鋁合金薄壁零件加工技術研究
2021-03-15 12:31:44周兵
現代機械 2021年1期
關鍵詞:變形
周 兵
(中國工程物理研究院材料研究所,四川 江油 621907)
0 引言
隨著加工技術的提升,越來越多的薄壁零部件應用到產品設計中。鋁合金由于其比重小,比強度高的優點,廣泛應用于薄壁零部件中。薄壁結構引發的一個重要問題就是剛性差,裝夾容易變形,難以保證零件的加工精度[1]。鋁合金薄壁零件加工主要面臨以下幾個問題:1)鋁合金材料熔點較低,在加工中如果出現冷卻不及時,容易在刀具上形成積屑瘤,改變刀具幾何參數和鋒利度,造成加工誤差;2)隨著材料的去除,材料內部的殘余應力逐步釋放出來,加上在切削過程中的加工應力,有可能在加工完成后出現零件變形;3)薄壁結構零件裝夾容易產生變形,應盡量采用低應力的裝夾方式。
1 鋁合金薄壁零件工藝分析
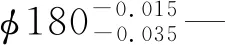
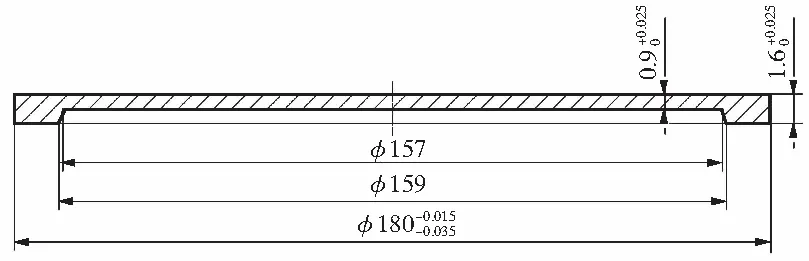
圖1 鋁合金薄壁零件圖
2 裝夾有限元分析
在車削直徑和粗車端面時,采用三爪卡盤裝夾。在線切割后,精車端面不適合采用三爪卡盤裝夾的方式,若采用三爪卡盤,工件在受三點徑向力后容易產生裝夾變形和裝夾痕跡,破壞工件表面,翻面后重新裝夾找正難以保證端面平行度。因此針對該工件,決定采用真空吸附的方式裝夾工件。
在該零件加工案例中,通過真空吸附端面固定工件。目前有兩種吸附方式,一種采用多孔吸附,一種采用環槽吸附。為了對比兩種吸附方式對工件變形的影響,通過有限元仿真能夠不必開展加工試驗而直觀反映工件的變形情況。
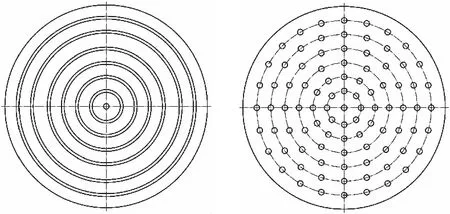
圖2 真空吸附方式
真空吸附力可采用式(1)計算:
F吸=P·S
(1)
式中,F吸為吸附力,P為壓強,S為接觸面積。
對比圖2中兩種吸附方式,其真空吸附力通過式(1)可得到,在真空壓力-0.08 MPa下,采用環槽吸附為345 N,采用多孔吸附為146 N。
采用有限元軟件分析兩種吸附方式下工件的變形情況,仿真時提取工件的應力與變形,結果如圖3。
圖3 真空吸附下工件變形仿真
通過仿真結果可以看出,采用環槽吸附方式下工件的最大變形量為2.27×10-9m;采用多孔吸附方式下工件的最大變形量為2.32×10-9m。兩種真空吸附方式下對工件的變形影響都很小,因此在本文中不考慮真空吸附對工件變形的影響。
3 切削力仿真計算
為了驗證采用環槽真空吸附方式能否滿足切削過程中的穩定性要求,需要對車削過程中的切削力進行仿真計算。切削力仿真計算是切削加工研究的一種有效手段,通過建立的切削力模型可以方便的得到不同切削參數下對應的切削力。在工件材料、刀具一定條件下,根據經驗,建立以切削深度ap、進給量f和切削速度v為主要因素的切削力模型:
(2)
式中:F為切削力,它在切向、徑向和進給方向的三個分量分別為Ft、Fr和Ff;x,y,z分別為切削深度ap、進給量f和切削速度v的影響系數;C為工件材料的系數。
在本文中,切削材料與切削條件同參考文獻[2],故使用其系數進行計算。切向、徑向和進給方向的切削力模型公式為:
(3)
針對該零件,為了減小加工中切削力對零件變形的影響,切削過程中工藝參數為:ap=0.1 mm,f=0.1 mm/r,v=70 m/min。帶入公式(3)中可以得到Fr=1.9365 N,Ff=5.9428 N,Ft=5.1155 N。
零件重量按照毛坯重量計算,毛坯尺寸為φ180 mm×4 mm,其重力為:
G=π×r2×h×ρ×g
(4)
式中,r為毛坯半徑,h為毛坯厚度,ρ為工件材料密度,g為重力常數。帶入數值計算得到重力為2.7 N。
在工件端面鉛垂面內作用的為徑向、切向切削力和工件重力,其作用合力F合為:

(5)
帶入數值計算得到作用合力為8.14 N。
真空吸附力能提供的最大摩擦力F摩為:
F摩=μF吸
(6)
式中,μ為摩擦系數。帶入數值計算得到摩擦力為103.5 N。
根據經驗,由于F摩>3F合,加工過程中由真空吸附力提供的摩擦力能夠滿足切削力的要求,因此加工過程是穩定的。
4 試驗實例
在數控車床上進行實際加工試驗,裝夾方式選擇環槽吸附和三爪卡盤兩種方式,加工參數為:ap=0.1 mm,f=0.1 mm/r,v=70 m/min。按照車削直徑—粗車A端面—線切割—粗車B端面—精車端面—精車凹面的工藝路線執行,兩種方式下各加工5個工件。對比發現,環槽吸附方式下的工件外圓直徑均為φ179.975或φ179.98,而三爪卡盤夾持下有2個工件外圓直徑低于φ179.965,其余外圓直徑也偏小。測量2組工件端面平面度發現,環槽吸附方式下的平面度明顯優于三爪卡盤方式。因此,由于傳統三爪卡盤夾持加工過程更容易產生震顫,且對于薄壁零件存在較為明顯的變形情況,相比而言真空吸附方式車削過程更穩定,加工零件精度更高。
5 結束語
本文針對鋁合金薄壁零件,仿真分析了兩種真空吸附方式下的工件變形情況,結果表明兩種吸附方式對零件變形影響很小。計算分析了加工系統的穩定性,在真空吸附下提供的摩擦力遠遠大于切削合力,能夠保證零件在加工過程中的穩定性。最后在確定的加工參數下完成了零件加工。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
