飛機大部件裝配能力測算方法研究
2021-04-02 02:16:00
航空制造技術 2021年3期
(航空工業成都飛機工業(集團)有限責任公司,成都 610092)
飛機制造是一個龐大、復雜的離散型制造工程,從工藝設計開始,主要經歷毛坯制造、零件加工、部件裝配、總裝配(安裝)以及試驗試飛等階段。其中,飛機部件裝配和總裝配是多學科交叉的高難度、綜合性工作,工作量約占整個飛機制造工作量的30%~45%,裝配周期一般占飛機總制造周期的40%以上[1]。飛機的裝配能力直接決定了飛機的生產制造能力。
飛機裝配屬于典型的離散型生產,裝配能力的測算工作復雜性強,操作困難[2]。制造資源的投入是影響飛機裝配能力的最主要因素。同時,人、機、料、法、環緊密聯系,影響飛機的裝配質量,零標件供應、成品配套以及現場故障等使得飛機裝配能力具有明顯的動態特性。理論分析中常用Petri 網建模方法建立生產線模型并進行瓶頸環節分析、優化[3],或借助計算機以Plant Simulation 等軟件進行裝配生產線仿真[4],也可以采用二者相結合的方式進行[5]。文獻[3-5]運用上述方法依次對某型飛機總裝、某型飛機中機身裝配以及某型飛機機翼裝配生產線進行了建模分析,驗證了方法的有效性和可行性。
飛機部件裝配主要完成飛機結構件的定位、連接工作,其涉及的零標件多,協調關系復雜且結構剛性較弱,實現了飛機從零件到組件、段件、部件直至機身/機翼大部件的結構演變。因此,飛機部件裝配流程長,層級多,前述文獻中的建模分析方法在實際工程應用中略顯繁瑣。
本文為測算飛機大部件裝配能力,以部段件為基本研究對象,分析主要矛盾,重點關注部段件架內裝配型架的數量和占架時間,化繁為簡,從實際生產數據出發,考慮部段件裝配能力在工藝方案、操作熟練度、倒班模式、制造資源以及一般能力社會化等因素影響下隨時間的動態變化關系,結合飛機裝配時序關系獲得機身/機翼大部件的裝配能力,用于指導工程實踐。
1 裝配能力影響因素
裝配能力定義為單位時間內完成裝配的部件數量,可表示為:

其中,Q為裝配產量(架);T為完成時間(年);C為裝配能力(架/年)。影響飛機部件裝配能力的因素很多,其中可控因素主要包括工藝方案、操作熟練度、倒班模式、制造資源(型架、設備)以及一般能力社會化(主制造商-供應商模式)等;不可控因素主要包括現場故障、零件與成品配套缺件等。本文主要考慮上述可控因素對裝配能力的影響。
1.1 裝配工藝方案
工藝方案明確了工藝分離面、裝配流程、裝配基準、協調關系、部件姿態等重要內容,對裝配能力的影響最為深遠。工藝分離面直接決定了飛機裝配的并行程度,分離面越多,并行程度越高,占架周期越短,裝配能力越強。F35 戰機生產能夠實現快速上量,很大程度上得益于其細分的工藝分離面。部件在型架內的裝配姿態以及零件的裝配流程都會影響操作者的工作強度、裝配效率以及裝配質量的穩定性。人機工程學指出,操作者在進行裝配時采用站姿裝配正前方的零部件是生產效率最高的。表1所示為通過統計裝配現場數據獲得的不同裝配姿態下的裝配效率[6]。
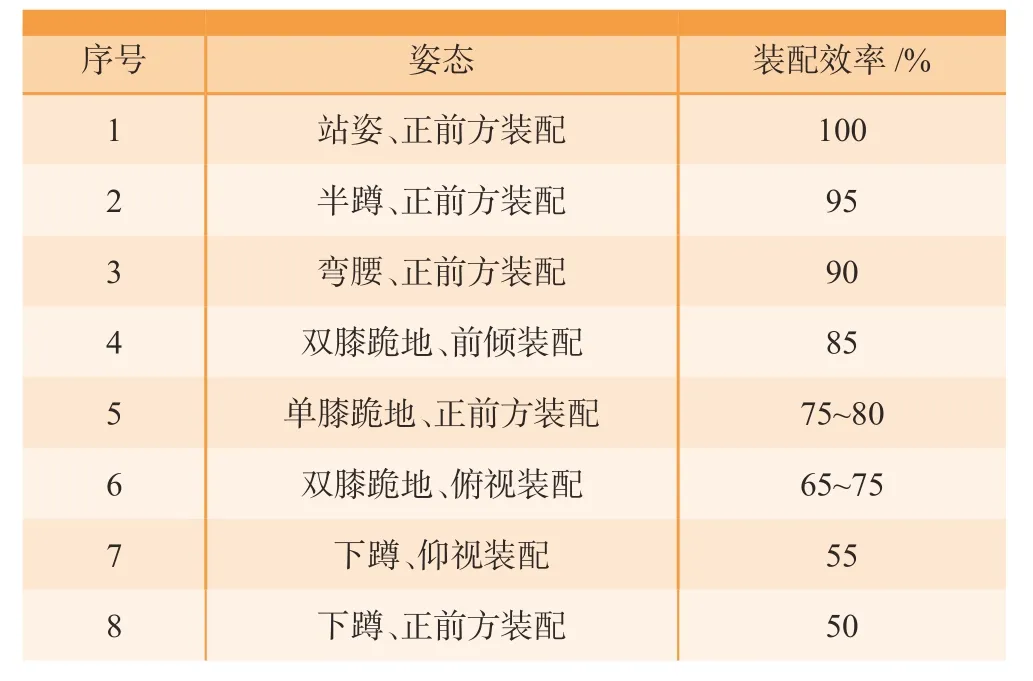
表1 不同姿態下裝配效率的相對關系Table1 Assembly efficiency in different posture
1.2 操作熟練度
隨著飛機產能增長,整個裝配系統的熟練程度都會提升,單架次的工時成本將會降低。1936年,美國康奈爾大學Wright[7]首次給出了每架飛機的理論工時成本隨總產量的變化關系[7]:

其中,H表示理論工時成本;H0為生產第一架的工時成本;Qcum為累計總產量;α為熟練系數。當總產能翻倍時,工時成本下降率為[8]:

其中,H1為累計產量為Q1時的工時成本;H2為總產量達到2倍Q1時的工時成本。
公開資料顯示,20世紀30年代波音公司的工時下降率約為20%。麥道公司MD-90 飛機部件裝配的工時下降率為15%~20%[9]。圖1展示了F35 飛機制造工時隨總產量的變化[10]。對式(2)兩邊取自然對數有:

根據圖1數據并結合式(4)可得圖2所示擬合直線,對應熟練系數α(斜率)為-0.29,帶入式(3)可得出F35 飛機在總產量翻倍時,工時成本下降約18%。
實際應用時,不同機型在結構形式、裝配工藝以及生產管理模式等方面均存在差異,工時成本下降率可在15%~20%范圍內取值,同時對計算得出的理論工時應進行修正:
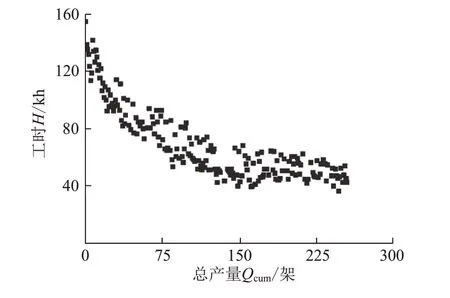
圖1 F35 飛機制造工時隨總產量的變化關系Fig.1 Relationship between F35 aircraft manufacturing hours and total production
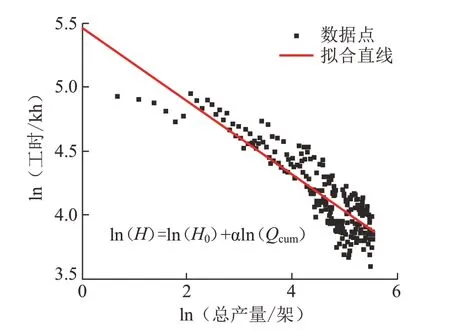
圖2 F35 飛機制造工時雙對數擬合直線Fig.2 Double logarithm fitting line of F35 aircraft manufacturing hours

其中,Happ為修正后的工時;η為修正系數,可通過在某產量下的實測工時Htest與理論工時H的比值得出:

1.3 倒班模式
飛機裝配作為飛機制造的關鍵環節,對裝配質量的要求高于一般的機械裝配,采用常規的加班模式將使得裝配操作者的身體機能由于勞動強度大而快速下降,勞動產出率降低,不能保證裝配質量穩定。因此,可對裝配操作進行專業細化,將諸如制孔、锪窩、鉚接等一系列工序進行階段性的劃分,裝配工人按組負責不同的階段,輪番上架工作,實現“兩班倒”或者“三班倒”工作模式。該倒班模式既能降低裝配占架周期50%~67%,又能使得工藝人員和操作人員都能保持充沛的工作熱情,兼顧飛機的裝配速度和質量。
1.4 制造資源
制造資源包括裝配場地、型架、輔助設備等,是保證飛機裝配能力的基本硬件條件。不論是并行制造還是脈動生產,都采用了以空間換時間的基本思路,使得對制造資源的需求大幅提升。在人力資源配置合理的情況下,裝配能力(C)與型架數量成正比:

其中,Ttotal為每年總工作日;Hass為每架占架周期;n是型架數量。
1.5 一般能力社會化
一般能力是指在飛機裝配過程中,技術成熟度高,技術難度相對較低,市場競爭充分,對最終產品質量、成本、交付、使用等不具有決定性影響的生產工序或工藝技術。一般能力社會化類似于世界民用航空業普遍采用的“主制造商-供應商”模式,洛克希德·馬丁公司在F35的生產過程中也采用了類似的模式。一般能力社會化實現了風險、成本以及利益的分散和共享。
雖然一般能力社會化不會直接影響裝配主線上型架的數量和占架周期,但是在廠房面積一定的情況下,將壁板組合、隔框組合等架下工作以及小段裝配轉移至供應商處,可以整理出更多現場裝配面積,使得工藝布局更合理,物流更流暢,滿足型架增長帶來的面積需求,型架數量可表示為:

其中,Aass為裝配區域總面積;Atool為單一型架及輔助工作梯面積。在對供應商的能力評估、生產組織、業績考核合理的情況下,一般能力社會化將會有效地提升裝配能力。
2 裝配能力測算方法
大部件裝配一般需耗時數月,其實際裝配能力會受到在制品和各部段裝配能力匹配關系的影響,系統復雜。相比之下,部段件裝配結構較少,便于生產管理、裝配能力影響因素分析以及能力統計。綜合上節的裝配能力影響因素分析,可以得出部段件的裝配能力:

其中,k為工藝方案系數,通過方案評估獲得;ξ為不同倒班模式下的占架周期系數(見表2)。
圖3所示為某型飛機裝配流程甘特圖,展示了主要占架裝配任務和時序關系。飛機部件裝配從t0開始至t4結束,整個裝配過程中,部件裝配能力C(t)隨時間動態變化。t0時刻,各部段按照各自的裝配能力C(t0)并行開展裝配任務。t1時刻的裝配能力取決于當時油箱A的交付能力、進氣道交付能力以及中機身對合能力中的最小值。t1與t0的差值等于油箱A 裝配與進氣道裝配中占架周期的最大值,其余過程以此類推。
表3所示為針對圖3 中裝配任務給出的各部段占架周期和裝配能力。受上一節所述因素的影響,表中數據隨時間動態變化。結合裝配流程甘特圖中的時序關系(圖3)和各段裝配能力基礎數據(表3)可以推導出飛機大部件裝配能力測算方法流程圖,如圖4所示。
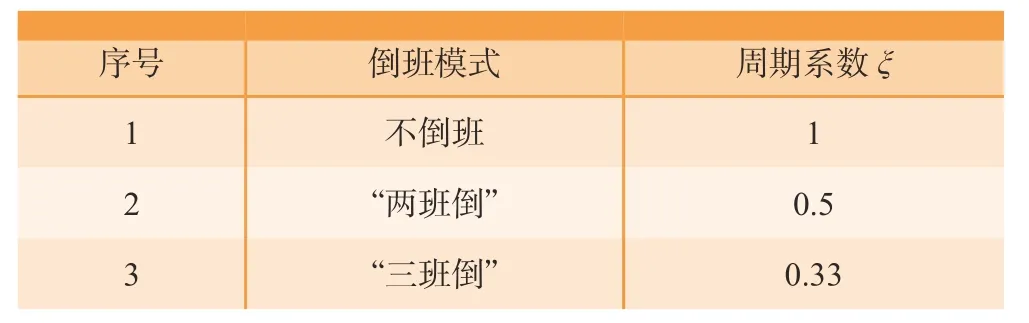
表2 不同倒班模式下裝配占架周期系數Table2 Cycle coefficient of assembly jig in different work shift model
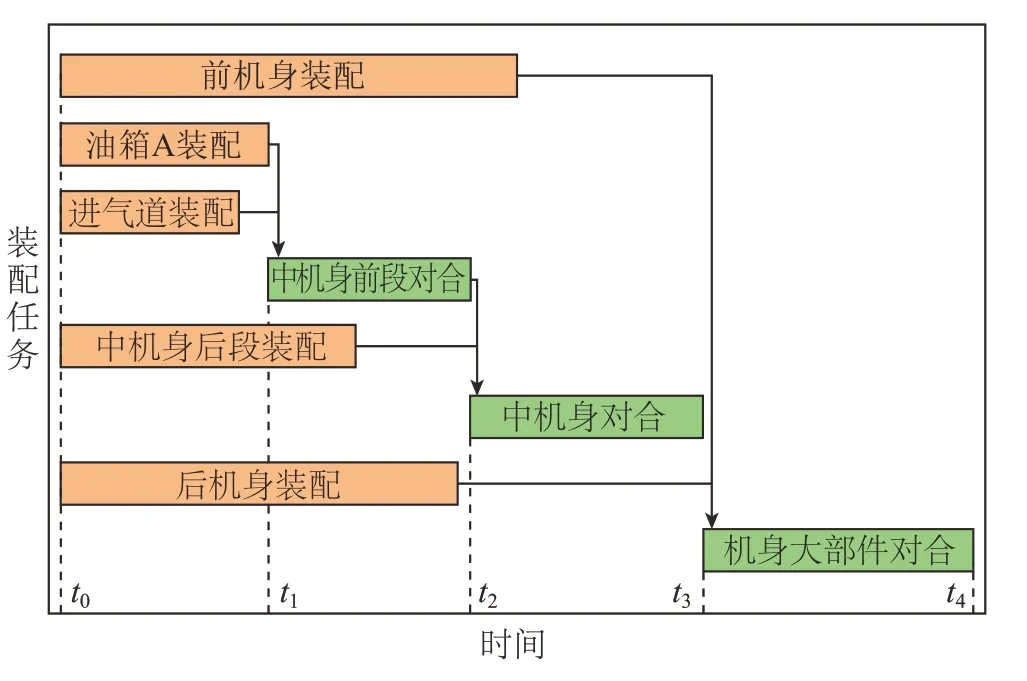
圖3 某型機裝配流程甘特圖Fig.3 Gantt chart of assembly process of a certain aircraft
實際應用時,將圖4 所述算法用C++等編程語言寫成小程序。由于資源配置和工藝優化的非連續性,各部段的占架周期Hassi(t)和裝配能力Cassi(t)數據并不是連續的光滑曲線,適合用數據表的形式存儲。小程序計算時調用表中數據,相鄰數據點之間采用線性差值的方式提出數據。程序計算輸出大部件裝配能力和交付能力達成時間。
結合圖3所示裝配流程,該型機部段件裝配能力變化數據如表4所示。采用圖4 所述方法可以得出,受在制品和各部段能力匹配的影響,從t0開始,經過137個工作日后,機身大部件的實際裝配能力為8 架/年,其中中機身對合是瓶頸。后續為實現大部件裝配能力的提升,需要重點關注中機身對合的裝配能力,配置裝配資源,實現能力匹配。

表3 部段件裝配占架周期與裝配能力Table3 Manufacturing cycle and capacity of component assembly
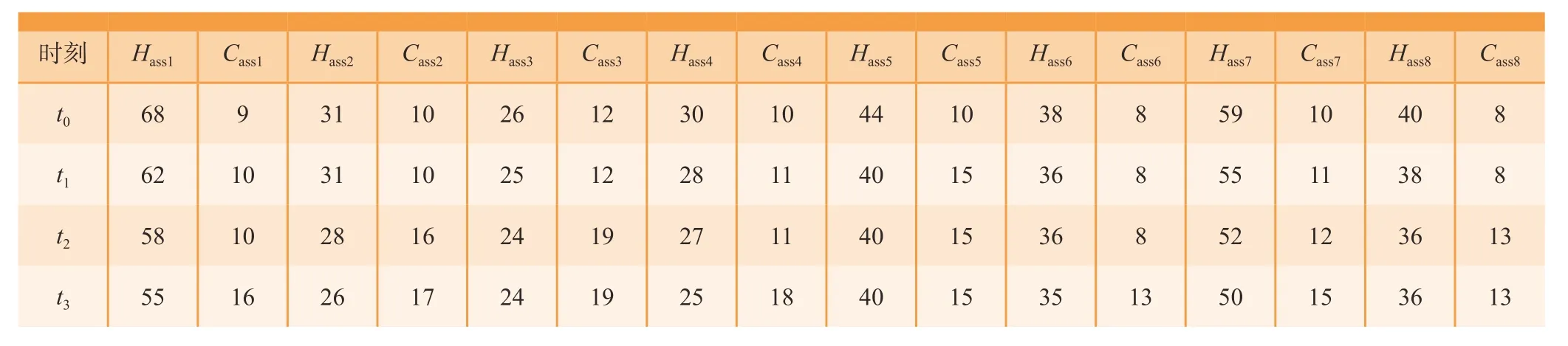
表4 某型機型架占架周期(天/架)與裝配能力(架/年)數據表Table4 Manufacturing cycle and capacity of component assembly of a certain aircraft
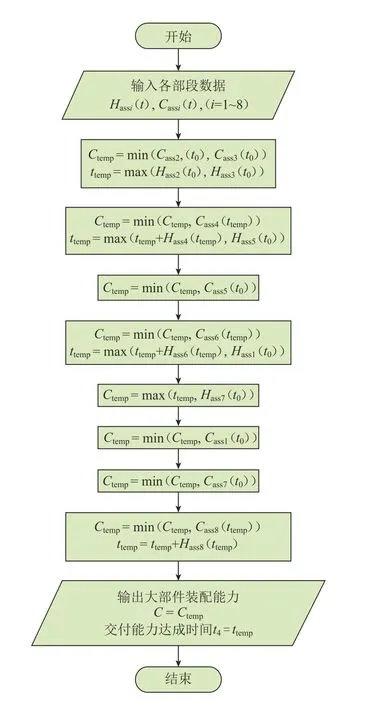
圖4 大部件裝配能力測算方法流程圖Fig.4 Flow chart of evaluation method for assembly capacity of large component
3 結論
(1)飛機裝配屬于典型的離散型制造,適合以部段件為單位,通過型架的占架周期及數量測算部段件裝配能力,形成基礎數據集。
(2)裝配能力隨影響因素而動態變化,但各部段動態變化數據集并不是連續的光滑曲線,適合用離散的數據表存儲變化曲線。
(3)受在制品的影響,飛機大部件裝配能力測算時需考慮時序關系,以各部段數據表為基礎,調用實時數據通過匹配裝配能力最終獲得大部件實際裝配能力。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
環球時報(2022-05-30)2022-05-30 15:16:57
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年11期)2019-06-24 03:40:28
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
銅業工程(2015年4期)2015-12-29 02:48:39
