基于ProCAST的鑄鋼軋輥鑄造工藝模擬
2021-03-27 14:37:16田春霞孫熙釗孫格平
山西冶金 2021年1期
田春霞,孫熙釗,孫格平
(1.中鋼集團邢臺機械軋輥有限公司,河北 邢臺 054000;2.軋輥復合材料國家重點實驗室,河北 邢臺 054000)
軋材是主要的鋼鐵產品,軋輥是軋鋼的主要大型工具,也是軋機上的主要消耗部件。在熱軋過程中工作輥與高溫金屬接觸部位溫度升高,冷卻部位溫度下降,軋輥存在熱震蕩[1-2],這使得軋輥在使用過程的工況條件非常惡劣,工作條件極其苛刻,應力狀態相當復雜,這種復雜的應力狀態會造成軋輥表面磨損、裂紋、剝落[3],整體變形和斷裂等失效。因此軋輥的性能要求一般是表面具有較高的耐磨性和紅硬性,整體又具有足夠的韌性,并且隨著冶金工業向著大型化、高速化、復雜化和自動化方向發展,對軋輥的性能和質量要求也越來越高[4]。采用有限元軟件ProCAST模擬鑄鋼軋輥的凝固過程,對優化其鑄造工藝、保證產品質量有重要意義。
1 數值計算模型建立
1.1 網格剖分
鑄鋼軋輥采用砂型重力鑄造法生產,模型劃分精度采用鑄件及其直接接觸部件與其余部件網格最小尺寸比為4∶7,體網格劃分后共有4種材料,經過Smooth優化處理后保存輸出,總節點數為32 039個、總單元數為145 651個,此精度可以保證計算的準確性,其網格模型如圖1所示。
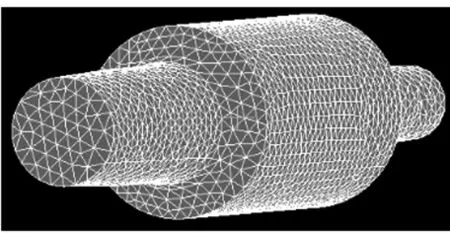
圖1 網格模型
1.2 參數的設置
熱物性參數的選擇是否合理,對溫度場模擬計算準確性有著決定性影響。鑄件熱物性參數的值是隨溫度的變化而變化的,反映到數值模擬方程中,表現為每一時間步長都可能包含多個不同的物性值,如果沒有一個準確的熱物性參數隨溫度變化的函數,很難保證模擬結果的準確性。ProCAST軟件中自帶的材料數據庫中包括了很多已被工業驗證的材料參數,其中包括金屬材料、各種型砂和精鑄的殼型材料等。本文模型均根據實際情況選擇材料庫中的相應數據,鑄件材料選用Steel-H13-Stress(見表1),底箱、冒箱及冷型材料選用Fe-GG-25,砂型材料選用SAND-Silica,底箱、冒箱、冷型在鋼水澆注前預熱溫度分別為80℃、230℃、120℃。
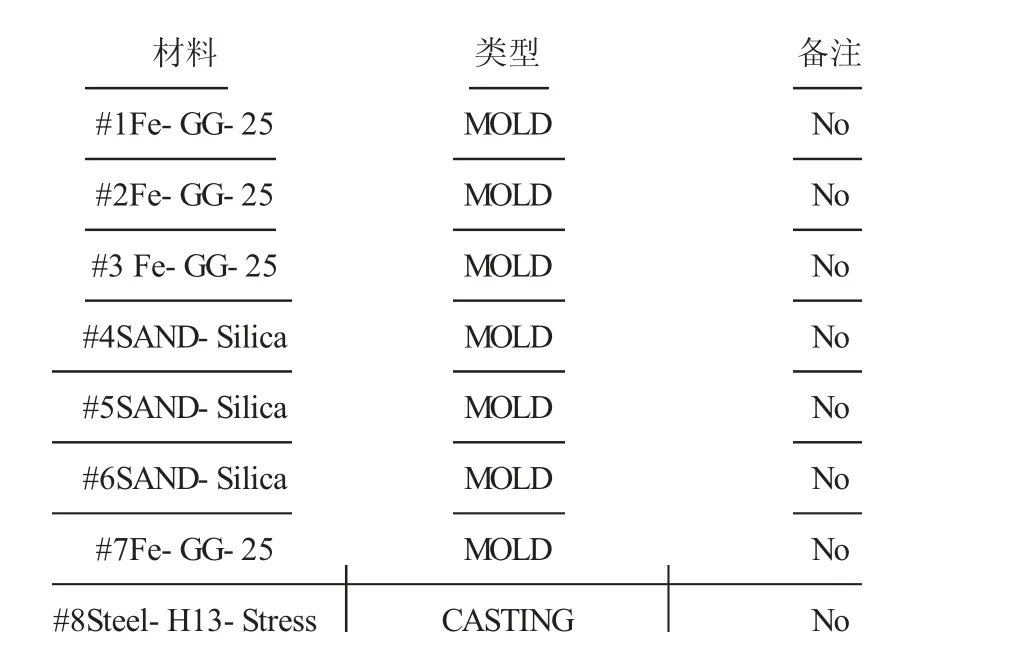
表1 定義材料
由于鑄造是在工廠車間內進行,溫度相對外界環境較高,取鑄造車間環境溫度為40℃,輻射黑度ε取0.85;考慮金屬與金屬之間傳熱較快,非金屬耐材與非金屬保溫材料的傳熱較慢,取模具與外界環境之間的界面傳熱系數為20 W/(m2·K);取鑄件和模具之間的界面傳熱系數為1 000 W/(m2·K);模具之間的界面傳熱系數為2 000 W/(m2·K);采用保溫(絕熱)冒口,取型砂與鑄件和模具界面傳熱系數為500 W/(m2·K)(見表2)。
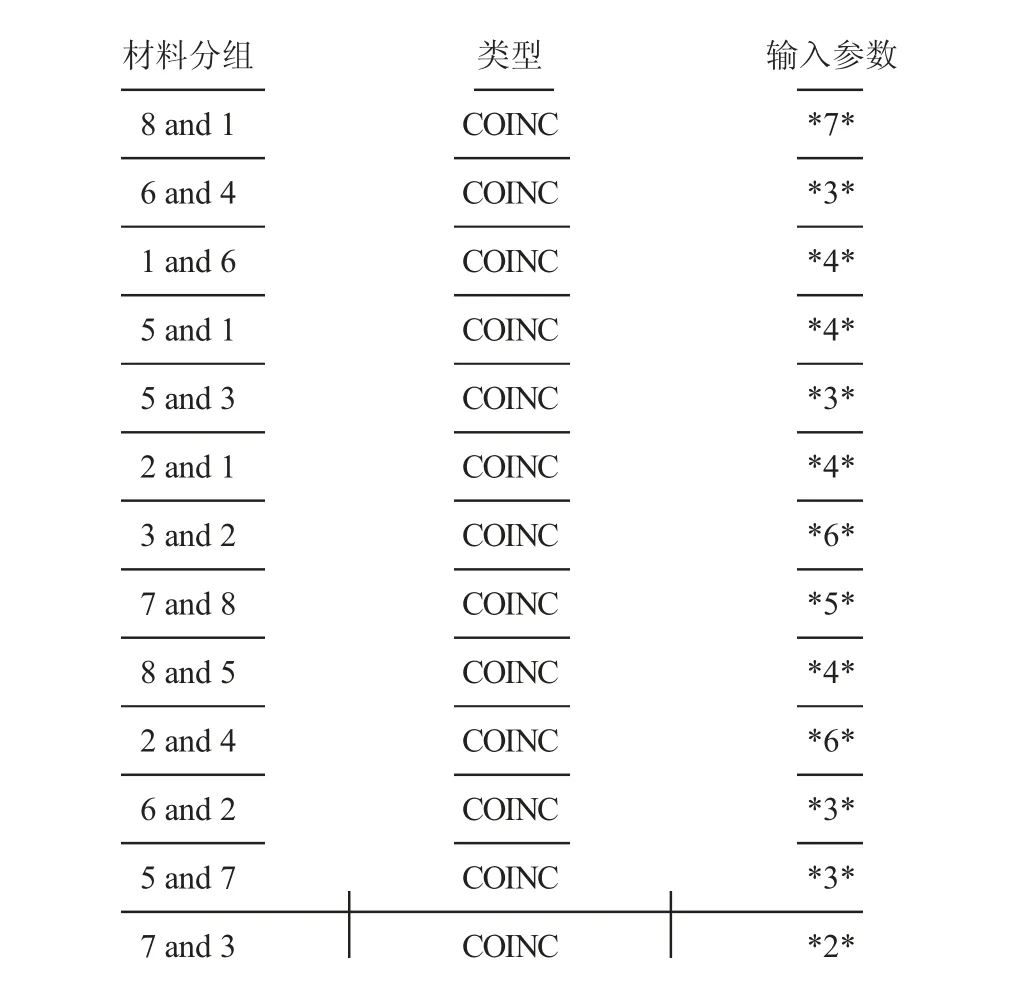
表2 定義界面
2 模擬結果及分析
鑄件熱量的散失主要是在冷卻階段中通過模具向外擴散,而模具的熱阻又與其厚度成正比。因此通過調整鑄件模具的厚度可調整相應模具部位的熱阻,從而達到調整相應鑄件的冷卻速度。實際生產中,為了降低上部冒口的冷卻速度一般在冒口上部覆蓋保溫劑,形成保溫冒口。在模擬中通過在鑄件的上端面設定一個具有一定厚度一定溫度的非金屬材料的方法模擬保溫冒口。圖2可以看出,基于上述設置,在澆注后11 789 s時,輥身表面是溫度最低的,為整個鑄件的最先凝固的部分,這里會形成一定厚度的激冷層組織。在澆注后26 189 s時,溫度最低的部分是底頸,也是鑄件首先完全凝固的部分,輥身中部鋼水熱量逐漸向外擴散,中心溫度最高,保持著順暢的補縮通道。在澆注后35 088 s時,只有冒口部位仍保持著較高的溫度,為冒口補縮提供熱量支持,有利于冒口的凝固質量。
鑄件由下而上順序凝固,圖3為鑄件不同時刻的固相率分布圖,首先凝固的是鑄件下部,4.44 h時已完成凝固,其次凝固的是鑄件中間部位,凝固過程無孤立液相區,可有效保證補縮通道暢通,最后凝固的是冒口部位,由于凝固收縮和保溫冒口的作用,在上軸頸頂端形成凹陷式開放縮孔,與實際產品情況相符。
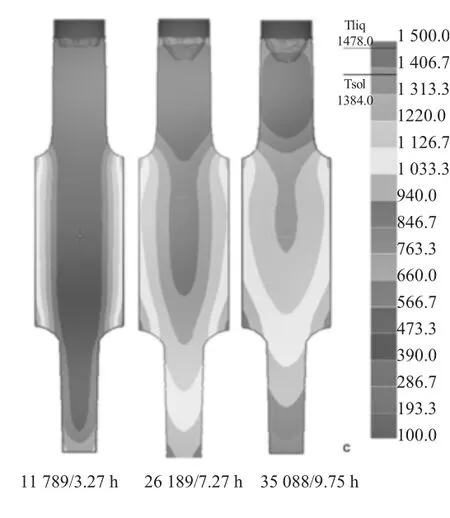
圖2 不同時刻的溫度場分布
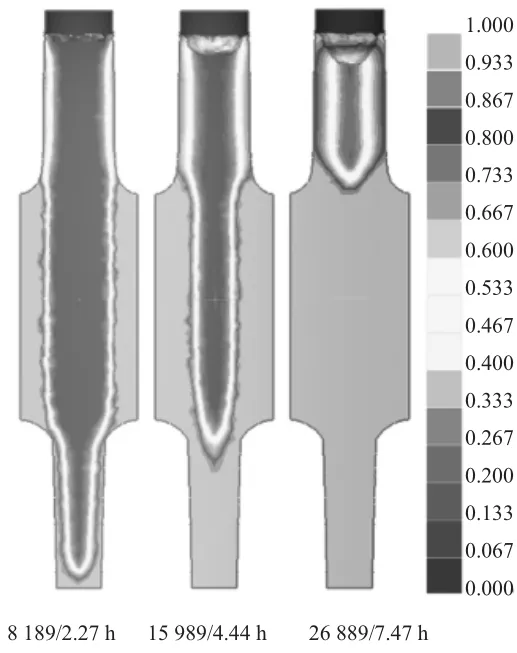
圖3 不同時刻的固相率分布
從鑄件中間切開(見下頁圖4),分別選取底頸、輥身、冒口中心軸部位各2點,對比分析鑄件內部的溫度變化情況。在整個降溫過程中,6個點冷卻速度均由慢至快再慢。在凝固初期,6個點在1 445℃以上冷速較慢,且因結晶潛熱的釋放影響均有一段平臺,隨著鑄件的熱量逐漸傳遞給直接接觸的鑄型工具,冷速也變的相對較快,直到相應的工裝工具被鑄件熱量傳遞透,冷速逐漸慢下來,整個鑄件和工裝工具處于空冷狀態,冷速趨于一致。由于采用了保溫冒口,導熱能力較差,故冒口位置的冷速整個過程均相對較慢。整體看,6條曲線在下頁圖5中分布位置明顯,自下而上分別對應鑄件的底頸、輥身和冒口,冷速最快溫度最低為底頸部位,其次是輥身,冒口部位冷速最慢溫度最高,實現了鑄件的順序凝固。底頸兩點從澆注完畢11 400 s至17 101 s降溫最快,距離鑄件底部的3 493點冷速快于8 345點,歷時5 701 s后兩條曲線冷速趨于一致。輥身兩點從澆注完畢22 801 s至28 501 s降溫最快,輥身中部的7 900點冷速快于2 774點,歷時5 700 s后兩條曲線冷速趨于一致。
從鑄件的凝固時間云圖(見圖6)看,輥身外表面凝固時間最短,中部約100 s,這是因為這部分鋼水在凝固初期,與之接觸的鑄型內壁溫度較低,冷卻速度較快,很快就達到了鋼水的固相線溫度而首先凝固,形成一層較薄的細晶外殼。由于鑄型內壁溫度被鋼水加熱而迅速升高,且凝固外殼層與模壁脫離,形成薄薄的空氣層,使得鋼水散熱逐漸變慢,越向內凝固時間越長,鑄件厚度為65 mm處,凝固時間約2 150 s,鑄件厚度為120 mm處,凝固時間約4 210 s,中心部位凝固時間約10 610 s。底頸下部凝固時間為7 000 s,底頸上部凝固13 060 s,冒頸凝固時間最長達48 000 s,相比輥身中部凝固時間短了37 390 s。
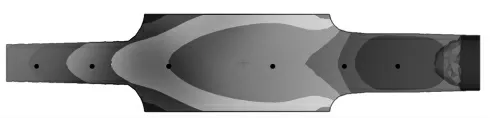
圖4 鑄件橫切面取點示意圖
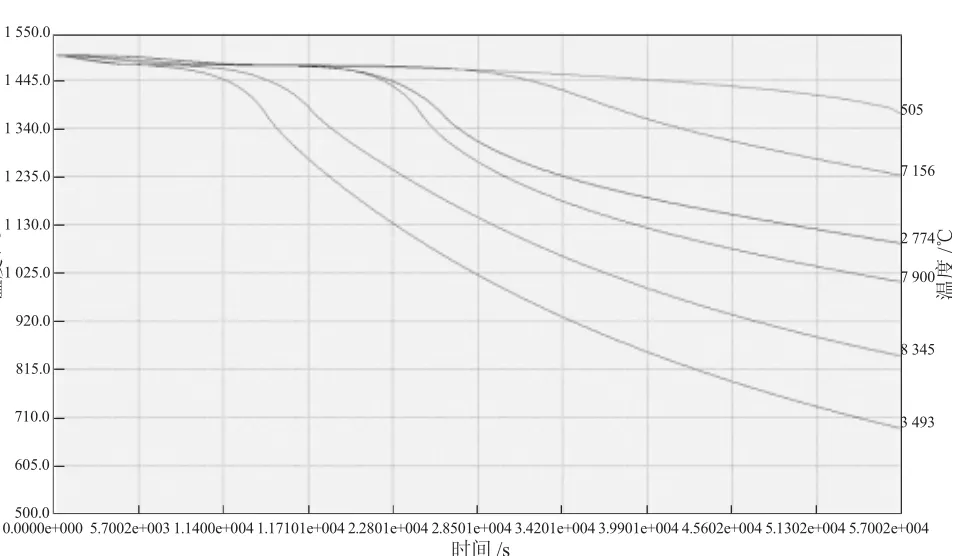
圖5 鑄件橫切面取點溫度變化情況
3 結論
1)本文運用ProCAST對鑄鋼軋輥鑄造凝固過程進行了模擬分析,有效地解讀了凝固過程溫度場的分布情況。
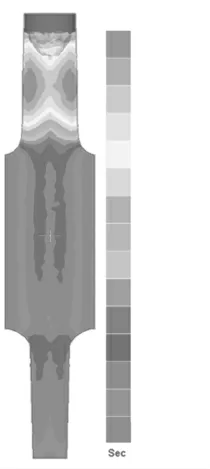
圖6 鑄件凝固時間
2)保溫冒口的設計,使得鑄件底頸降溫最快,輥身次之,冒口降溫最慢,自下而上地完成順序凝固,反映了鑄造仿真過程的可視性和真實性,可為實際生產提供指導。
