鼓型車側(cè)墻立柱成型工藝研究
2021-03-31 08:30:24
科學(xué)與信息化 2021年8期
關(guān)鍵詞:工藝
南京雷爾偉新技術(shù)股份有限公司 江蘇 南京 210061
1 背景介紹
隨著現(xiàn)在軌道車輛行業(yè)發(fā)展迅速,大鐵路車型也在不斷更新中,160KM動力集中型動車組車型在制造約兩年時間后,中國中車在此基礎(chǔ)上研發(fā)出新的車型160KM動力集中型動車組鼓形車,以提高車輛承載能力,減小風(fēng)阻系數(shù),增加乘客的乘坐舒適性,將車體兩邊側(cè)墻設(shè)計(jì)為鼓型,上窄下寬,加大車體地板的寬度,從而增加座椅的空間和間距,乘客的乘坐空間增大。鼓形車側(cè)墻立柱是軌道車輛側(cè)墻中的重要部件,是側(cè)墻、車頂構(gòu)件的主要承載件,其外輪廓精度是決定鼓形車外形質(zhì)量的基礎(chǔ)。因?yàn)閭?cè)墻板預(yù)先不做成型,當(dāng)側(cè)墻板與側(cè)墻立柱焊接后,整面?zhèn)葔κ且詡?cè)墻立柱的輪廓作為基準(zhǔn),如果各立柱弧度、角度、弧圓心位置偏差過大,則焊后的側(cè)墻偏差就會更大。為了保證側(cè)墻立柱成型的穩(wěn)定性、一致性,提高生產(chǎn)效率,對此工藝進(jìn)行研究,最終設(shè)計(jì)開發(fā)出生產(chǎn)側(cè)墻立柱的成型模具。成型時可以快速組裝定位、節(jié)省人工、操作簡單、生產(chǎn)效率極高[1]。
2 成型工藝
2.1 產(chǎn)品參數(shù)
鼓形車側(cè)墻立柱為3mm后耐候鋼板,材質(zhì)為Q350EWR1,形狀成乙型,立柱上有多個減重腰孔、鑰匙孔和穿線孔。成型后角度為173.3°,長度為2441mm,側(cè)柱直線度要求≤1mm/m,全長直線度要求≤2mm;扭轉(zhuǎn)度要求≤1mm/m,全長扭轉(zhuǎn)要求≤2mm;輪廓度≤1mm。形狀如下圖1。
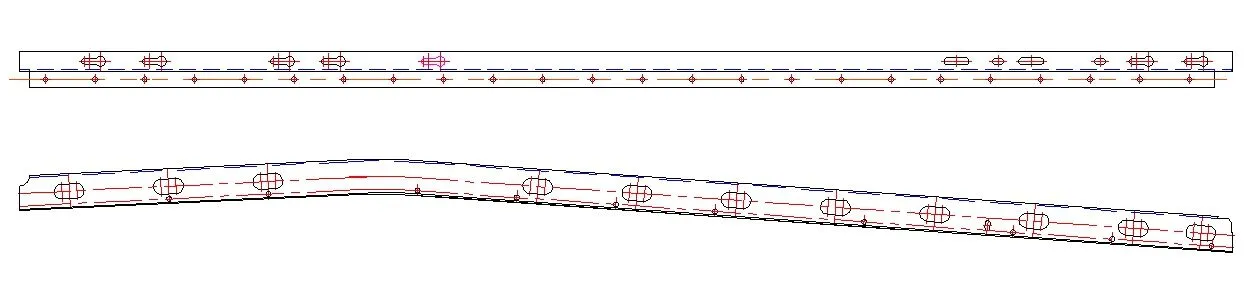
圖1 立柱
2.2 成型工藝的選擇
根據(jù)立柱的形狀,通常的成型工藝為滾彎和壓彎兩種。首先如果選擇滾彎工藝,立柱的工藝路線將為:激光下料→折彎→滾彎→調(diào)型→配切和開孔。一般的滾彎工藝在成型后,因立柱上的孔有大量腰孔和鑰匙孔,滾彎后開孔工序最為煩瑣且精準(zhǔn)度會大大受到影響,費(fèi)時費(fèi)力。滾彎原理見圖2。
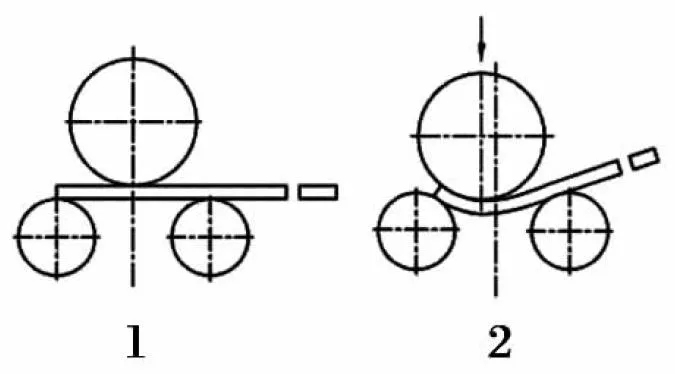
圖2 滾彎原理圖
通過分析,最終選擇壓彎工藝。本次工藝采用的機(jī)械設(shè)備為四柱壓力機(jī),如圖3。

圖3 四柱壓力機(jī)
立柱為乙型立柱,由此可選擇一次成型兩件立柱,并且是左右對稱件各一件同時成型,成型時受力均勻。根據(jù)以上思路,通過三維建模,模擬出成型模具的上下模(凸模和凹模)的輪廓,從而設(shè)計(jì)出整套成型模具[2]。
2.3 模具的設(shè)計(jì)
根據(jù)以往有限元模擬技術(shù)分析的經(jīng)驗(yàn),在理論設(shè)計(jì)的基礎(chǔ)上考慮成型后的材料反彈量,扭曲變形量,對上下模進(jìn)行優(yōu)化設(shè)計(jì)處理。而后設(shè)計(jì)出以下模具,如圖4(上模)、圖5(下模)。
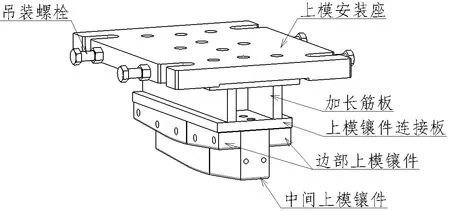
圖4 上模

圖5 下模
2.4 模具的修磨
不論是通過軟件計(jì)算的模具,還是以經(jīng)驗(yàn)設(shè)計(jì)出的模具,在實(shí)際生產(chǎn)中,都會對模具進(jìn)行試模和修模,以此來滿足模具最終的使用要求。
準(zhǔn)備適當(dāng)數(shù)量的試模料,分別為左、右件數(shù)量相同,試模料比正式產(chǎn)品的長度長200mm。成品產(chǎn)品的外輪廓樣板,樣板長度為2441mm,完全模擬成品尺寸和角度。試模后用輪廓樣板、平臺和試模料進(jìn)行對比,記錄偏差,然后修磨模具。通過反復(fù)試模修模,已可以保證立柱的角度和扭曲度。同時在試模過程中計(jì)算出立柱圓弧的切點(diǎn),采用端頭止擋定位,得出定位尺寸L=510mm。如圖6。

圖6 彎梁定位圖
2.5 立柱的下料尺寸確認(rèn)
為了滿足成型后長度2441mm,在試模時已計(jì)算出產(chǎn)品的下料長度2450.6mm。根據(jù)立柱的兩個面上的孔位制作出孔位樣板,見圖7。樣板采用1mm
薄板制作,當(dāng)樣件成型完成后,將兩個樣板分別對應(yīng)相應(yīng)位置檢測樣板,從而得出孔位便宜的尺寸,進(jìn)而調(diào)整下料圖上孔位,下料尺寸確認(rèn)完成。

圖7 樣板
2.6 成型時的關(guān)鍵要素
在一對立柱裝入模具中定位完成時,使用成型的輔助部件,輔助部件為簡單的兩段管件,管件的長度大于立柱與立柱之間間隙2mm,預(yù)先做出反變形。其次是壓力機(jī)下壓完成后需保壓約30秒鐘。如圖8。
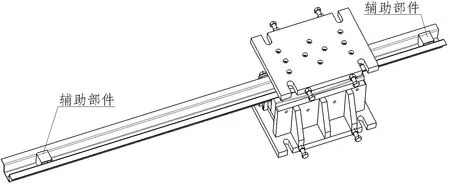
圖8 輔助部件定位圖
3 成型結(jié)果
鼓型車側(cè)墻立柱通過本工藝成型,成型后立柱角度、弧度與整體樣板間隙≤0.7mm,側(cè)面平面度≤1.2mm,翼面與立面垂直度≤0.5mm,無起皺、扭曲現(xiàn)象,能滿足后工序組裝需求。目前,此工藝已應(yīng)用于在160KM動力集中型動車組鼓形車項(xiàng)目生產(chǎn)制造中,取得了十分明顯的效果。
4 結(jié)束語
從工藝開發(fā)到模具設(shè)計(jì)和生產(chǎn)、模具修模調(diào)試、樣件試模直到成品,都是一個探索的過程,軟件不能精準(zhǔn)計(jì)算出模具的形狀和產(chǎn)品的下料圖形,包括壓型時立柱的定位尺寸。本文闡述了側(cè)墻立柱的成型工藝,過程控制和工藝流程,制作的樣板、簡單的模具加上不多的試驗(yàn)次數(shù)完成了對鼓型車側(cè)墻立柱的成型模具的設(shè)計(jì)、試驗(yàn)出了成型時的定位尺寸和立柱的下料圖形。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
