柴油發動機活塞卡簧裝配設備的研制
2021-03-26 05:43:36于明輝田志遠
組合機床與自動化加工技術 2021年3期
關鍵詞:設備
于明輝,田志遠
(1.濱州渤海活塞有限公司,山東 濱州 256600;2.山東省發動機活塞摩擦副重點實驗室,山東 濱州 256600)
0 引言
在發動機內部,燃燒室活塞與連桿的連接方式是由活塞銷同時穿過活塞銷孔與連桿小頭孔來固定的,而活塞銷兩端則是由卡簧來固定的,卡簧裝配的好壞會直接影響到活塞與連桿的連接。目前柴油機卡簧裝配大多以手動裝配和半自動裝配為主,這樣的裝配方式具有兩個弊端:一是效率低,二是裝配質量不穩定。在人工操作安裝卡簧時因人為地控制卡簧夾緊與釋放時機,很容易造成銷孔內的劃傷,銷孔內有劃傷的話,輕則導致活塞銷裝配卡頓,重則會導致活塞銷在工作過程中抱死等嚴重情況發生;部分全自動活塞卡簧裝配設備由于其柔性差,不能適應多品種的卡簧裝配,因此沒有得到廣泛的應用。研發一種高柔性柴油機全自動活塞卡簧裝配設備,可解決全自動活塞卡簧裝配設備適用多種卡簧裝配的難題。
1 設備構造
該設備采用料倉自動取料,將卡簧夾緊放入的方式進行裝配。其整體主要包括:活塞定位、卡簧料倉、裝卡簧、控制等4部分。設備床身由鋁型材組裝而成,下方有減震塊連接,在降低設備整體重量的同時,易于搬運。如圖1~圖2所示,其能夠適應φ60 mm~φ100 mm缸徑的活塞卡簧裝配。
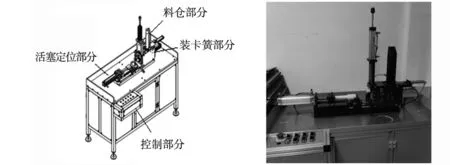
圖1 設備結構示意圖 圖2 現場設備使用圖
(1)活塞定位部分由定位氣缸、卡簧定位棒、活塞定位工裝及部分附件組成。如圖3所示,尼龍棒固定到定位氣缸上,通過氣缸的進退進行穿孔定位;活塞放置在定位工裝上面,由定位氣缸控制的尼龍定位棒推進,在穿過活塞銷孔后退回,完成活塞的定位。活塞定位部分是全自動活塞卡簧裝配設備運行的關鍵,氣缸、尼龍棒以及活塞止口定位工裝的同軸精度直接影響卡簧裝配的質量。
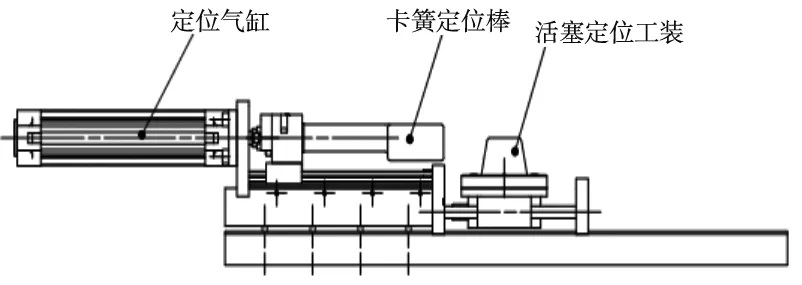
圖3 活塞定位導向機構圖
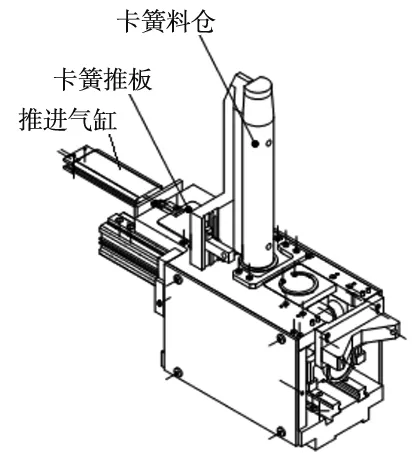
圖4 卡簧儲料及推送機構圖
(2)卡簧料倉如圖4所示,料倉按照使用卡簧的尺寸定制,由卡簧存儲料倉、卡簧推板、推進氣缸及附件組成。操作人員可直接上料,推板的剛性與耐磨性極其重要,在不斷進退摩擦中容易磨損導致間隙過大,影響裝配效果。推板設計厚度與卡簧厚度相同,使得推板能夠完全將卡簧從料倉底部平穩推出,同時又不會使料倉中的卡簧掉落,推出的卡簧受到待裝配區上磁力吸附,達到卡簧料倉推送出倉的目的。
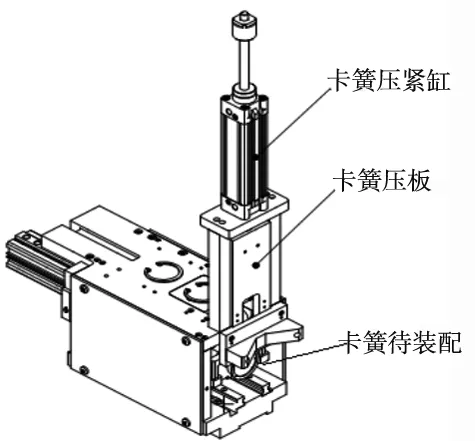
圖5 裝卡簧部分機構圖
(3)裝卡簧部分是由氣缸驅動,卡簧壓緊缸驅動卡簧壓板將吸附卡簧的工裝翻轉壓緊到卡簧裝配位置,再由卡簧裝配位置氣動夾爪夾緊后推送至活塞銷孔內部卡簧槽位置。氣動夾爪能夠柔性的夾緊卡簧,使卡簧能夠無觸碰銷孔內壁,推送至銷孔槽處,然后緩慢放開卡簧釋放壓力,將壓力完全釋放到卡簧槽內部,如圖5所示。
(4)控制部分由操作面板及按鈕組成,可以控制手動方式下的各個動作,如手動活塞定位、手動卡簧夾緊、手動卡簧翻轉、手動推卡簧等手動動作;控制面板配有自動按鈕,在自動模式下,設備自動運行,循環裝配卡簧動作如圖6所示。
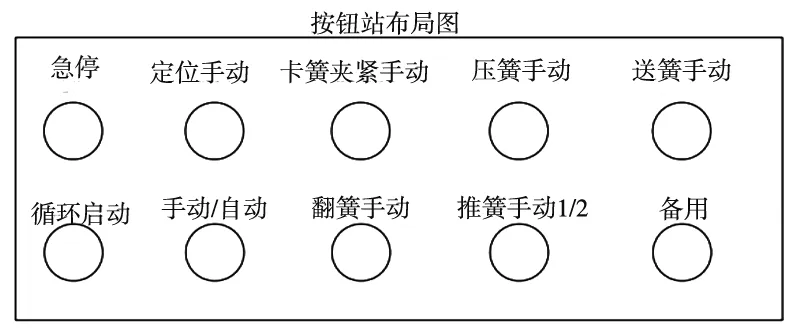
圖6 控制系統面板圖
2 設備工作原理
全自動活塞卡簧裝配設備采用步進循環裝配方式,定位部分在卡簧裝配之前將活塞銷孔調整,同軸于裝配工裝;料倉部分存放卡簧并將卡簧順利推出至裝配等待位;裝卡簧部分由夾爪氣缸與推進氣缸的相互配合,根據活塞型號確定推進行程,使卡簧準確放入活塞銷孔卡簧槽中;控制部分的設計考慮操作者的安全、舒適等因素,安裝在工作臺上裝配區域外,如果出現意外情況能夠及時正確地處理。此設備的工作原理及工作過程如圖7所示。
全自動活塞卡簧裝配設備各工序的配合需要行程定位感應開關傳送信號,上工序與下工序由控制系統行程互鎖反應,在上一工序未完成之前下一工序無法動作,這不但確保了卡簧工序的順序性還能保證操作者的安全性。因為卡簧夾取時會產生應力,在夾爪松開時使用緩沖氣缸釋放卡簧進入卡簧槽的張力。
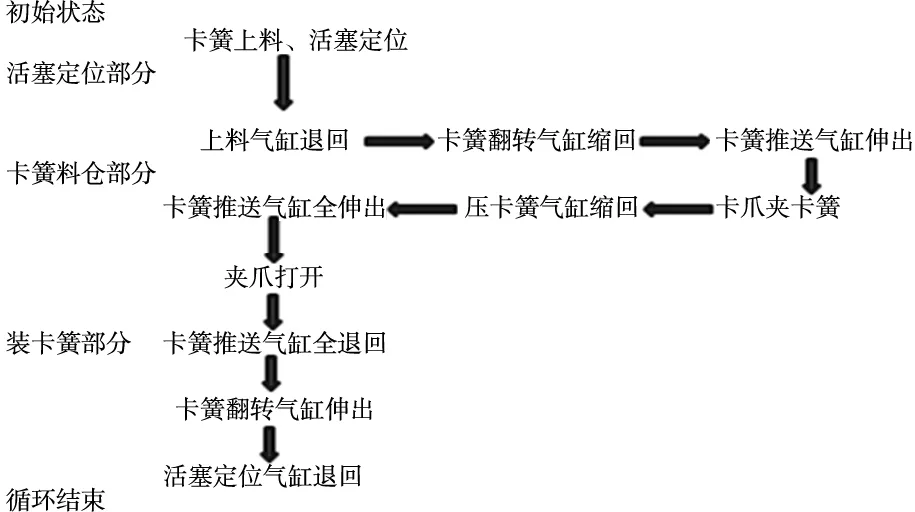
圖7 全自動活塞卡簧裝配設備工作原理圖
3 控制系統
全自動活塞卡簧裝配設備控制系統包括高壓與低壓兩部分,電氣柜引入220V交流電源,采用交變直的電氣元件,將交流電轉換為24V直流電源,直流電源將用于控制系統歐姆龍控制器以及各個氣缸的繼電器使用電源。
活塞卡簧的裝配主要有手動、半自動、自動三種模式,可以滿足不同用戶的需求。裝卡簧的動力主要是由氣缸來提供,氣缸的運動方向由雙電控電磁閥來控制。以活塞工件定位為例,氣缸進電磁閥接到PLC的24V信號,電磁閥線圈帶電產生磁場,吸附氣缸接通銅片。觸點接觸后氣閥電路導通,高壓氣體進入氣缸內使得氣缸推進動作,其氣動原理圖如圖8所示。
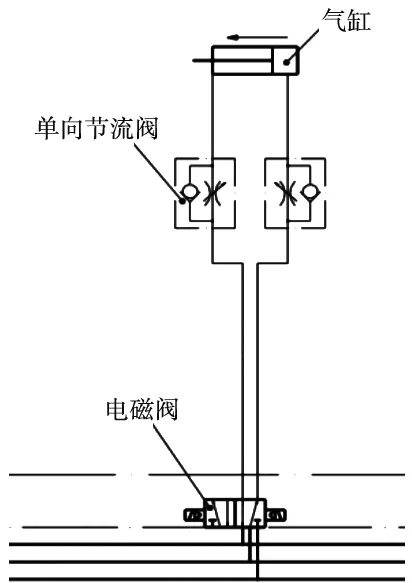
圖8 氣缸氣動原理圖
整個設備在工作過程中,氣缸的工作狀態由磁性開關與接近開關的反饋信號來進行實時監控,并將反饋信號傳送給上位機,上位機根據信號狀態控制氣缸動作。
4 實踐與應用
為了進一步驗證設備的實用性,通過操作面板進行單工位、單步驟手動操作,圖9為活塞定位桿定位時的狀態,氣缸連接尼龍棒準確推入活塞銷孔,完成定位工序。圖10是設備卡簧裝配部分,其整體工裝與活塞定位部分安裝在同一個工作臺面,并且中心軸線相對。工作臺面留有備用開孔,以便后期的設備改進。

圖9 活塞定位桿定位狀態 圖10 設備裝卡簧部分工裝
5 總結
全自動活塞卡簧裝配設備可以實現不同外徑的活塞卡簧裝配任務,更換產品時,僅需要更換必要的工裝即可。其結構相對緊湊,操作方便,不但減輕了操作人員的勞動強度,而且提高了工作效率,使得裝配效率及質量得到大幅度的提升,在行業內為自動化裝配領域后續科研實踐提供可靠的理論依據。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
