塑料包裝材料共擠復(fù)合技術(shù)發(fā)展
2021-03-10 01:55:00陳培忠王克儉
塑料包裝 2021年1期
陳培忠 王克儉
(北京化工大學(xué)機(jī)電工程學(xué)院成型制造研究中心)
1. 多層共擠復(fù)合薄膜的原料
多層共擠復(fù)合薄膜的原料可以分為基層原料和主要功能層原料。常用作基層的原料主要有聚乙烯、聚丙烯、聚對(duì)苯二甲酸乙二醇酯、聚苯乙烯、聚氯乙烯等,而常用作主要功能層原料主要聚酰胺、乙烯-乙烯醇共聚物、丙烯腈共聚物等[1]。
1.1 多層共擠復(fù)合薄膜基層常用原料
主要介紹了不同型號(hào)聚乙烯和聚丙烯的特點(diǎn)
1.1.1 低密度聚乙烯(LDPE)
低密度聚乙烯密度為0.910~0.925 g/cm3。分子結(jié)構(gòu)為主鏈上帶有長(zhǎng)、短不同支鏈的支鏈型分子。在主鏈上每1000 個(gè)碳原子中約帶有50 個(gè)以下的乙基、丁基或更長(zhǎng)的支鏈。
與高密度和中密度聚乙烯相比,它具有較低的結(jié)晶度(55%~65%),較低的軟化點(diǎn)(108℃~126℃)以及較寬的熔體指數(shù)(0.2~80 g/10min)。低密度聚乙烯具有良好的柔軟性、延伸性和透明性,主要用于制造薄膜。
1.1.2 高密度聚乙烯(HDPE)
高密度聚乙烯密度為0.941~0.965 g/cm3。分子結(jié)構(gòu)為線型結(jié)構(gòu),支鏈少,平均每1000 個(gè)碳原子僅含有幾個(gè)支鏈。與低密度聚乙烯相比,高密度聚乙烯結(jié)晶度達(dá)80%~90%,密度大,使用溫度較高,硬度和機(jī)械強(qiáng)度較大,耐化學(xué)性能好。高密度聚乙烯可用于制造高強(qiáng)度超薄薄膜,做食品、農(nóng)副產(chǎn)品和紡織品的包裝材料。
1.1.3 線型低度密度聚乙烯(LLDPE)
線型低密度聚乙烯密度為 0.910 ~0.925 g/cm3。由于其分子側(cè)鏈為短支鏈,分子結(jié)構(gòu)介于線型高密度聚乙烯和帶有長(zhǎng)支鏈的高壓法低密度聚乙烯之間,所以其物理機(jī)械性能優(yōu)于普通低密度聚乙烯。其拉伸強(qiáng)度比普通低密度聚乙烯高50%~70%,伸長(zhǎng)率高50%以上,耐沖擊強(qiáng)度、穿刺強(qiáng)度及耐低溫沖擊性能也比低密度聚乙烯好。而且,其使用溫度范圍寬,允許使用溫度比低密度聚乙烯高10℃~15℃。
但低密度聚乙烯比線性聚乙烯具有更好的透明性、光澤度和熱封性。線性低密度聚乙烯的典型用途是制作拉伸粘附膜、雜貨袋和重包裝袋。人們經(jīng)常將低密度聚乙烯和線性低密度聚乙烯共混使用,以使材料性能得到優(yōu)化,兼具兩種材料的優(yōu)點(diǎn),其中線性低密度聚乙烯增加強(qiáng)度,低密度聚乙烯增加熱封性和加工性。
1.1.4 均聚聚丙烯
均聚聚丙烯的密度范圍0.89~0.91 g/cm3,其熔體指數(shù)范圍在0.5~50g/min。在很寬的流動(dòng)速率范圍內(nèi)都有非常好的流動(dòng)性能,因此,具有很好的加工性。均聚聚丙烯是非常好的濕氣阻隔材料,具有中等透明度。吹塑法和流延法制作的薄膜,能夠通過取向獲得較好的光學(xué)性能和更高的強(qiáng)度。由于聚丙烯結(jié)晶較快,吹塑膜的生產(chǎn)必須采用水驟冷或芯模驟冷工藝。
1.1.5 共聚聚丙烯
無規(guī)共聚聚丙烯中通常含有1.5wt%~1.7wt%的乙烯共聚單體,其結(jié)構(gòu)類同于等規(guī)聚丙烯中無序插入若干乙烯基基團(tuán)的結(jié)構(gòu)。主鏈上無規(guī)嵌入的乙烯基團(tuán),降低了等規(guī)聚丙烯的規(guī)整結(jié)構(gòu),使結(jié)晶度降低,從而具有低熔點(diǎn),高透明度及柔軟的性能。
相比均聚聚丙烯,其密度有所下降,約為0.89~0.901 g/cm3。無規(guī)共聚聚丙烯具有很好的耐酸、堿、醇及低沸點(diǎn)的烴的性能,但不適合包裝芳香烴。具有很好的濕氣阻隔性能。
無規(guī)共聚聚丙烯可以通過吹塑和流延兩種方式加工薄膜產(chǎn)品。未取向無規(guī)聚丙烯共聚物薄膜柔軟并易于熱封。
取向聚丙烯薄膜(共聚物和均聚物)的強(qiáng)度、透明度和光澤度都比未取向薄膜有所提高。取向聚丙烯膜主要應(yīng)用于收縮包裝。含有7%乙烯的共聚物常被用作食品包裝的熱封層。
1.2 多層共擠出復(fù)合薄膜主要功能層原料
1.2.1 乙烯-乙烯醇共聚物(EVOH)
乙烯-乙烯醇共聚物是一種集乙烯聚合物的加工性和乙烯醇聚合物的氣體阻隔性于一體的高分子材料。乙烯-乙烯醇共聚物是高結(jié)晶體,其性質(zhì)主要取決于其共聚單體的相對(duì)濃度。
一般情況下,當(dāng)乙烯含量增加時(shí),氣體阻隔性能下降,阻濕性能增加,樹脂更易加工。目前使用的典型產(chǎn)品含有27%~48%(mol 分?jǐn)?shù))的乙烯。乙烯-乙烯醇共聚物最重要的特性是對(duì)氧氣和氣味的卓越阻隔性能。含有乙烯-乙烯醇的包裝材料對(duì)氣味有很好的保持作用,并能防止由于氧氣和包裝物反應(yīng)引起質(zhì)量損失。乙烯-乙烯醇對(duì)油和有機(jī)氣體也有很好的阻隔作用。當(dāng)滲透物的極性增大時(shí),這種阻隔作用有所降低。
例如,乙烯-乙烯醇對(duì)線型烴類和芳香烴的阻隔作用很突出,但對(duì)乙醇和甲醇的阻隔作用就很低,乙烯-乙烯醇可以吸收高達(dá)約12%的乙醇。乙烯-乙烯醇樹脂可以熔融加工,而且具有很高的強(qiáng)度、韌性和透明度。它可以同PE、PP、尼龍和其它樹脂進(jìn)行共擠出和層合加工。乙烯-乙烯醇樹脂對(duì)大多數(shù)聚合物的附著力很差,為克服這一困難,需使用特殊設(shè)計(jì)的粘接樹脂或“連接樹脂”。但尼龍除外,無需使用粘接樹脂,乙烯-乙烯醇樹脂就可以很好地粘附到尼龍上。由于具有水氣敏感性,通常是通過共擠出將乙烯-乙烯醇作為中間層置于包裝材料中,兩外層則采用聚烯烴或其它水氣阻隔好的聚合物。
為了得到更好的擠出復(fù)合效果,典型的乙烯-乙烯醇復(fù)合薄膜,還在乙烯-乙烯醇層和聚烯烴層之間設(shè)置一個(gè)粘結(jié)層。
1.2.2 聚酰胺
聚酰胺(Polyamide)俗稱尼龍,是五大工程塑料之一。是一種線型的、具有熱塑性的縮聚聚酰胺,其分子鏈上含有重復(fù)酰胺基團(tuán)—[NHCO]—。通常,尼龍是透明的,可熱成型,有良好的耐化學(xué)腐蝕性。
根據(jù)聚合單體的不同,尼龍分為不同品種,主要品種有PA6 和PA66。尼龍可以采用傳統(tǒng)的擠出方法熔融加工,可以用流延方法或吹塑方法加工成薄膜。雙軸取向的尼龍薄膜具有更優(yōu)的抗開裂性、力學(xué)性能和阻隔性能。尼龍常與其它塑料材料共擠出,以增加材料的強(qiáng)度和韌性。為了提供熱封性、濕氣阻隔性,并降低成本,通常與聚烯烴、離聚物或EVA 共擠出。
1)支鏈尼龍6
支鏈尼龍6 樹脂是取代共聚尼龍的一個(gè)品種,支鏈化尼龍6 樹脂減小了與不同共擠出材料(聚乙烯)之間的粘度和彈性差異,使復(fù)合薄膜不同材料層的結(jié)構(gòu)分布不受模具設(shè)計(jì)的影響,在流延加工過程中頸縮小、厚度分布均勻、生產(chǎn)速度快;吹膜加工過程中,有助于膜泡穩(wěn)定。
2)改進(jìn)型尼龍6
改進(jìn)型尼龍6 樹脂是取代共聚尼龍6/66 樹脂的一個(gè)品種。改進(jìn)型尼龍6 樹脂的單層薄膜在高濕度、高溫和蒸煮條件下,具有良好的氧氣阻隔性、高透明性、高紫外線阻隔性、良好的熱成型性和優(yōu)異的熱成型收縮性。與常規(guī)的均聚或共聚尼龍6/66 相比,最突出的優(yōu)點(diǎn)是在高濕度條件及高溫條件下,仍表現(xiàn)出極好的氧氣阻隔性能。由于其具有良好的阻隔性,在共擠出復(fù)合薄膜中可以降低尼龍層的厚度,最多可達(dá)50%。改進(jìn)型尼龍6 與聚丙烯、聚乙烯、乙烯-乙烯醇共聚物相比,可以提高吹塑薄膜的光學(xué)性能。改進(jìn)型尼龍6 樹脂還具有極弱的香味吸收性能,可以作為保香功能包裝材料。
3)無定形尼龍
無定形尼龍樹脂是一種符合 ISO 指定的6I/6T 無定形、半芳香族的共聚尼龍。它們具有良好的氧氣、二氧化碳阻隔性(尤其在高濕度條件下)、優(yōu)越的光學(xué)性能、熔合強(qiáng)度優(yōu)于尼龍6 加工溫度范圍廣泛,加工過程簡(jiǎn)單、有彈性。作為一種理想的阻隔材料,適合作為尼龍6 的改性劑,可以與尼龍6 或其它共聚尼龍直接干混使用,無需擠出造粒。共擠時(shí),一般使用樹脂類粘合劑,如杜邦的Bynel。
2. 多層共擠復(fù)合薄膜的加工工藝
多層共擠出復(fù)合薄膜是將兩種或兩種以上的樹脂及其配混物,分別加入兩臺(tái)或多臺(tái)擠出機(jī)中,分別熔融擠出后,通過各自的流道在(扁平狀或環(huán)狀)模頭內(nèi)或模頭外匯合,經(jīng)進(jìn)一步成型及冷卻后,制備成多層復(fù)合薄膜。由于使用不同的生產(chǎn)設(shè)備,共擠出復(fù)合薄膜可分為共擠出流延復(fù)合薄膜和共擠出吹塑復(fù)合薄膜兩種,因此多層共擠復(fù)合薄膜加工工藝主要有吹塑法和流延法[2]。
2.1 吹塑法
吹塑法制備多層共擠復(fù)合薄膜采用多臺(tái)的擠出機(jī),將不同功能的樹脂原料如:聚乙烯(PE)、聚丙烯(PP)、尼龍(PA)、乙烯-乙烯醇共聚物(EVOH)等,分別熔融擠出,通過各自的流道在多層模頭的口模處匯合,再經(jīng)過吹脹成型,冷卻復(fù)合在一起,從而制得多層共擠復(fù)合薄膜。
2.2 流延法
流延法制備多層共擠復(fù)合薄膜生產(chǎn)工藝如圖1,首先將原料樹脂在多臺(tái)擠出機(jī)中熔融塑化,在螺桿推進(jìn)下,將熔融的樹脂經(jīng)分配器分配至流延機(jī)頭再流延到冷卻輥上,在表面光潔的冷卻輥上迅速冷卻成薄膜,再經(jīng)測(cè)厚、電暈處理、牽引展平后切邊收卷等系列流程后得到復(fù)合薄膜制品。
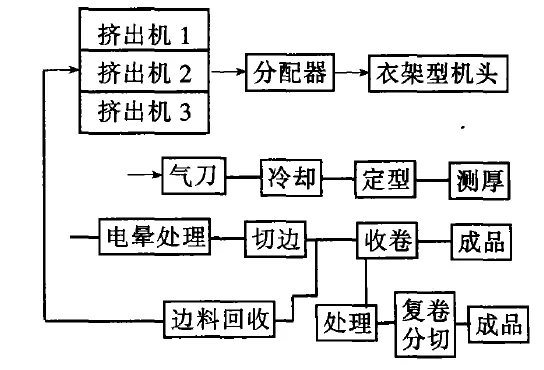
圖1 流延法制備復(fù)合膜[3]
2.3 兩種方法比較
1)流延法比吹塑法更加適合應(yīng)用于多層共擠的薄膜生產(chǎn)加工,尤其當(dāng)使用多種不同材質(zhì)的材料進(jìn)行共擠時(shí),流延法的生產(chǎn)工藝參數(shù)更易于控制,加工設(shè)備的關(guān)鍵部分―模頭的設(shè)計(jì)更能有效保證產(chǎn)品中各種材料分布的均勻性。而吹塑法的多層共擠模頭技術(shù)難度更大,結(jié)構(gòu)更為復(fù)雜且技術(shù)尚不夠成熟。
2)流延法的加工設(shè)備中,模頭至冷輥(成型至定型)的距離一般為10~20 mm,熔膜簾很短且在真空吸氣罩、氣刀及定邊裝置的幫助下很快定型,產(chǎn)品質(zhì)量好且穩(wěn)定。而吹塑法由于熔膜有一個(gè)吹脹過程,并依靠空氣或水來冷卻定型。產(chǎn)品的定型時(shí)間過長(zhǎng)且定型前的變化很大。吹膜法容易在熔膜階段受到外界和自身因素的影響,產(chǎn)品質(zhì)量控制的難度非常大且穩(wěn)定性差。
3)在原料的選擇上吹塑法和流延法也有較大差異,多層共擠時(shí)吹塑法要求盡量選用流動(dòng)性接近的材料來相互搭配,當(dāng)材料流動(dòng)性相差較大時(shí),缺乏相應(yīng)措施進(jìn)行調(diào)整,因而當(dāng)選定了其中一種材料時(shí),與其共擠的其他材料沒有多大的選擇余地,這在很在程度上制約了多層共擠加工工藝優(yōu)勢(shì)在產(chǎn)品質(zhì)量上的體現(xiàn),而流延法的加工設(shè)備通過對(duì)分流道的調(diào)節(jié)可以很輕松解決吹塑法中幾乎無法解決的問題。
4)吹塑法因有一個(gè)吹脹過程而導(dǎo)致產(chǎn)品的縱、橫向的分子受到不同程度的拉伸。產(chǎn)品的耐溫度性能和熱封性能都會(huì)受到較大影響,當(dāng)產(chǎn)品需要蒸煮消毒時(shí),成型中被拉伸的分子鏈?zhǔn)軣岷髸?huì)有明顯的回縮現(xiàn)象,導(dǎo)致產(chǎn)品嚴(yán)重變形,并且會(huì)大大降低熱封連接處的強(qiáng)度而導(dǎo)致漏袋現(xiàn)象。
5)流延法生產(chǎn)薄膜(又稱未拉伸薄膜)時(shí),分子排列有序,產(chǎn)品冷卻速度快,有利于提高產(chǎn)品的透明度、光澤度及厚薄均勻性,且產(chǎn)品質(zhì)地較軟、較韌;抗沖擊性能、耐熱及低溫適應(yīng)性均好于吹塑法。
6)由于吹塑法一次性投資少,廠房占地面積小,設(shè)備便宜,投資小見效快(設(shè)備加工周期短、安裝調(diào)試期短、輔助設(shè)備及設(shè)施少、要求低)。而流延法的設(shè)備、廠房及設(shè)施一次性投資非常大,是吹塑法的5 至10 倍。因而目前吹塑法的應(yīng)用較流延法顯得更多。
7)由于吹塑法受工藝條件限制導(dǎo)致產(chǎn)品質(zhì)量差、產(chǎn)量小、單位生產(chǎn)成本高,雖經(jīng)不斷改進(jìn)和完善,仍難以取代流延法。這就是目前食品包裝基材膜中流延膜的產(chǎn)量遠(yuǎn)遠(yuǎn)高于吹塑薄膜的最根本的原因。
2.4 共擠復(fù)合膜特點(diǎn)
1)共擠成型生產(chǎn)流程,可以將各種不同性質(zhì)的復(fù)合材料進(jìn)行結(jié)合,可以有效的展現(xiàn)出各種不同塑料材料所具有的特點(diǎn),生產(chǎn)出來的一些特殊型復(fù)合塑料制品,可以被運(yùn)用在一些特殊的用途當(dāng)中。其次,共擠成型的整個(gè)生產(chǎn)周期較短,對(duì)能源的消耗量較低,同時(shí)通過三步復(fù)合式的成型工藝運(yùn)用所制造出來的塑料制品和連接層之間的粘合性較高,可以避免很多復(fù)雜的操作流程,同時(shí)共擠成型當(dāng)中產(chǎn)生的三廢物質(zhì),對(duì)環(huán)境的污染程度較低。
2)共擠成型生產(chǎn)流程在生產(chǎn)過程當(dāng)中,生產(chǎn)出的材料種類較多并且使用范圍普遍。通過共擠成型技術(shù),可以生產(chǎn)出一些較小的復(fù)合塑料制品,塑料制品在整體的外觀上更加美觀,可以滿足不同領(lǐng)域的使用要求,同時(shí)共擠成型生產(chǎn)出的塑料制品,在性能上可以兼顧到多種不同材料的優(yōu)良性能,保證材料整體功能和性能上的提升。
3. 共擠復(fù)合薄膜在包裝上的應(yīng)用
多層共擠出技術(shù)作為一種特殊的生產(chǎn)技術(shù),生產(chǎn)的多層共擠薄膜綜合了各種原材料的性能,具有好的機(jī)械性能、熱封性能、阻隔性能、耐腐蝕、耐高溫、耐低溫、抗菌、無毒、保鮮等性能可廣泛的應(yīng)用于食品包裝、日用品包裝、藥品包裝、工業(yè)包裝等[5]。
3.1 食品包裝
由于復(fù)合薄膜每一層之間使用粘合劑來進(jìn)行連接,所生產(chǎn)出來的復(fù)合性薄膜可以被使用在一些牛奶制品、肉制品等食物的包裝當(dāng)中。
當(dāng)前世界上一些工業(yè)發(fā)展程度較高的國家,在塑料包裝當(dāng)中復(fù)合薄膜占到了將近50%。多層共擠薄膜可應(yīng)用于肉制品的包裝,為肉制品加工、物流、貯藏、銷售、消費(fèi)的全過程提供保護(hù),有效防止各種污染,不僅保障肉品安全,而且大幅減少肉品浪費(fèi),更可保障全產(chǎn)業(yè)鏈的可追溯性,是肉制品產(chǎn)業(yè)鏈發(fā)展的重要保障。
多層共擠包裝薄膜還可以用于常溫下儲(chǔ)存的真空包裝食品、冷凍食品、家庭儲(chǔ)存真空包裝、海產(chǎn)品、奶酪、零食、醬料等包裝。
3.2 日化包裝
多層共擠薄膜可以應(yīng)用于日化產(chǎn)品,例如牙膏管、化妝品管等的包裝。
目前,市場(chǎng)上用于牙膏、化妝品的復(fù)合片材包裝材料主要是鋁塑復(fù)合或者全塑擠出復(fù)合結(jié)構(gòu),這兩類復(fù)合片材幾乎占據(jù)了全部的牙膏、化妝品包裝市場(chǎng)。這兩類復(fù)合片材都是通過先生產(chǎn)內(nèi)膜、外膜,再經(jīng)過與阻隔層的擠出復(fù)合,最終得到成品。
3.3 工業(yè)包裝
多層共擠薄膜具有好的機(jī)械性能,熱封性能,可廣泛應(yīng)用于工業(yè)產(chǎn)品的包裝,有效保護(hù)工業(yè)產(chǎn)品在運(yùn)輸、銷售過程。在多層共擠薄膜的生產(chǎn)過程中通過添加各種特殊功能的助劑,使得生產(chǎn)的產(chǎn)品具有特殊的功能,從而可以滿足特殊工業(yè)產(chǎn)品的包裝需求,例如抗靜電、防紫外等性能。
4. 發(fā)展展望
1)綠色節(jié)能化發(fā)展
多層共擠復(fù)合膜綠色成型技術(shù)綠色節(jié)能化發(fā)展主要是最大限度地減少對(duì)環(huán)境的負(fù)面影響,諸如噪音、振動(dòng)、熱、化學(xué)物質(zhì)以及點(diǎn)輻射等對(duì)人類健康損害要素,均不應(yīng)對(duì)環(huán)境產(chǎn)生污染和對(duì)生態(tài)環(huán)境的破壞,潔凈人類生存環(huán)境的健康化[6]。
2)多層化發(fā)展
近年來,隨著機(jī)械加工和制造技術(shù)的超精度化,智能化控制技術(shù)的發(fā)展,超精度的多層化模具制造成為現(xiàn)實(shí)。
多層共擠流延膜由流行的3 層、5 層,發(fā)展到7 層、9 層、11 層共擠生產(chǎn)線,國外已出現(xiàn)了超過11 層的多層共擠流延膜生產(chǎn)線。因此共擠復(fù)合薄膜層數(shù)將向更多化發(fā)展,層數(shù)越多,結(jié)構(gòu)設(shè)計(jì)也越靈活,功能性越強(qiáng)。
3)設(shè)備智能化發(fā)展
多層共擠復(fù)合膜設(shè)備智能化控制以成型加工復(fù)合膜質(zhì)量為目標(biāo),生產(chǎn)線具有感知、分析、推理、決策、控制功能的“人腦”智能,實(shí)現(xiàn)真空上料、機(jī)筒加熱溫度、擠出速度和壓力、模頭溫度、流延壓花輥的轉(zhuǎn)速和冷卻溫度、電暈、薄膜厚度,牽引輥速度、邊料回收、斷膜、收卷等機(jī)組各部件的動(dòng)作自我協(xié)調(diào)、工藝參數(shù)自動(dòng)修正、故障自我診斷顯示、質(zhì)量自我檢測(cè)、加工環(huán)境自我適應(yīng),實(shí)現(xiàn)設(shè)定的質(zhì)量預(yù)期目標(biāo)。