一種高效的氣門油封自動化裝配解決方案
2021-03-15 03:54:38邢田周榮
企業科技與發展 2021年1期
關鍵詞:發動機
邢田 周榮


【摘 要】隨著裝配制造業的發展和進步,企業對生產效率的要求越來越高,而缸蓋氣門油封的壓裝在很多汽車廠仍然采用人工參與的半自動裝配方式,效率低且容易出錯,不能滿足生產需求。鑒于此,文章設計了一種缸蓋氣門油封全自動壓裝設備,采用全自動上料、自動壓裝、視覺防錯檢測等系統對氣門油封進行壓裝。經實際項目檢驗,該設備可以替代人工進行氣門油封在線全自動壓裝和檢查,提高了缸蓋氣門油封的裝配生產效率和裝配精度,滿足生產和質量的要求。
【關鍵詞】發動機;氣門油封;自動壓裝;視覺檢測
【中圖分類號】U468.2 【文獻標識碼】A 【文章編號】1674-0688(2021)01-0024-03
0 引言
氣門油封是發動機氣門組的重要零件之一,是一種骨架式耐高溫氟橡膠油封,安裝在氣門導管頂端,與氣門導管活動配合。油封唇口外圓裝有自緊彈簧,保證與氣門桿之間的密封性,防止發動機機油進入燃燒室,避免機油流失,防止汽油與空氣的混合氣體及排放廢氣泄漏。如果裝配不當,就會造成機油損耗、動力下降、燃燒室積炭和增加空氣污染等弊端,所以其裝配質量直接影響發動機的使用壽命[1]。
通常氣門油封裝配有兩種方式:{1}裝配工人通過工裝裝配;{2}半自動方式,通過人工上料由設備進行壓裝[2]。氣門油封與氣門導管為過盈配合,安裝時一定要使氣門油封到位且用力要均勻,防止氣門油封變形損壞,失去密封作用。
手工裝配氣門油封存在如下弊端:壓入力無法控制;裝配氣門油封時極易損壞;員工的勞動強度大,只能應用于發動機試制和小批量生產。在汽車行業激烈的競爭中,各廠家都在尋找更好的方法完成氣門油封的裝配和檢測,從而滿足氣門油封裝配的高效率、高定位精度等要求[2]。目前,最有效的措施是采用工業機器人取代人工取料和壓油封等操作,這樣不但能降低工人勞動強度,還能提高產品質量與生產效率。下面介紹一臺利用送料系統、工業機器人實現全自動取料和壓裝,采用視覺檢測系統實現氣門油封狀態檢查的裝配設備。
1 設備概況
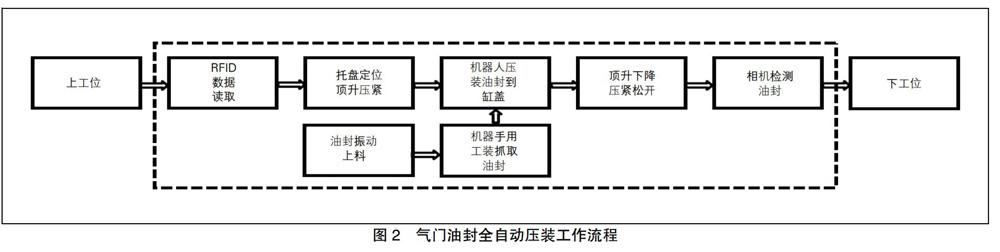
該設備安裝在發動機缸蓋分裝線上,用于氣門油封的全自動安裝和檢查[3]。設備主要由油封自動上料機構、自動壓裝工業機器人、油封壓裝機構、相機檢測機構組成(如圖1所示)。氣門油封全自動壓裝工作流程如圖2所示。
2 設備各部位構成及工作原理
2.1 油封自動上料機構
整個油封自動上料系統由振動盤2套(含料倉及支架)、直線送料器2套、料位探測器2套、送料器出口油封頂升移除機構2套組成(如圖3所示)。
該系統采用兩套振動系統,一套在用,一套備用,滿足不同油封的快速換型要求。油封擺放工裝采用簡易連接結構,以便產品換型時人工快速完成更換。
料倉上有兩個出料口,一個出料口通往振動盤,另一個出料口通往卸料口(料倉中油封切換時使用)。出料口各由1個微型氣缸控制門的開閉,正常工作時通往振動盤出料口門打開,另一側處于關閉狀態,在切換油封時則出料口門的狀態正好相反。料倉帶有缺料檢測裝置和警報提醒裝置,提醒操作工及時補料。
該系統工藝操作流程如下:{1}油封在料倉中通過振動盤的振動,通過導軌糾正油封姿態,然后輸送到直線導軌。{2}油封通過直線導軌到達振動分料道,由限位塊和傳感器確定其存在。{3}由振動分料道將其移出到油封分料機構;并向PLC發出油封移出信號。{4}PLC接到油封到位信號,伺服直線滑臺將油封分料機構移到油封抓取位置。
2.2 自動壓裝工業機器人
選用六軸機器人作為移動載體,通過快換裝置連接壓裝機構,實現不同類型的壓裝機構選用,以及油封抓取和壓裝的不同位置操作[3](如圖4所示)。
2.3 油封壓裝機構
該機構由壓裝組件、壓裝固定背板組成[4](如圖5所示)。壓裝組件壓頭內有在位傳感器,使用油封彈簧作為感應對象,達到監控油封在位和油封彈簧的雙重作用。以氣門油封外徑定位和壓裝,壓裝過程中觸碰不到用于密封的橡膠唇口,使油封壓入時油封唇口得到保護。壓裝組件使用固定背板進行定位和壓裝受力,解決機器手受力問題。壓裝組件的每個壓頭安裝有位移傳感器,對壓入深度進行控制,同時有超程報警功能。
該系統工藝操作流程如下:{1}機械抓手收到PLC抓取油封指令,機械手快速將油封壓裝組件放置在油封分料工裝上,然后下降抓取油封,完成抓取回位后將完成信號發給PLC。{2}機器手接到抓取完成信號后,將壓裝組件移動到壓裝固定背板,并插入背板定位孔。{3}壓裝組件的壓裝氣缸動作,下壓裝有油封的壓頭,同時位移傳感器監控壓裝深度。{4}壓裝組件的壓裝氣缸回收,在位傳感器監控無油封在壓頭內。{5}機器手接收壓裝完成信號,將壓裝頭組件移動到取油位置,完成一個壓裝循環。
2.4 相機檢測機構
該系統主要由缸蓋托盤阻擋機構、視覺系統及伺服移動機構等組成。
發動機油封安裝位置兩邊對稱,且具有一定的傾斜角,在伺服直線滑臺機構移動下,依次對缸蓋兩側進行檢測。
該工位工作流程如下:{1}缸蓋托盤從油封自動壓裝工位進入檢測工位,到達擋停機構后停止。{2}頂升機構將其頂升,完畢后將信號發給PLC。{3}伺服移動機構收到PLC指令后,帶著視覺系統移動至指定的位置進行檢測,依次移動直到兩側16個油封檢測完畢,并將信號發給PLC。{4}PLC將判定結果發給FRID,FRID記錄檢測結果。{5}缸蓋托盤頂升下降,阻擋放行。
3 結語
此套設備實現了全自動壓裝氣門油封的功能,采用進排氣油封同時壓裝的壓裝組件,滿足了對節拍的要求。增加對壓入深度的監控和優化了抓取油封的夾緊點,杜絕了對油封的損傷。同時,集成智能相機的防錯應用,杜絕了錯漏裝。目前,汽車工業的自動化程度越來越高,工業機器人配套相應的夾具,就可以完成許多不同種類甚至人工難以實現的工作,這樣既可保證裝配質量、提高裝配效率,又可使生產成本降低,實現經濟效益的提升[3]。
參 考 文 獻
[1]陳進喜,任志偉,高安娜,等.氣門油封自動化裝配檢測技術的應用[J].汽車實用技術,2013(6):62-64.
[2]李勝君.發動機線上氣缸蓋氣門油封自動壓裝設備結構分析[J].機電信息,2018(9):82-83.
[3]聞邦椿.機械設計手冊:機器人與機器人裝備[M].北京:機械工業出版社,2016.
[4]陳繼文,王琛,于復生.機械自動化裝配技術[M].北京:化學工業出版社,2019.
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
