大多數采用了機器人平臺進行拋光。
本研究克服了現有技術的局限性,并提出基于旅行商問題生成無交叉路徑的拋光方法。
邊界參數化
對曲面進行參數化就等于找到從合適的域到曲面的一對一映射。對表面網格進行參數化的目的是找到從平面網格到三角網格曲面的一對一映射規則。一個好的映射規則需要符合角度變形(共形參數化)或面積變形(保面積參數化)最小化的規則。根據所需的邊界參數化類型,可以將不同的參數化方法分為3類:固定邊界、自由邊界和無邊界[13]。本文采用前兩種邊界法。
1 分層切片算法
固定邊界表面參數化法是定義一組約束邊界參數化的方法,即沿邊界的每個頂點由兩個u、v坐標[13]來定義。為固定邊界方法選擇邊界參數化方案時,提供兩種不同的選擇:
(1)用戶可以在兩種常用方法中選擇邊界參數化:均勻或弧長參數化。均勻即等距劃分的邊界參數化雖然會產生較差的視覺效果,但更穩定。為了更符合減小加工誤差的原則,在默認情況下,使用弧長邊框參數化的方法。
(2)由兩個標準形狀中的一個形狀來代表平面域的邊界形狀:圓形或正方形。正方形邊界參數化通常用于近似矩形。圓形邊界參數化對應于近似于圓形的投影。
相對于固定邊界表面參數化法,自由邊界表面參數化法保證更好的映射精度[14-16],但是映射域的邊界復雜,加大了規劃路徑的難度。傳統的往復路徑(即Zig-Zag)或等距輪廓偏置(即CPO)因路徑生成簡單,可以適用于自由邊界映射域的路徑規劃。而前述的謝爾賓斯基曲線或者希爾伯特曲線,則不適用于自由邊界映射域,因兩者均在圓域或方域內方便進行分形計算,在自由邊界域內規劃非常困難。本文采用的通過在映射域內生成隨機點的方法,突破了上述路徑因映射精度及路徑規劃難度等問題,可以在圓域、方域及自由邊界映射域內生成無交叉路徑,完成了拋光路徑的生成。
針對上述平面域的選擇問題,通過將曲面網格投影到平面上,可以獲得區域輪廓,根據計算圓形度的數值來判斷形狀并選擇邊界參數化類型,如圖2所示。
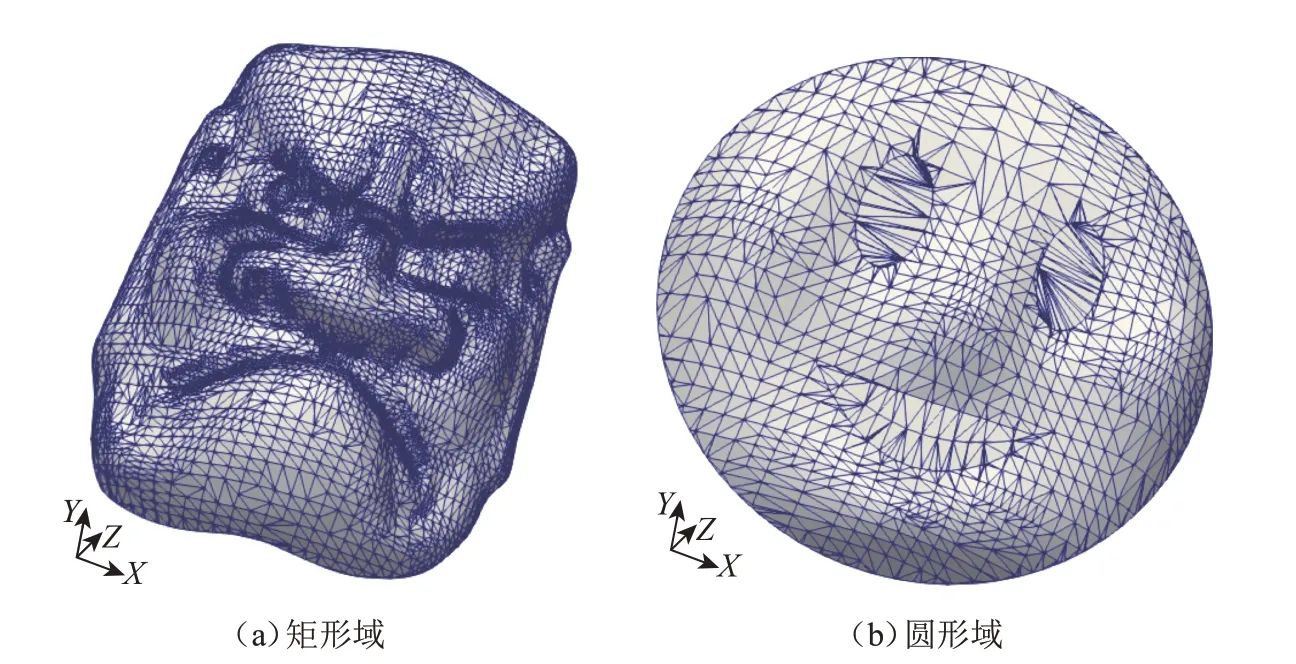
圖2 網格曲面適用類型Fig.2 Applicable types of mesh surfaces
圓形度的計算公式如下:

式中,Circularity為圓形度;Area為投影區域的輪廓包圍面積;Length為投影區域的輪廓長度。當投影區域的圓形度接近1(本文選擇為超過0.9),則適用于選擇圓域;當投影區域的圓形度值相對小(考慮到方形域為0.785,本文選擇為介于0.8 與0.9之間),則適用于選擇方域;當圓形度值小于0.8,則選擇自由邊界映射域。
2 重心坐標系
參考2D 廣義重心坐標[17]的定義,其提供了為二維三角形定義的廣義重心坐標的高效的實現方法。為了方便地產生拋光軌跡,必須將映射平面內三角形的坐標以重心坐標系的形式表達,再將該坐標映射到三維網格曲面上,從而方便地獲得最終的拋光軌跡,如圖3、4所示。
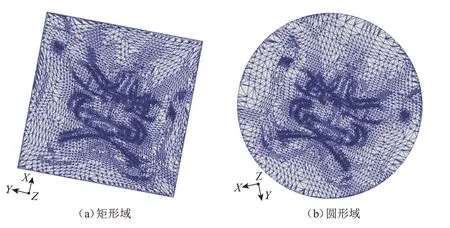
圖3 天狗面具的映射平面域Fig.3 Mapping plane of tengu mask
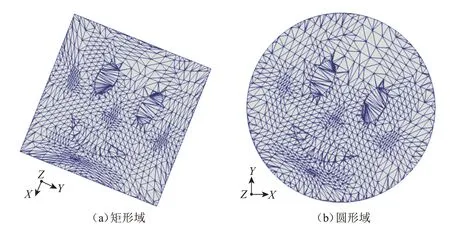
圖4 Emijo 面具的映射平面域Fig.4 Mapping plane of Emijo mask
點q的三角形上的任何點都可以表示為式(2),見圖5。

可以將q表示為三角形頂點的加權平均值。如前文所述,平面域的索引遵循一對一的映射規則,并且與原始曲面網格相同,點q對應于原始曲面網格的平面域上面片內的一個點坐標,其坐標可以通過式(2)計算。
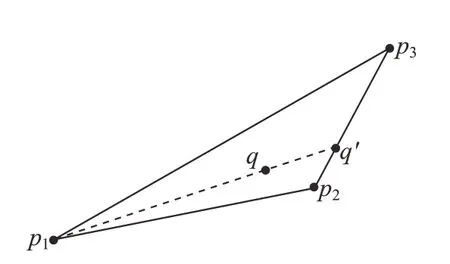
圖5 平面網格面片上的重心坐標Fig.5 Gravity coordinate on patch
軌跡規劃
傳統的拋光路徑方法包括:往復、等距輪廓偏置、螺旋形、希爾伯特(Hilbert)填充曲線[18]、均勻有理B樣條曲線(NURBS)曲線擬合[19]等。為了防止單一方向運行導致的中頻、高頻誤差,并消除拋光紋理,拋光路徑方向需要不斷變化。相對于有規律可循的基于分形算法的謝爾賓斯基(Sierpinski)曲線[20]或者希爾伯特曲線的拋光路徑,無規律的隨機路徑更適用于消除中頻、高頻誤差,但是需要采用一種高效的且可以將隨機點用“一筆畫”的方式進行連接,以生成無交叉的高效隨機路徑。
旅行商問題(Travelling salesman problem,TSP)是計算數學中研究最深入的問題之一。給定一個城市的集合以及每對城市之間的旅行成本,那就是找到訪問所有城市并返回起點的最經濟的方法[21]。對于拋光軌跡,可以在平面網格中生成隨機點,并通過TSP 方法進行連接,從而可以使拋光軌跡最短。
但是TSP 問題尚無有效的解決方法[22],任何方法均不能保證其獲得的是最短的路徑,只有相對短和高效的算法。在這些求解方法中,加拿大Uwaterloo 大學的研究人員[23]提出的算法和基于Lin-Kernighan的本地搜索算法[24]求解TSP 都非常節省時間并保證結果是相對優良的。隨著點數的增加,各個計算方法的時間消耗將急劇增加。比較隨機點(2000個點)的時間消耗和準確性的計算結果,如表1所示。
可見,基于Lin-Kernighan算法求解TSP的算法具有良好的時間消耗和準確性。雖然路徑長度略大于Uwaterloo 大學的計算結果,但是計算效率的優勢非常明顯。相對于縮短冗長的打磨拋光路徑長度的難度,計算效率的提高更具有實際意義,這樣才能實現算法較高的“質速比”。
1 蟻群算法
本文采用蟻群算法來提高計算速度。蟻群算法是一種用來尋找優化路徑的概率型算法,1992年由Dorigo[25]在其博士論文中提出,其靈感來源于螞蟻在尋找食物過程中發現路徑的行為。這種算法具有分布計算、信息正反饋和啟發式搜索的特征,本質上是進化算法中的一種啟發式全局優化算法[26]。本文采用蟻群算法解決前述的以TSP 求解路徑連接問題,算法的流程如下(以某一只螞蟻的行走路徑代表一個可行解,即一個路徑連接方案):
(1)設定迭代次數。
(2)確定螞蟻數n。
①對每只螞蟻,隨機選擇一個抽象點作為起點;
·進入循環選擇后n-1個抽象點;
·根據所有與當前抽象點相連的路徑上的信息素多少,決定下一步,即選擇信息素最多的路徑;
·螞蟻有一定概率選擇錯誤,即隨機選擇下一步要走的路徑;
·在選擇的路徑上按照一定規則留下一定量的信息素;
②螞蟻行走路徑就是本次搜索的軌跡連接路徑;
(3)每群螞蟻結束后,所有路徑上的信息素進行一次衰退,保證越后進行的螞蟻的信息素影響越大。
(4)等待迭代結束。
設定更新選擇的路徑上的信息素方式為式(3),其中u為信息素衰退因子;Q為常數因子;len為從起始城市回到城市的路徑距離。
并設定全局更新信息素為蟻密系統。

2 TSP算法對比分析
將幾種TSP算法運行對比,以驗證所提出算法的有效性,軌跡連接效果和統計數據分別見圖6及表2。
從表2可以看出:(1)除Uwaterloo大學及本文所提出的算法,其余算法都存在交叉;(2)雖然Uwaterloo 大學所提出的算法路徑最短,但是計算時間顯著較長,其算法的時空效果并不好。與連接路徑的長度相比,本文方法在時間消耗方面表現出更好的性能。因此本文推薦使用蟻群算法計算TSP。

表1 仿真結果統計Table1 Statistics of simulation results
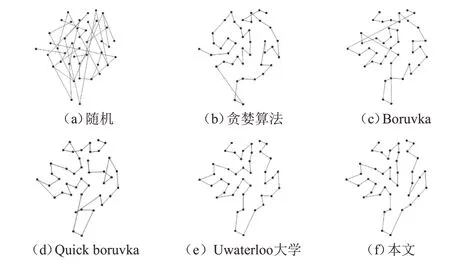
圖6 多種連接方法對比Fig.6 Comparison results between multiple connection methods
3 TSP 隨機點預設置數量
曲面模型的表面積可以通過累計每個面片計算,

式中,i是每個面片的索引,且bi是第i個面片的面積。設打磨工具的有效投影面積為s。則TSP 隨機點預設數量n為:

考慮到三角網格曲面模型的復雜程度不同,本文逐次適當放大隨機點數以保證不殘留加工區域以及不過度加工,則放大的隨機點數數量n′= (1.05~1.1)m×n。其中,m是逐次放大隨機點數目的次數。
尤其需要注意的是,在自由邊界平面域內生成隨機點的數量不同于圓域及方域。因自由邊界平面域外輪廓復雜,首先需要在單位方域內進行隨機點的生成,再判斷這些點落在自由邊界平面域的情況,進行隨機點的補充。本文是以方域的面積與自由邊界域的面積相比,適當放大隨機點生成的數量,以保證有足夠的數量落在自由邊界域內。
數值模擬及拋光試驗驗證
為了評估所提出的TSP 軌跡規劃算法,圖2中所示的兩個網格曲面被用作工作示例:“天狗面具”和“Emijo 面具”網格曲面,都包含多個小面片。前者包含4000多個三角面片,后者的網格構成了600多個切面。通過前述參考加工參數,分別確定TSP 點的預設數量。如果預設的TSP 點數少(實際上不能覆蓋表面網格),則TSP 點數會增加,同時也會影響加工效率。因此,在合理的限制范圍內考慮加工精度和耗時,本文中的TSP 數量將設置為1174 和464。統計數據如表3所示。
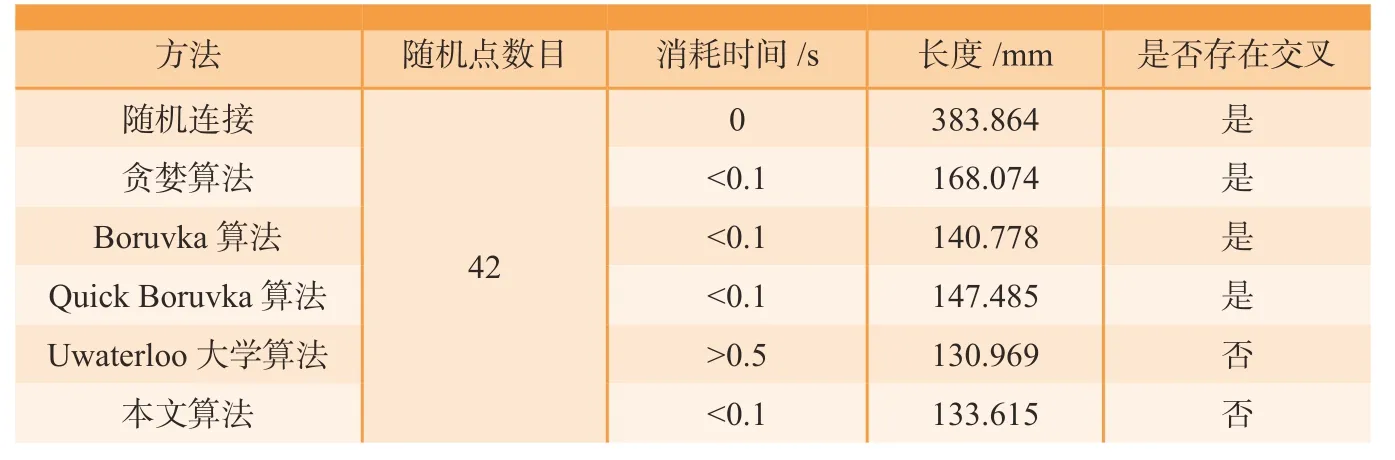
表2 TSP 軌跡生成時間統計Table2 Statistics of TSP trajectory generation time-consuming

表3 計算數據統計Table3 Statistics of TSP calculation results
1 仿真模擬
1.1 “天狗面具”實例
在圖7中所示的“天狗面具”的平面網格內隨機分布1174個隨機點。
圖8示出了根據重心坐標對應獲得的拋光工具路徑。
該模型的投影域圓形度為0.813,所以適用于采用方域作為映射域進行計算。從圖8中也可以得出,方域映射后獲得的拋光路徑的邊界覆蓋情況比圓域的情況要理想;圓域映射后在模型的邊界處出現多處路徑沒有覆蓋到的情況。因此,采用方域進行映射是合理的。
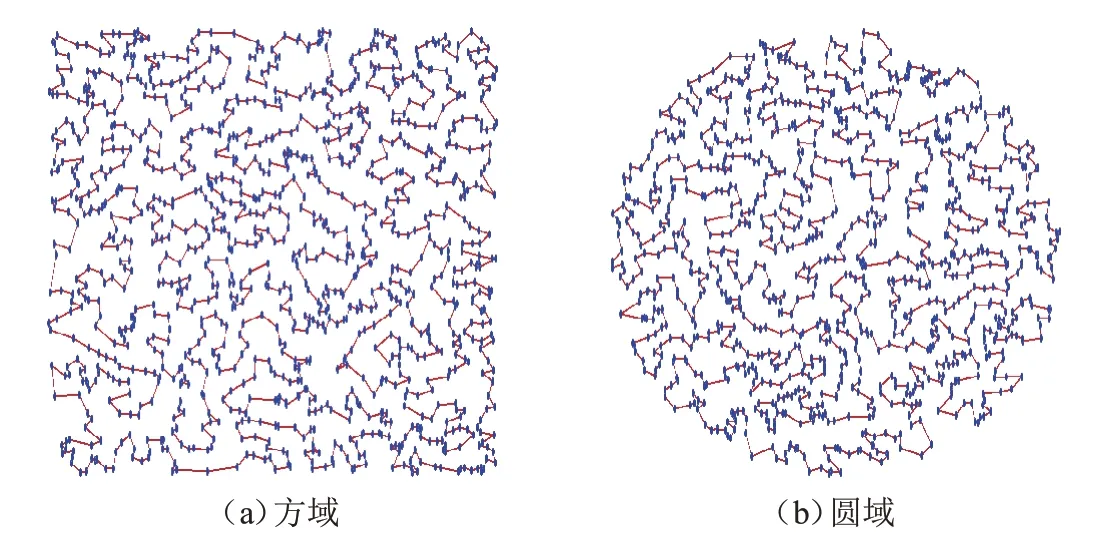
圖7 天狗面具平面域內TSP 路徑Fig.7 TSP path in plane domain of Tengu mask

圖8 天狗面具TSP 拋光路徑Fig.8 TSP polishing path of Tengu mask
1.2 “Emijo 面具”實例
在圖9中所示的“Emijo 面具”的平面網格內隨機分布464個隨機點。
圖10示出了根據重心坐標對應獲得的拋光工具路徑。
該模型的投影域圓形度為0.925,所以適用于采用圓域作為映射域進行計算。從圖10中也可以得出,圓映射后獲得的拋光路徑的邊界覆蓋情況比方域的情況要理想;而方域映射后在模型的邊界處出現多處路徑沒有覆蓋到的情況。因此,采用方域進行映射是合理的。
2 拋光試驗
本文通過試驗對比所提出的TSP 路徑規劃方法與基于謝爾賓斯基軌跡的拋光軌跡規劃方案的打磨效果。因所選擇的模型(原件為某自由曲面,材料為光學玻璃)具有較大的坡度且部分區域具有尖銳的幾何特征,投影后的圓形度數值僅為0.602,顯然采用圓域和方域并不適合進行路徑規劃。此外,采用謝爾賓斯基路徑,階數及等分的數量(圓域)將直接影響生成效率,本文給出生成近似數量(2700)的點所消耗的時間,并在圖11中的平面域內規劃謝爾賓斯基路徑(階數為7),在表4統計生成點位及計算時間,可見所提出的算法在時間消耗方面具有優勢。
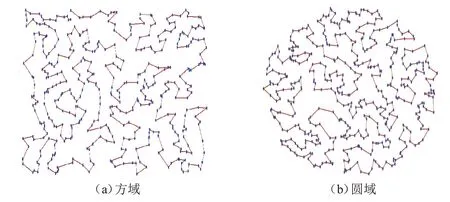
圖9 Emijo 面具平面域內TSP 路徑Fig.9 TSP path in plane domain of Emijo mask
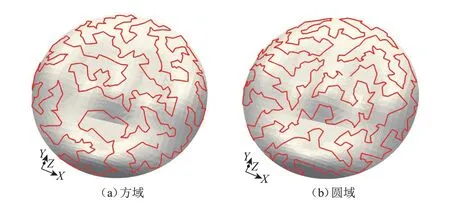
圖10 Emijo 面具TSP 拋光路徑Fig.10 TSP polishing path of Emijo mask
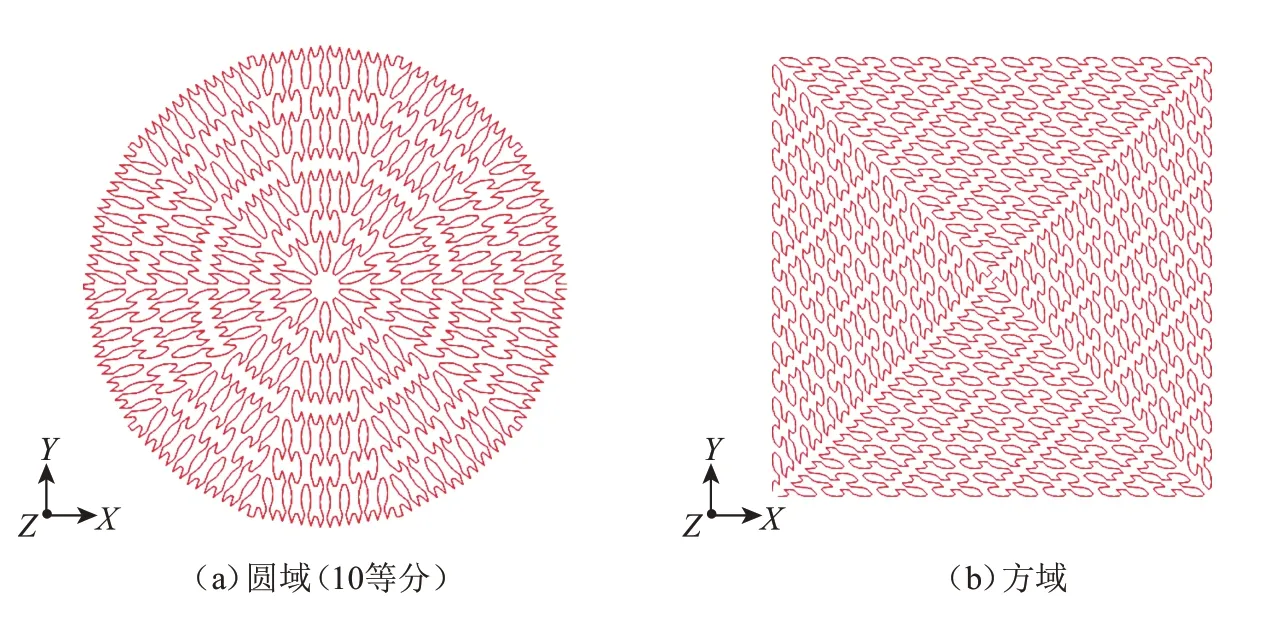
圖11 謝爾賓斯基平面域內路徑(4 階)Fig.11 Sierpinski polishing path of Emijo mask
試驗裝置采用KUKA 機器人(吊裝方式安裝),額定負載30kg,末端裝置自制打磨盤(配1200#砂紙)進行拋光試驗,拋光壓力均為5N;拋光盤半徑為48.0mm,如圖12所示。(1)采用謝爾賓斯基路徑:在圓域生成路徑(階數為9,大致為7200個點),打磨一次旋轉60°,共拋光6次;(2)采用所提出的TSP 路徑:同樣進行6次拋光加工,每次生成隨機點7200個,如圖13所示。試驗后,參數及結果統計如表5所示。
采用TSP 方法,當預設隨機點數量與謝爾賓斯基方法獲得的點數量接近時,每次生成路徑的時間以及路徑總長度均是每組試驗中最小的。試驗最后,本文所提出方法的拋光表面粗糙度數值略好于采用謝爾賓斯基路徑。
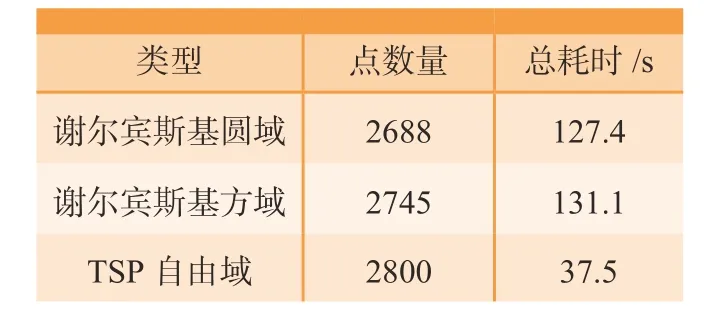
表4 計算數據統計Table4 Statistics of calculation results

圖12 拋光試驗Fig.12 Polishing experiment
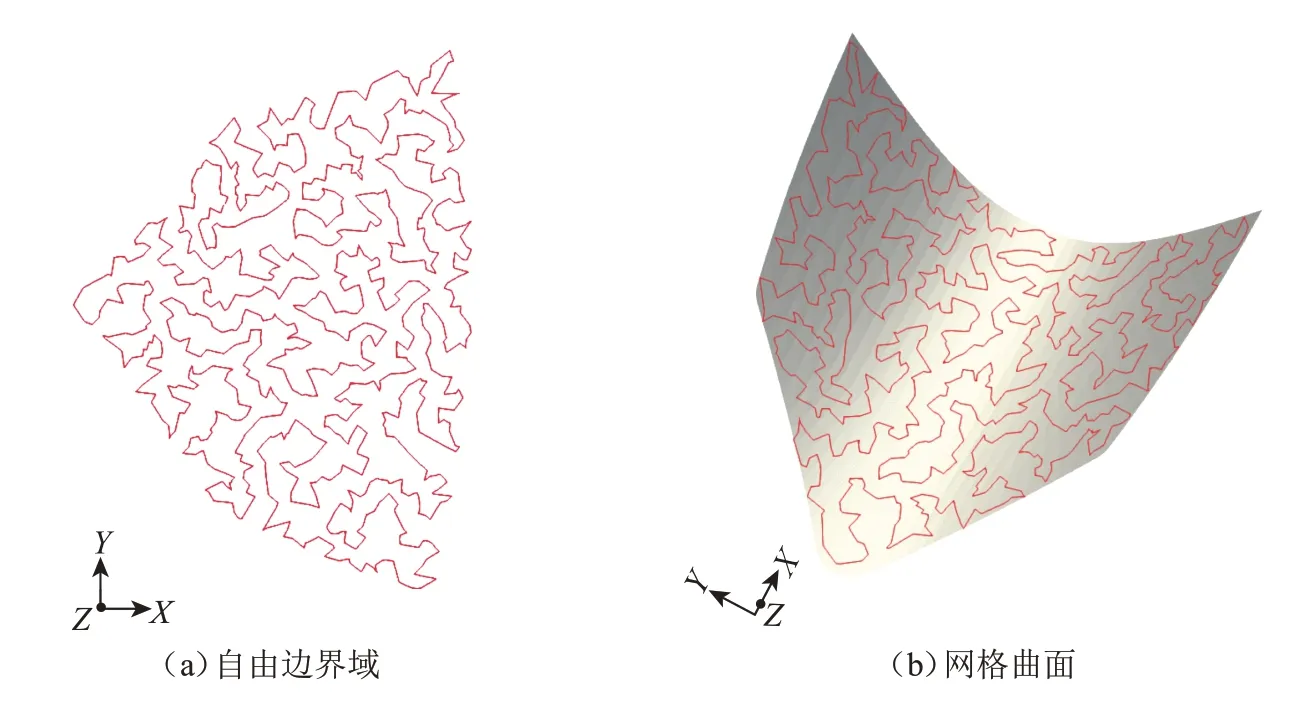
圖13 TSP 拋光路徑Fig.13 TSP polishing path
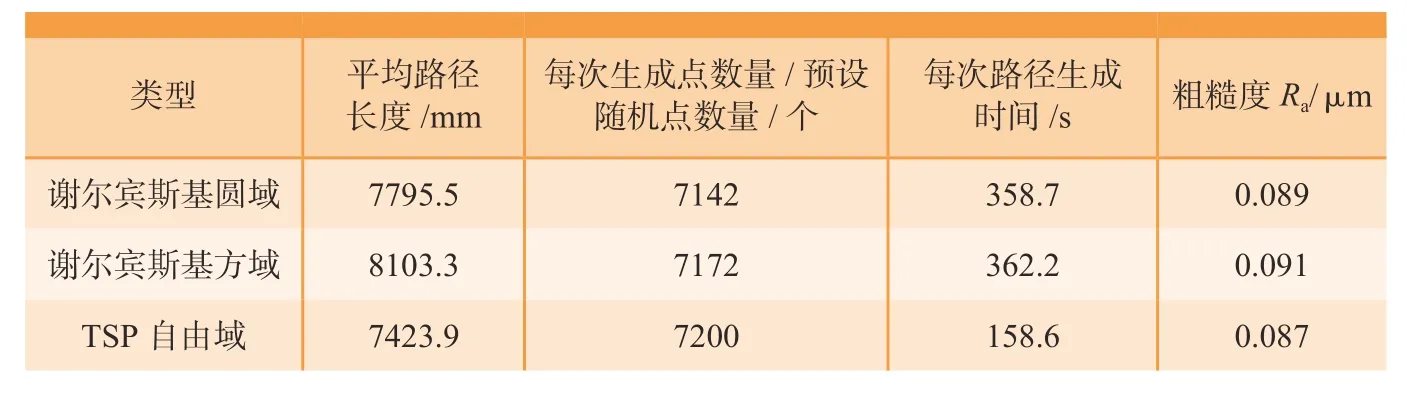
表5 參數及結果統計Table5 Statistics of TSP parameter and calculation
結論
本文提出了一種基于TSP 方法的柔性拋光軌跡規劃方案。它以自適應選擇的邊界參數化獲得平面形狀,將點位換算到重心坐標系并具有TSP 點的預設數量的功能。根據自適應選擇標準,該映射域可以選擇正方形、圓形或自由邊界域。在已經滿足預設的系統精度要求的前提下,確定拋光的初始TSP 點數。本文提出的方法主要可以解決以下問題:
(1)解決了TSP 軌跡規劃問題,在保證加工精度的同時,可以有效控制預設的隨機點數。
(2)根據不同的投影平面圓形度數值,調用自適應方法確定選擇形狀。
(3)通過比較鏈接路徑長度和時間消耗的結果,如果拋光點的數量相對較大,我們建議使用蟻群算法求解TSP。
(4)自由邊界域對邊界的覆蓋較好,但是需要增加判斷隨機點落在自由邊界域的過程,路徑計算耗時要大于圓域及方域。
(5)通過試驗結果可知,本文所提出的方法在計算時間及路徑長度上均優于謝爾賓斯基路徑且精度較高。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
