某脹斷連桿鍛造工藝工裝設計及驗證
2021-03-24 01:52:46劉宗江肖宜仰劉慶義錢福梅
鍛壓裝備與制造技術(shù) 2021年1期
劉宗江,肖宜仰,劉慶義,齊 建,錢福梅
(濰柴動力股份有限公司,山東 濰坊261061)
某脹斷連桿是一款用于V 型8 缸大功率柴油機,其連桿為全新設計。
根據(jù)產(chǎn)品圖樣,需要在鍛造車間熱模鍛生產(chǎn)線進行自制連桿鍛件的樣試工藝開發(fā)。按批量生產(chǎn)的要求進行樣機連桿毛坯的試制,試制成功后,根據(jù)市場需求,具備批量生產(chǎn)能力。
1 產(chǎn)品結(jié)構(gòu)分析及工藝方案制定
1.1 產(chǎn)品結(jié)構(gòu)分析
連桿中心距282mm,是我公司目前最大的脹斷連桿,連桿大小頭厚度不同,連桿上下不對稱(圖1)。
連桿材料選用C70S6,連桿體、蓋整體鍛造,機加工采用脹斷工藝。
1.2 設備噸位計算
設備噸位的計算是根據(jù)鍛造力P 確定的[1],公式為:

式中:P——變形力,kN;F——包括飛邊橋在內(nèi)的鍛件投影面積,cm2,通過查詢毛坯三維質(zhì)量特性投影面積F=487.2cm2;50~70 為系數(shù),根據(jù)材質(zhì)系數(shù)、鍛件復雜程度等因素確定。根據(jù)實踐經(jīng)驗,設備公稱壓力應比變形力大,一般選為1.18 左右的變形力為宜,經(jīng)計算,選DRF4000 熱模鍛壓力機。

圖1 某脹斷連桿總成簡圖
1.3 工藝方案
1.3.1 鍛造工藝流程
下料—加熱—輥鍛—預鍛—終鍛—切邊、沖孔、熱校正—控溫冷卻—清理—探傷—強拋—沾防銹液。
1.3.2 下料
連桿材料C70S6,選用?75 棒料試制。下料采用S-400HA 型全自動帶鋸床。
1.3.3 加熱
加熱采用KGPS-TJ1200kW/1kHz 中頻感應加熱機。
1.3.4 輥鍛
輥鍛采用ZGD-560 型自動輥鍛機,新設計制作輥鍛模一套,為四道次輥鍛,機械手夾持,輥鍛完成后將輥坯送至傳送帶,進入DRF4000 熱模鍛壓力機。
1.3.5 預鍛、終鍛、切邊、沖孔、熱校正
預、終鍛采用DRF4000 熱模鍛壓力機,新設計制作預鍛模、終鍛模各一套。切邊、沖孔、熱校正采用JC31-400D 閉式單點壓力機,新設計制作切邊、沖孔及熱校正連續(xù)模一套。
1.3.6 控溫冷卻
控溫冷卻采用專用控冷設備。
1.3.7 清理、探傷、強拋、沾防銹液
清理采用Q378E 型拋丸清理室,探傷采用熒光磁粉探傷檢測線,探傷后退磁。強拋采用轉(zhuǎn)臺拋丸強化機,強拋后沾防銹液,防止連桿毛坯表面生銹。
2 輥鍛模設計
2.1 輥鍛毛坯及工步圖設計
制坯輥鍛工藝設計首先要設計輥鍛毛坯圖。輥鍛毛坯的設計以計算毛坯的尺寸和形狀為基礎。計算毛坯是假想的具有圓形(或方形)橫截面的坯料,其形狀反映了沿鍛件長度方向金屬分布的情況。
原始毛坯的尺寸是按鍛件的最大截面選取的,該鍛件的最大截面位于連桿大頭部位。坯料大頭端部不變形,且滿足夾持用長度要求,可利用它作為輥鍛時的夾持部位。
制坯輥鍛常用的型槽系有:橢圓—方、橢圓—圓、菱—方、六角—方等[1]。橢圓—圓型槽系具有轉(zhuǎn)變平穩(wěn)、表面質(zhì)量好等優(yōu)點,因此選擇該型槽系制坯,見圖2。

圖2 橢圓- 圓型槽系
根據(jù)體積不變原理,計算出各道次輥坯縱向尺寸。根據(jù)各型槽截面尺寸和縱向尺寸,繪出輥鍛工步圖,見圖3。
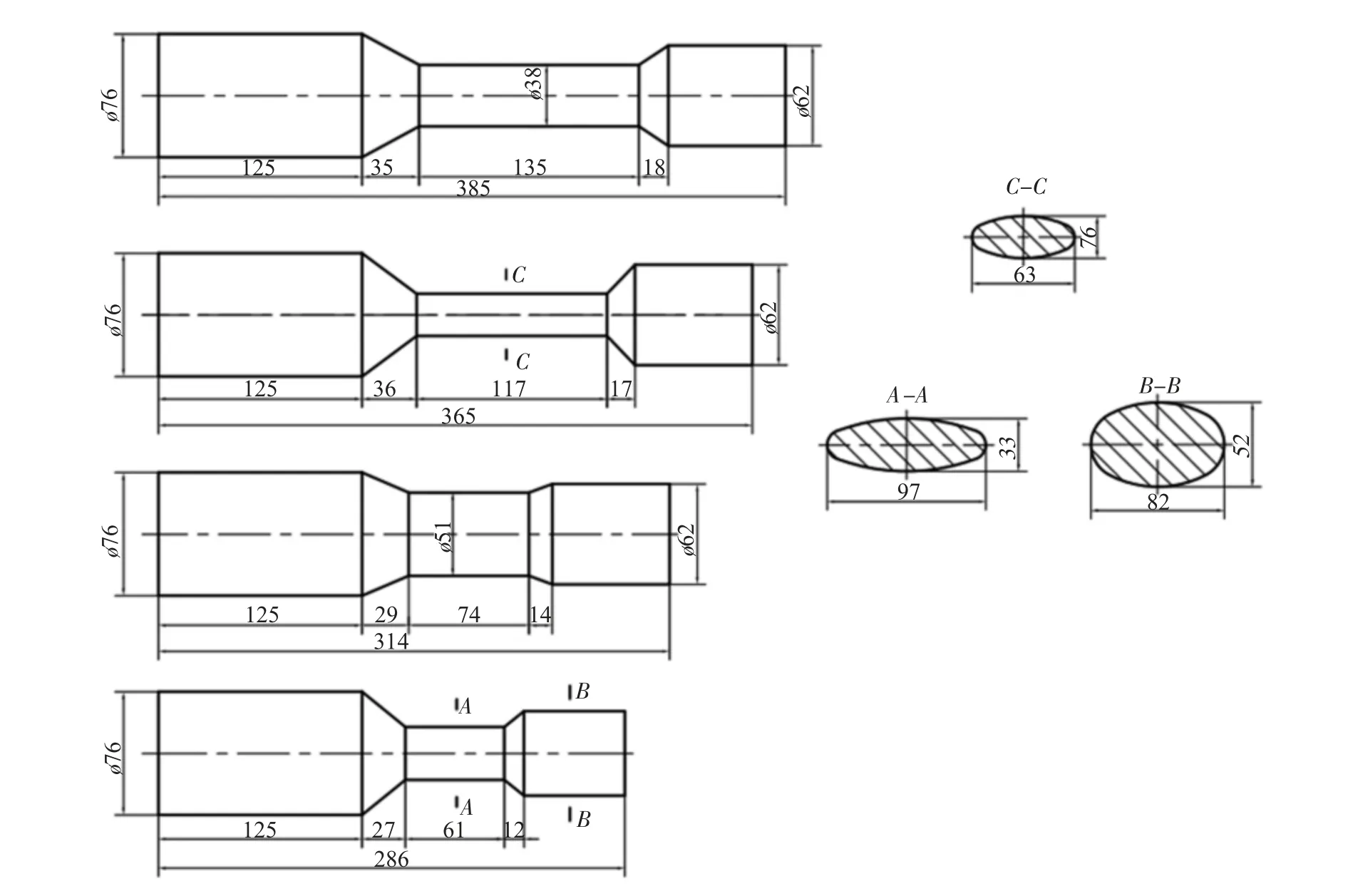
圖3 輥鍛工步圖
2.2 輥鍛模設計
橢圓型槽由兩段以Rk為半徑的圓弧相交而成,圓角半徑r=(0.1~0.2)bk(bk為型槽理論寬度)。Rk、bk、hk(型槽高度)之間的關(guān)系如式(2)、(3)所示[1]:
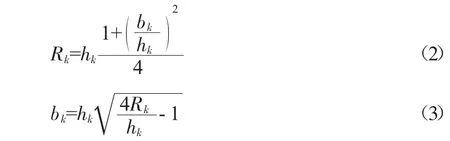
輥鍛模間隙S 一般為2mm~4mm,本文取3mm,取型槽充滿程度δ=0.8。結(jié)合各道次輥坯尺寸,可計算出各道次型槽尺寸。
由于有前滑,型槽的長度應較毛坯的相應區(qū)段要短,各型槽區(qū)段所對應的中心角由式(4)計算得到[1]。

式中:Id——相應區(qū)段的毛坯長度尺寸;Rz——型槽作用半徑;S——前滑值。
前滑值S 在不同的區(qū)段按經(jīng)驗數(shù)據(jù)選取,一般等截面的長度區(qū)段取4~6%。在過渡的楔形區(qū)段計算前滑時要看其在輥鍛時的送進方向,當坯料的薄端在前的時候,其前滑較小,可以取2~4%,當坯料厚端在前時,前滑較大,可以取6~12%。
根據(jù)計算的輥坯尺寸,分別計算出各道次每個區(qū)段的中心角,完成輥鍛模設計,見圖4,從右到左依次為第一~第四道次。
3 工藝工裝驗證
3.1 工裝驗證
驗證內(nèi)容:①工裝結(jié)構(gòu)設計是否合理、模具型腔形狀是否正確;②預、終模頂出機構(gòu)是否順暢頂出鍛件。驗證過程中出現(xiàn)的問題和解決措施如表1 所示。
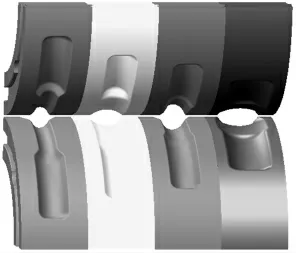
圖4 輥鍛模三維模型
3.2 工藝驗證
驗證內(nèi)容:①鍛件工藝設計是否合理;②工藝參數(shù)是否合理;③鍛件毛坯結(jié)構(gòu)尺寸是否正確;④進行工藝完善、穩(wěn)定鍛件質(zhì)量。
(1)初定下料規(guī)格為?75×232mm,試料時產(chǎn)出的鍛件飛邊合適、尺寸合格。為避免后期模具磨損后飛邊尺寸過小,第二次試制時下料規(guī)格為?75×235mm。
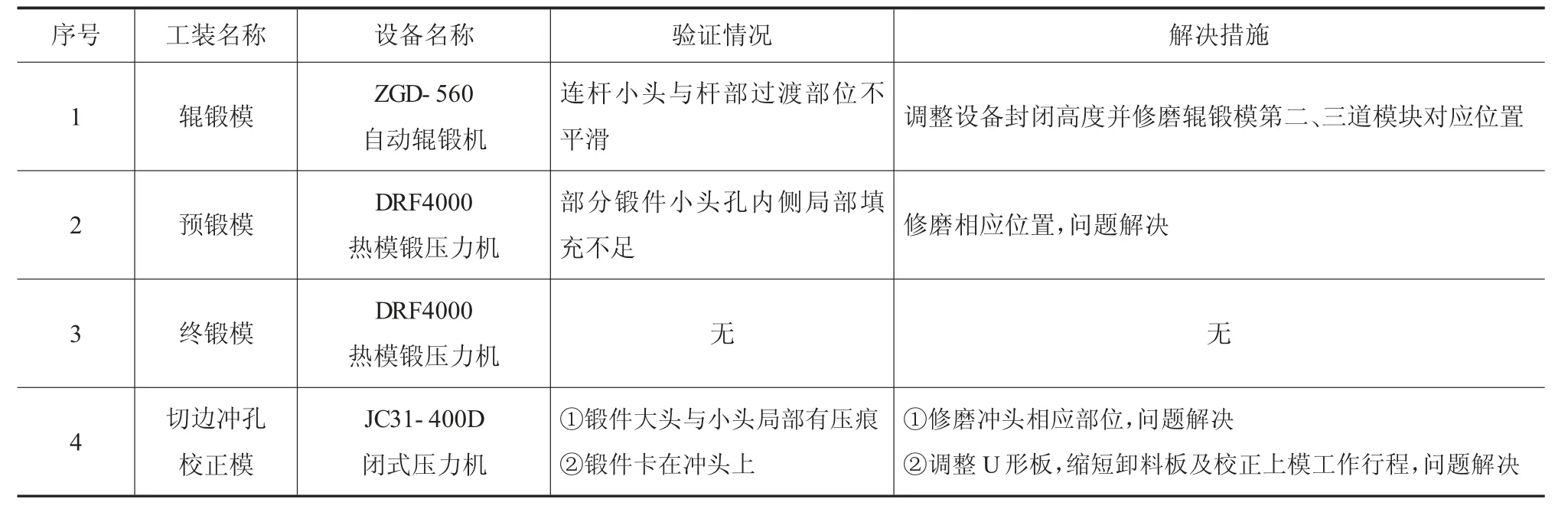
表1 工裝驗證對策表
(2)輥鍛模試模時發(fā)現(xiàn)輥坯長度不足,測量發(fā)現(xiàn)大頭夾持部分過長,調(diào)整機械手,縮短夾持部分后問題解決。
(3)預鍛模試模時小頭端部填充不足,檢查發(fā)現(xiàn)輥坯過粗引起長度過短,分析認為是輥鍛模封閉高度偏大所致,調(diào)整封閉高度后問題解決。
(4)工藝驗證時預終鍛模塊材料為5CrNiMo,生產(chǎn)時發(fā)現(xiàn)模具飛邊橋部磨損嚴重。
(5)試料時發(fā)現(xiàn)鍛件厚度、錯移超差,調(diào)整設備封閉高度并更換偏心鍵后鍛件尺寸合格。
(6)沖孔校正時鍛件被沖頭帶起,在落料板作用下落下時磕到校正模下模凸起部位造成磕碰傷。
4 結(jié)論及建議
(1)工藝流程合理,滿足生產(chǎn)需要,鍛件經(jīng)理化性能檢驗,組織、機械性能合格。
(2)設備噸位的計算,由于連桿材質(zhì)為C70S6,強度較高、鍛件為連桿,復雜程度高,因此式(1)中的系數(shù)建議取最大值70。
(3)經(jīng)驗證,輥鍛模前滑值S 的選取,等截面區(qū)段取5%,楔形區(qū)段,當薄端在前時,取3%,當厚端在前時,取8%。
(4)為提高鍛模使用壽命,建議模塊材料使用性能更優(yōu)的4Cr2MnNiMo 進行驗證。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
