攪拌摩擦焊采用弧焊修補工藝研究
2021-03-31 08:30:24
科學與信息化 2021年8期
南京雷爾偉新技術股份有限公司 江蘇 南京 210061
引言
近年來,軌道交通產業在我國飛速發展,各大城市爭相修建地鐵以緩解高峰期的客流壓力。車體作為地鐵車輛的主要承載部件,由底架(含地板)、端墻、車頂、側墻幾大部件組成,其中地板、側頂板、端墻板、側墻板目前均由長直型材拼焊而成,且對平面度要求較高。攪拌摩擦焊工藝由于其穩定高效且低熱輸入的特點被大量使用在車體大部件上。但是只要是焊接必然會有出現缺陷的可能性,弧焊用在攪拌摩擦焊縫修補工藝會解決很多攪拌摩擦焊自身無法處理的缺陷問題。
目前軌道車輛行業攪拌摩擦焊標準主要有:ISO25239-4《攪拌摩擦焊-鋁焊接工藝規程及評定》、ISO25239-5[2]《攪拌摩擦焊-鋁合金:質量檢驗要求》、弧焊的標準有ISO15614-2[3]《鋁及鋁合金焊接工藝評定試驗標準》、ISO10042[4]《鋁及其合金焊接接頭—缺陷質量等級評定》。
本文針對上述標準,對比分析了攪拌摩擦焊焊縫采用弧焊修補后的焊縫質量性能與攪拌摩擦焊焊縫性能,闡述了不同結構焊縫常規缺陷返修方法以及焊縫性能。
1 標準分析
1.1 各標準使用情況
目前全球鐵路軌道交通行業多用ISO標準,ISO是國際標準組織的英文簡稱,為國際鐵路聯盟標準,適用于其所有成員國,鑒于各國鐵路狀況差異較大,其載荷要求也最嚴格。目前,我國地鐵車體結構設計主要采用ISO標準,軌道焊接質量體系ISO15085。
日本是最早發展高速列車的國家,其發展的JIS標準對于本國鐵路具備良好適應性。但是在國際軌道領域,ISO標準應用更加廣泛。
1.2 焊接性能分析
ISO25239標準規定攪拌摩擦焊焊縫性能必須滿足下表(ISO25239-4,6.3.3.3)。

表1 攪拌摩擦焊性能系數
ISO15614標準軌道弧焊焊縫性能必須滿足下表。
攪拌摩擦焊焊縫焊接時受過一次熱輸入,采用弧焊返修后受到第二次熱輸入,理論上收到二次熱輸入后的焊縫性能水平明顯下降。如果返修方案可行其焊縫強度必須滿足ISO25239和ISO15614標準最高要求,可以證明工藝合理。
2 試驗方法及其評價標準
2.1 試驗方法
以下試驗情況均根據ISO標準確定。
試驗一
(1)側墻型材
側墻型材試驗等同于車頂、端墻、地板型材,均為中空薄板鋁型材,厚度一般為2.7mm,焊縫處厚度為4.5mm結構,材料為6082-T6型材。
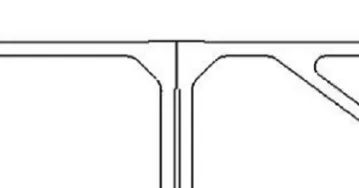
圖1 側墻型材焊縫結構

圖2 側墻型材焊縫曲線挖除
(2)試驗方法
對側墻型材進行攪拌摩擦焊焊接,一般出現缺陷為隧道缺陷,模擬出現隧道缺陷位置,將焊縫延中心線往焊縫下面挖銑,直至挖到常規隧道缺陷處,模擬挖除隧道缺陷。
用弧焊對挖銑槽進行焊補,對修補后的焊縫按照ISO25239-4[1]標準進行焊縫性能試驗。
該試驗用于模擬車體部件型材在攪拌摩擦焊焊接過程中,由于型材自身、設備、工裝、人為等因素造成的焊縫內部隧道缺陷。
試驗二
(1)車鉤座型材
車鉤座型材為42mm厚度的鋁型材,焊縫厚度也為42mm,采用攪拌摩擦焊雙面焊接工藝,材料為6082-T6型材。
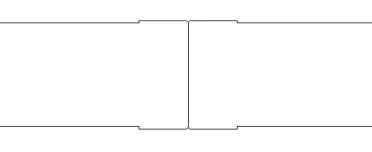
圖3 車鉤座型材焊縫結構

圖4 車鉤座型材焊縫缺陷挖除
(2)試驗方法
車鉤座容易出現的缺陷為母材以下4mm左右位置S線融合不良,寬度過寬。S線缺陷位置不定,可以在焊縫寬度方向任意位置。
采用超聲波探傷找出S線位置,畫線沿線往下挖銑將缺陷徹底清除干凈,采用弧焊方法將挖槽進行焊補。對返修后的焊縫按照ISO25239-4[1]標準進行焊縫性能試驗
2.2 試驗內容
針對6082鋁合金攪拌摩擦焊接缺陷采用MIG焊修,通過試驗研究,制定可行的焊接工藝。主要研究內容如下:
1)研究修復后焊縫的射線探傷的特點;
2)研究修復后焊縫的宏觀、微觀金相組織的特點;
3)研究修復后焊縫的拉伸、彎曲等靜力學性能。
(1)修復后焊縫的宏觀、微觀金相組織的特點
焊縫射線探傷按照標準進行,觀察射線底片上有無隧道、氣孔、焊修未熔合、內部裂紋等缺陷。
圖5 側墻焊縫修補射線
圖6 車鉤座焊縫修補射線
(2)修復后焊縫的宏觀、微觀金相組織的特點
焊縫宏觀和微觀檢驗按照ISO 17639:2003(E)[5]進行。觀察焊縫內部有無孔穴缺陷、未焊透、弱連接、彎鉤、焊修未熔合、內部裂紋等缺陷。微觀金相主要觀察焊修后的熱影響區(HAZ)、熱機影響區(TMAZ)、焊核(WN)和熔合區的微觀組織特征。
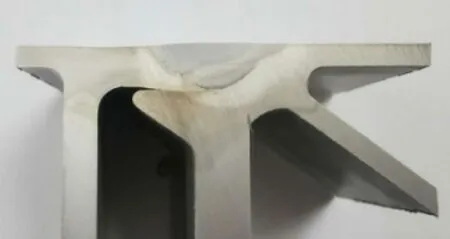
圖7 側墻焊縫修補宏觀

圖8 車鉤座焊縫修補宏觀
(3)修復后焊縫的拉伸性能
拉伸試驗按ISO 4136:2001[6]進行,測量接頭的抗拉強度、屈服強度、延伸率,記錄斷裂位置。試板粗取樣規格分別為(300×45×t)mm,取樣后加工成拉伸試件。每組焊接參數的接頭拉伸試樣至少4件。拉伸試樣的形狀見圖。
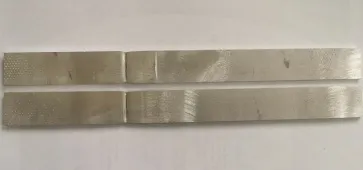
圖9 側墻焊縫修補拉伸

圖10 車鉤座焊縫修補拉伸
(4) 修復后焊縫的彎曲性能
彎曲試驗考察接頭的致密性。彎曲試樣準備和彎曲試驗按照ISO 5173:2000[7]進行。彎曲角度180°,任何大于3mm的裂紋均算裂紋,無裂紋為合格。

圖11 側墻焊縫修補彎曲

圖12 車鉤座焊縫修補彎曲
2.3 試驗設備
根據第2節試樣情況,試驗需要設備:攪拌摩擦焊接設備、X射線探傷機、電子萬能試驗機,如圖13~圖15。

圖13 攪拌摩擦焊設備

圖14 電子萬能試驗機

圖15 X射線探傷機
2.4 試驗結果
經過以上試驗結果如下表所示,通過兩種型材試驗,攪拌摩擦焊焊縫弧焊返修后的性能試樣可以滿足標準要求。
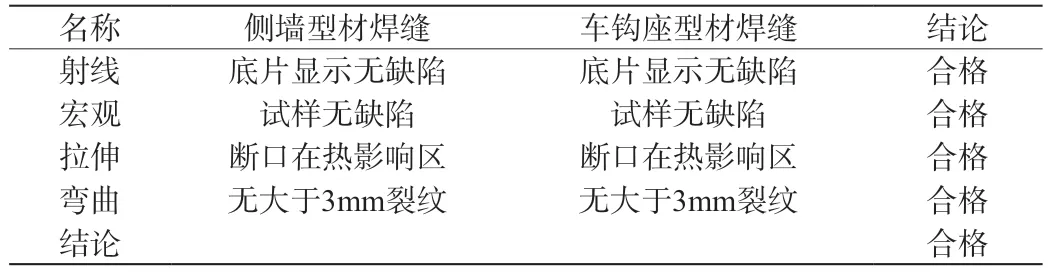
表2 試驗結果表
3 結束語
攪拌摩擦焊試驗在我國經過長時間的發展,各方面已經非常成熟,但仍存在以下問題需要解決:
(1)攪拌摩擦焊速度提升問題。
(2)機器人攪拌摩擦焊在厚板方面的運用。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
