閥口袋焊接機組講解(六)
2021-03-10 01:55:24王仁龍整理
塑料包裝 2021年1期
王仁龍 整理
(上接《塑料包裝》2020 年第六期)
17. 堆垛裝置:
計算制成的閥口袋數量,將擬定數量的閥口袋堆在堆垛裝置中。不同的袋垛邊緣重疊成瓦狀。
在目視顯示屏上設定制袋速度與數量以及袋垛之間的距離。
松開杠桿(2),使捕捉板(1)適合袋寬。然后再松開杠桿(2)。


必須在汽缸支架(3)和擋塊之間的分接裝置上設至少20 mm 的距離(A)。松開螺母(6),旋轉氣動缸(7)的軸(5),直到達到20 mm 的距離(A)為止。然后再將螺母(6)擰緊。
操作員側和傳動側都要進行此項調節。
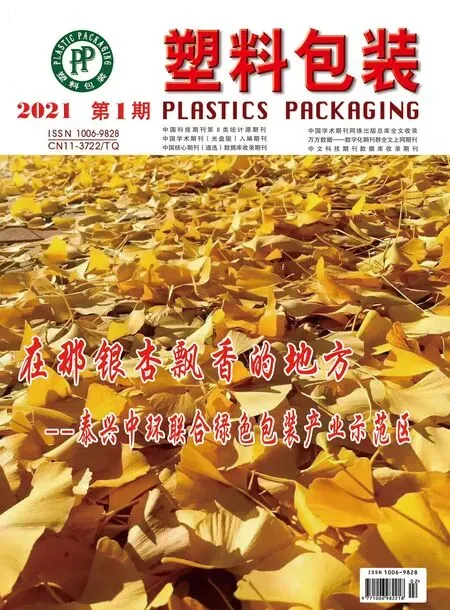
18. 袋底中心距調整:
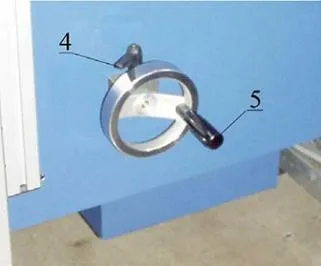
松開閥口條裝置前的夾緊環(1)。
轉動手輪(3),然后使用刻度(4)移動機器的整個傳動側。

金屬臺板防止筒截面下垂,確保輸送到機器中時無故障。根據袋底中心距選擇最大可能的金屬臺板,然后將它裝在支撐條(5)上。
臺板寬度100 mm;臺板寬度200 mm;最小閥口袋樣式-無臺板。

19. 底寬調節:
19.1 橫切切斷機:
可移動橫切切斷機來修改底寬。擰下橫切切斷機側面的螺釘(1)。根據擬定底寬在刻度(3)上用手輪(2)調節袋子相對橫向進料機(間歇進料區)的位置。重新擰緊螺釘(1)。

切換到較窄的底寬時,將導向板(4)向下傾斜彌合間隙。
19.2 用于彌合間隙的導向板:
夾在圓棒上的角形導向板確保將筒截面從橫切切斷機無故障地運至機器中。
根據橫切切斷機(5)的位置(取決于底寬),上下傾斜1-3 導向板(4),用螺釘(6)將其夾緊。

為避免損壞導向板(4),再次向下傾斜導向板(4),然后將橫切切斷機(5)調到較窄的底寬。

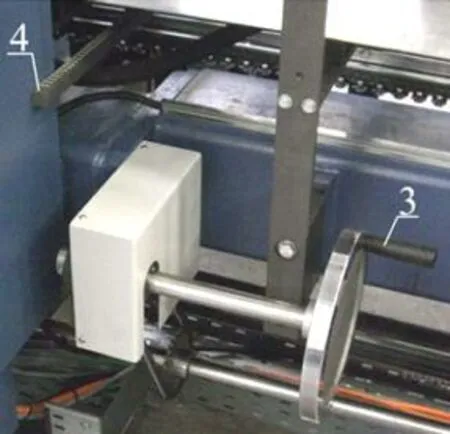
19.3 開底站:
將一段編織布送入開底站。
按照打開滑動板表中的規定將滑動板(4)精確裝在編織布截面中間。
將電磁閥(5)放在位置“1”使滑動板(4)移入。操作開關“Press. sect.”(43),降低沖壓片(2)和(6)。松開夾緊桿(1)。根據底寬調節沖壓片。將印刷沖壓片(2)和(6)調節到距滑動板(4)3-5 mm。為此,可使用刻度(3)。
例如:如果底寬14 cm,將刻度值(參考值)設為14。
重新擰緊夾緊桿(1)。
將電磁閥(5)放在位置“0”使滑動板(4)移出。根據袋子規格用膠帶蓋住真空吸氣臺(7)。

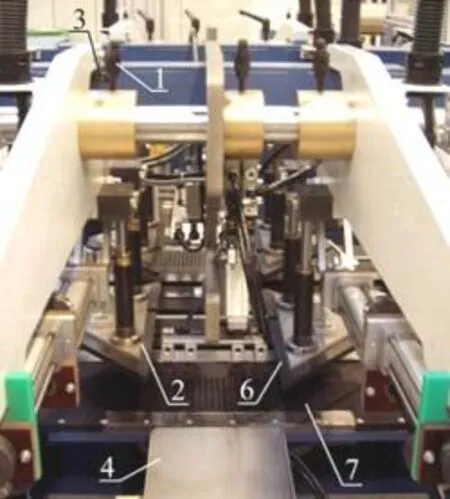
19.3.1 調節吸袋桿:
用夾緊桿(10)使吸袋桿(11)位于印刷裝置沖壓片(2)與(6)之間的位置。
重新擰緊夾緊桿(10)。
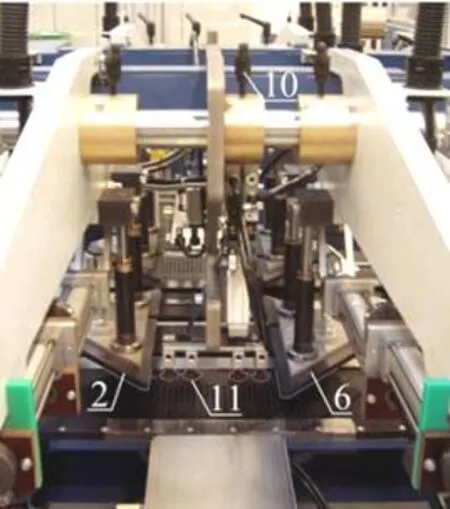
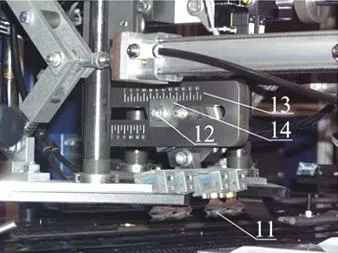
擰下螺釘(12)后,借助刻度(13)和刻度尺(14)根據底寬調節吸袋桿。
用螺釘(12)固定調節后的位置。
使用尺寸小于160 mm 的滑動板時,須給吸桿裝兩個吸杯!
19.3.2 調節壓緊桿
松開螺釘(15)。使壓緊桿(16)位置盡可能靠近沖壓片(2)。重新擰緊螺釘(15)。

19.4 熱風焊接設備:
擰下螺釘(1),根據底寬裝入合適的插件(2)中。重新固定螺釘(1)
打開暖風機。達到工作溫度后,利用電磁閥將旋轉滑閥置于焊接位置。
松開螺母(4)后,將位于保護罩下方側面的風量調節器(3)設定在20-25 mbar。壓力顯示在壓力指示器(5)上。然后重新擰緊螺母(4)。

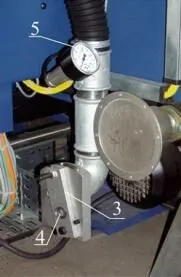
利用電磁閥將旋轉滑閥放回其初始位置。
19.5 折底站:
檢查基本調節情況。
折疊帶(4)之間的內部距離(B)在整個長度須與袋底擬定尺寸一致。調節時,松開手動旋鈕(18)松開螺釘(19)和(20)。然后轉動手動旋鈕(17)調節折底站。

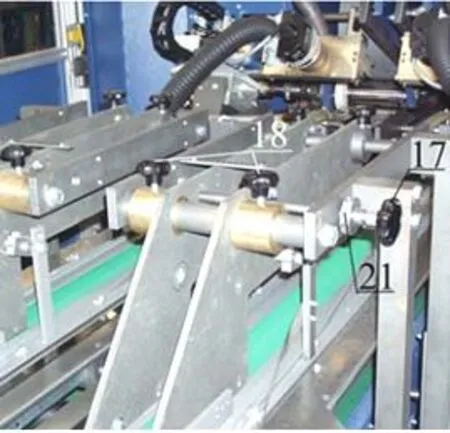
重新擰緊手動旋鈕(18)和螺釘(19)、(20)。
根據底寬(2 種規格)裝配金屬導向板(10)。
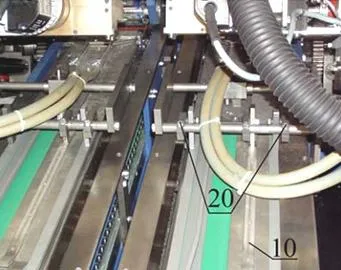
20. 袋寬修改:
20.1 浮動工具:
20.1.1 拆移動工具:


擰下指旋螺釘(1)。旋出上部導輥(2)。切開上部導輥(2)區域的編織布筒(3),取出浮動工具(4)。裝上合適的套筒(5),然后轉動,根據筒寬調節浮動工具(4)。如果需要,還須裝配延長件(6)。
輪子外緣=筒寬。
20.1.2 裝配工具:
將工具(4)插入編織布筒。用膠帶封閉編織布筒。重新旋入上部導輥(2),用指旋螺釘(1)將其固定。

21. 閥口條:
21.1 修改閥口條長度:
在目視顯示屏上輸入閥口條長度。打開安全門。


松開上部齒輪(1)上的螺釘(2),借助刻度(3)調節閥口條長度。重新擰緊螺釘(2)。在吸氣/冷卻缸(7)上,用無頭螺釘M5X5 封閉閥口條前緣前方的兩根吸條和閥口條后緣后方的兩根吸條。
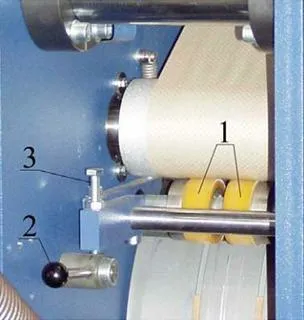
21.2 修改閥口條寬度:
如果換料,可利用杠桿(2)旋出壓力輪(1)。側移壓力輪(1),根據相關閥口條寬度進行定位。

在吸氣/冷卻缸(7)上,用無頭螺釘M5X5封閉閥口條外緣的橫向吸條(1)。

21.3 閥口條定位:
21.3.1 搭接位置:
松開夾緊桿(8),移動旋鈕(4),將掃描頭定位在布邊。如果需要,可在生產期間校正位置。

21.3.2 縱向定位:
在生產期間,松開夾緊桿(4)后可利用手輪(5)調節或校正閥口距閥口袋前緣位置。重新固定夾緊桿(4)。轉一圈手輪(5)位移7 mm。

21.3.3 調節橫向沖孔裝置:
松開螺釘(4)。根據閥口長度定位沖孔裝置(8)。重新固定螺釘(4)。
21.3.4 調節縱向沖孔裝置:
用手輪(5)調節套準調節輥。位置顯示在讀數器(7)上。順時針轉動手輪(5)時,距橫切切斷機距離減小,孔靠近袋底中心距-套準調節輥(7)上移。逆時針轉動手輪(5)時,距橫切切斷機距離增大,孔離開袋底中心距-套準調節輥(7)下移。

21.3.5 壓力輥:
按下“Jog”按鈕(47)傳送一段閥口袋,直到它幾乎達到壓力輥為止。
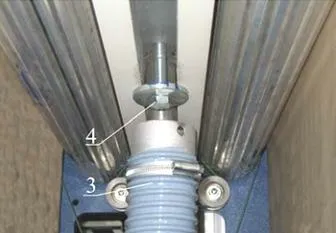
松開壓力輥的夾緊環(10)。

21.3.6 貼在前端的閥口條-壓印輥表面斜邊:
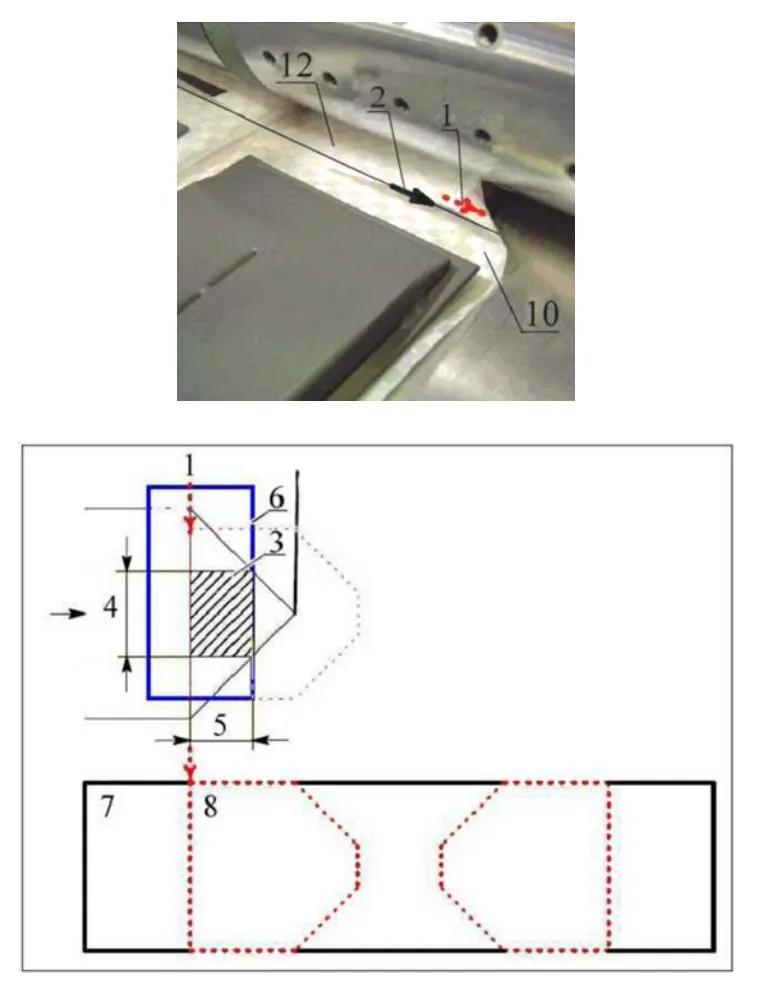
這種型式防止上折邊(12)粘在袋體(10)上。按下“Jog”按鈕(47)向前運送閥口袋,直到它達到圖示位置為止。
用螺釘(11)順時針旋轉壓力輥,直到壓印面(1)斜邊碰到筒截面(2)為止。重新擰緊夾緊環(10)。
檢查下列筒截面的調節情況,根據需要反復調節。
焊接區(3)與噴嘴寬度(4)及焊接時間(5)對應。
噴嘴寬度=底寬。


1.壓印輥表面斜邊;2.折疊筒截面斜邊;3.焊接區;4.噴嘴寬度;5.焊接時間;6.閥口條;7.壓力輥表面展開圖;8.壓印輥表面。
21.3.7 貼在前端閥口條-壓印輥表面后邊緣:
這種型式防止上折邊(12)粘在袋體(10)上。按下“Jog”按鈕(47)向前運送閥口袋,直到它達到圖示位置為止。
用螺釘(11)順時針旋轉壓力輥,直到壓印面(1)后邊緣碰到三角袋后邊緣(2)為止。重新擰緊夾緊環(10)。
檢查下列筒截面的調節情況,根據需要反復調節。
焊接區(3)與噴嘴寬度(4)及焊接時間(5)對應。
1.壓印輥表面后邊緣;2.三角袋后邊緣;3.焊接區;4.噴嘴寬度;5.焊接時間;6.閥口條;7.壓力輥表面展開圖;8.壓印輥表面。
21.3.8 貼在后端閥口條-壓印輥表面后邊緣:
按下“Jog”按鈕(47)向前運送閥口袋,直到它達到圖示位置為止。
用螺釘(11)順時針旋轉壓力輥,直到壓印面(1)后邊緣碰到三角袋后邊緣(2)為止。重新擰緊夾緊環(10)。檢查下列筒截面的調節情況,根據需要反復調節。焊接區(3)與噴嘴寬度(4)及焊接時間(5)對應。

1.壓印輥表面后邊緣;2.三角袋后邊緣;3.焊接區;4.噴嘴寬度;5.焊接時間;6.閥口條;7.壓力輥表面展開圖;8.壓印輥表面。
22. 蓋貼片-傳動側和操作員側:
22.1 修改蓋貼片長度:
在目視顯示屏上輸入蓋貼片長度。打開安全門。松開上部齒輪(6)的螺釘(2),借助刻度(3)調節貼片長度。重新擰緊螺釘(2)。

在封閉吸氣/冷卻缸(7)上,用無頭螺釘M5X5封閉閥口條前緣前方的兩根吸條和閥口條后緣后方的兩根吸條。

22.2 修改閥口條寬度:
如果換料,可利用杠桿(2)旋出壓力輪(1)。
側移壓力輪(1),根據相關蓋貼片寬度進行定位。
在吸氣/冷卻缸(7)上,用無頭螺釘M5X5封閉貼片外緣的橫向吸條(1)。

22.3 相對袋底定位閥口條:
22.3.1 橫向位置:
松開夾緊桿(3),根據旋鈕(5)的刻度調節旋鈕(5)。用夾緊桿(3)固定調節后的位置。刻度上指示的值與貼片寬度一致。

22.3.2 縱向位置:
松開齒輪(7)的螺釘(8),借助刻度(9)調節貼片與閥口袋前緣之間的距離。重新擰緊螺釘(8)。

生產期間,松開夾緊桿(4)后,可用手輪(5)調節貼片與閥口袋前緣之間的距離。重新擰緊夾緊桿(4)。
22.3.3 壓力輥:
壓力輥配有槽口,防止閥口在焊接蓋貼片期間堵塞。
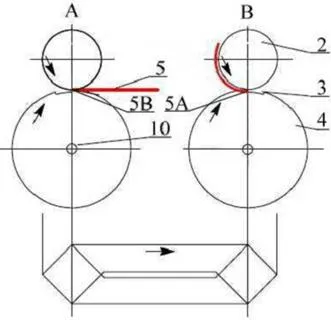
1)操作員側的調節:
調節壓力輥(4)與蓋貼片邊緣的相對位置。為此,要考慮閥口條在閥口袋上的位置-閥口條是在前端(A)還是閥口條在后端(B)!。
按下按鈕“Patch adjust”(64)。按下“Jog”按鈕(62)在吸氣/冷卻缸上移動閥口條。用兩手操作微動,直到閥口條前緣(5A)(閥口插在前端)或閥口條后緣(5B)(閥口插在后端)位于吸氣/冷卻缸(2)正下方為止。松開壓力輥的夾緊環(11)。用螺釘(10)順時針轉動壓力輥,直到壓力輥槽口(3)位置正確為止。重新擰緊夾緊環(11)。

2)傳動側調節:
如果壓力缸具有連續的圓柱形狀,則無需調節傳動側壓力輥。
23. 用預折疊帶35 減小袋底中心距:
將袋底中心距減小至最大為350 mm。
23.1 開底站:
將預折疊帶35(5)裝在支座(6)上。將支座(4)裝在開底站后面。

23.2 傳送:
用螺釘(1)將金屬預熱板(2)和金屬導向板(3)裝在內螺紋上(向內20 mm[A])