真法蘭模塊化輪胎式集裝箱起重機龍門架制造關鍵技術
2021-02-28 08:21:14
起重運輸機械 2021年2期
上海振華重工(集團)股份有限公司南通分公司 南通 226017
0 引言
模塊化輪胎式集裝箱起重機(以下簡稱輪胎吊)龍門架采用法蘭板連接形式,與傳統輪胎吊相比,增加了法蘭板的裝配、焊接及法蘭板平面機加工和法蘭板上螺栓孔配鉆。大梁、支腿、鞍梁上的法蘭板與各自結構件單獨制作、焊接,取消了鞍梁與支腿的預拼。
龍門架真法蘭的優點有:1)模塊化、標準化、自動化程度高,是未來輪胎吊發展的新趨勢;2)取消支腿鞍梁預拼工藝后可節約人工費,特別是減少對場地的占用,提高了對生產場地的利用率;3)預焊程度高,構件單獨制作、油漆,拼裝及總裝后不動火,進一步提高了產品質量;4)輪胎吊可散裝發運,相比整機運輸可節省部分運輸費用;5)后續生產工藝成熟后可實現構件的互換性要求,為標準輪胎吊的先制作后銷售打下基礎,極大提高市場競爭力。
1 鋼結構件制作通用要求
主梁、支腿和鞍梁均為箱體結構,內置隔板。箱體結構熔透焊縫較多,在鋼結構制造和下料過程中應盡量減少拼接點,保證鋼結構的完整性,減少焊接應力變形。在裝配前要對鋼板的平整度、直線度和對角線進行檢查并校正,確保符合要求。制作時嚴格按照工藝流程進行裝配焊接,主要控制箱體面板傾斜度、腹板垂直度和法蘭板處腹板開檔,確保構件的制作尺寸和法蘭板安裝精度。
為保障模塊單元的互換性和龍門架拼接的精確性,箱體制作完成后需要對拱度、直線度、旁彎等數據進行檢測與校正,保證主梁和支腿整體扭曲控制在5 mm以內,法蘭板平整度≤2 mm/m,主梁跨距偏差在3 mm以內,鞍梁整體扭曲控制在5 mm以內,法蘭板平整度≤3 mm/m。龍門架制作精度要求較高,制作時要重點注意箱體的扭曲控制、焊接變形控制、法蘭板垂直度控制和螺栓孔定位尺寸控制等。
2 鋼結構制造關鍵技術
輪胎吊龍門架采用上下法蘭板連接的形式,各模塊之間由高強度螺栓連接,在制作時先進行箱體制作,然后進行箱體劃線,法蘭板裝配時以箱體劃出中心線為基準進行定位,最后對法蘭板進行銑面鉆孔。輪胎吊箱體(主梁為例)制作流程如圖1所示。
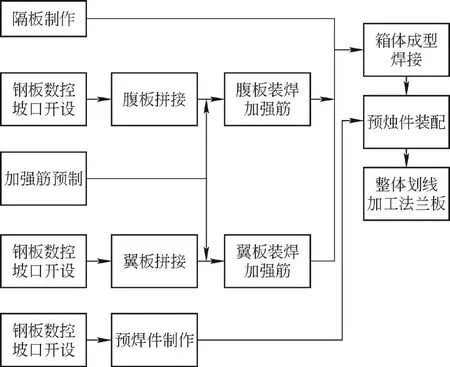
圖1 輪胎吊箱體(主梁為例)制作流程圖
2.1 板單元余量放樣技術
主梁和支腿均為箱體結構,截面因有隔板支撐,故面腹板的寬度方向不放置焊接收縮余量,長度方向收縮余量放置1.2‰。由于采購的鋼板長度無法滿足翼腹板長度要求,需要進行對接處理,對接縫需放置焊接收縮余量。除考慮鋼板的焊接收縮余量外,主梁腹板兩端放置50 mm余量,主梁上面板因設計焊縫較多,需放置100 mm余量,下面板焊縫較少,需放置30 mm余量。支腿的面腹板僅在主梁端放置50 mm余量,便于箱體焊接完成后劃線修割控制支腿長度。
鞍梁面腹板長度方向余量視鞍梁長度而定,因需要與大車耳板進行對接,焊接收縮量大,高度方向放置10 mm余量,待腹板單元制作完成后修割保證腹板外形尺寸。油箱鞍梁的底板由多個厚度不同的鋼板對接而成,對接縫較多,需增大焊接收縮余量的放置。
板單元焊接余量的合理放置能較大限度地降低焊接變形,提高勞動效率,減少返工的情況出現,有效保證箱體成形質量,提高制造精度。
2.2 來料檢查
對于箱體結構,板單元下料精度是產品質量的關鍵因素,需對來料外形尺寸、平整度、斷面質量、表面局部缺口、毛刺等進行檢查,并做好工藝檢查記錄,檢驗合格后,方可使用。
1)隔板的外形尺寸偏差是影響箱體扭曲的主要原因,隔板切割或拼接后需對隔板的外形尺寸(長、寬、對角線)進行檢查。
2)為保證法蘭板安裝精度和法蘭板垂直度,法蘭板下料需放置余量。由于法蘭板厚度平均在45mm左右,數控切割精度無法保證,故數控完成后需加工其外形尺寸,保證法蘭板長、寬和對角線誤差,并檢驗整塊法蘭板的平整度。
2.3 板單元制作
1)在主梁制作時,面腹板按照拼板工藝進行對接,對接前后均需檢查直線度,拼板后劃出跨距中心線,以跨距中心線為基準向兩端分別劃出隔板裝配線。軌道應提前焊接到面板上,然后進行箱體成形制作,軌道對接前后應確保軌道扭曲、直線度符合要求。在軌道與上面板裝配時,先劃出軌道裝配線,軌道按照裝配線進行定位焊接。
2)支腿面腹板在鞍梁端不放置余量,僅放置在主梁端,對接前后均需檢查直線度,對接完成后按圖紙尺寸劃出隔板和加強筋的裝配線,在面板上劃出腹板裝配線。
3)鞍梁法蘭板與上面板拼板焊接后,需保證兩法蘭板中心的直線度控制在±1 mm范圍內,再劃出隔板和腹板的裝配線、中心線。兩法蘭板中心直線度要求如圖2所示。
2.4 箱體制作
1)主梁制作技術
主梁三面成形時,隔板和腹板需按照主梁面板上的隔板裝配線、腹板裝配線、面板中心線和腹板中心線來定位裝配,隔板和腹板定位前需控制垂直度。隔板和腹板垂直度檢查見圖3。
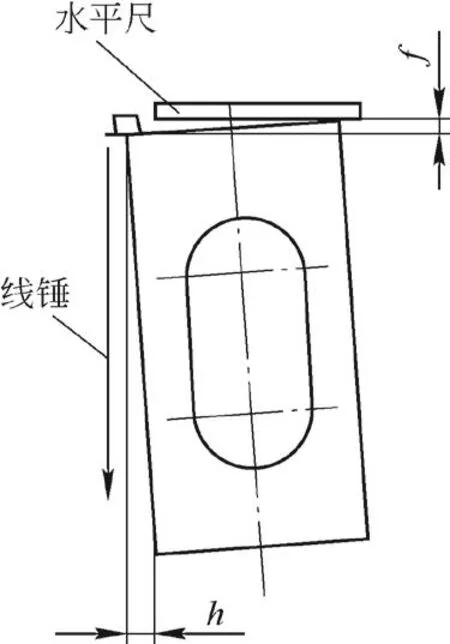
圖3 隔板和腹板垂直度檢查
箱體四面成形并翻身后,先完成兩對筋隔板之間箱體聯系焊縫的焊接,再將主梁頂水平,檢查對筋隔板位置的面板傾斜度和腹板垂直度,如有超差則需要將對筋隔板進行重新調整。以跨距中心線為基準將對筋隔板的下端調整到圖紙尺寸L,完成對筋隔板和腹板的焊接。最后以對筋隔板為基準,修割主梁兩端的余量,定位焊接主梁封頭板,并嚴格控制尺寸W。對筋隔板和封頭板尺寸控制見圖4。
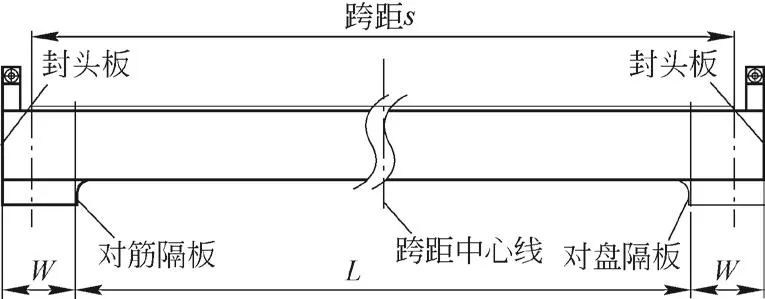
圖4 對筋隔板和封頭板尺寸控制
主梁完成平臺牛腿等預焊后,進行拱度、直線度、旁彎等的校火工作,控制主梁扭曲程度后對主梁進行一次劃線:以軌道中心為基準,劃出主梁的水平、垂直十字中心線,分別把中心線標記在封頭板、底板和腹板上。跨距線以對筋隔板和封頭板的實際距離進行劃線,劃線前檢查L與圖紙的尺寸誤差。
以劃出的十字中心線為檢驗標準,檢查主梁下端口的內外側腹板開檔尺寸B1和B2,若尺寸不合格的,必須調整尺寸滿足要求后,方可完成下端口各相關焊縫的焊接。主梁下端口外形尺寸示意圖見圖5。
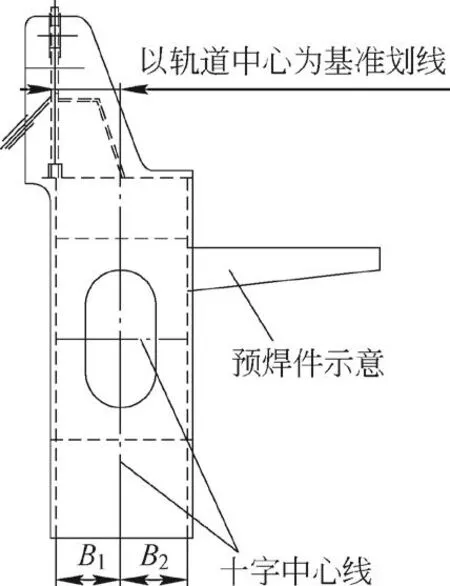
圖5 主梁下端口外形尺寸示意圖
法蘭板在定位前,需以法蘭板中心為基準,在法蘭板上劃出接口自由邊裝配線,再以法蘭板中心和主梁中心為基準,定位安裝法蘭板。檢查兩塊法蘭板中心線的直線度偏差和法蘭板橫向水平偏差,同時檢查接口是否與裝配參考線重合。兩法蘭板偏差檢查示意圖見圖6。
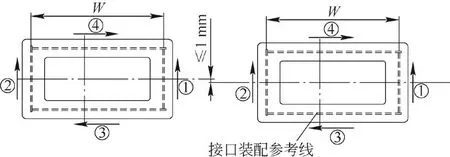
圖6 兩法蘭板偏差檢查示意圖
主梁下端口與法蘭板的焊接需按焊接順序進行,并利用工裝控制焊接角變形。法蘭板焊接變形控制工裝見圖7。主梁下端口與法蘭板的焊接完成后,復查主梁各關鍵尺寸,并對主梁進行二次劃線,分別劃出法蘭板加工檢驗線和余量線。利用主梁模塊加工設備加工法蘭板余量和螺栓孔。主梁模塊法蘭板加工見圖8。

圖7 法蘭板焊接變形控制工裝

圖8 主梁模塊法蘭板加工
2)支腿制作技術
在支腿制作時,先完成箱體成形制作,再進行法蘭板的裝配焊接。支腿兩端第一塊隔板往外的箱體焊縫暫不焊接,僅點焊固定,便于箱體面腹板與法蘭板裝配焊接。
將支腿調整至水平狀態,檢查兩端口隔板位置的面腹板垂直度和水平度,要求控制在3 mm以內,若超差則需進行火工校正調整。尺寸滿足要求后,對支腿箱體進行劃線,劃出箱體4個面的中心線、箱體兩端的余量修割線和檢驗線。支腿箱體劃線如圖9所示,根據劃出的中心線檢查箱體開口實際尺寸與劃線尺寸的偏差,若偏差較大則將箱體點焊的部分拆開,調整箱體端口尺寸符合要求。最后以檢驗線為基準,修割主梁端的余量,并修割出焊接坡口。
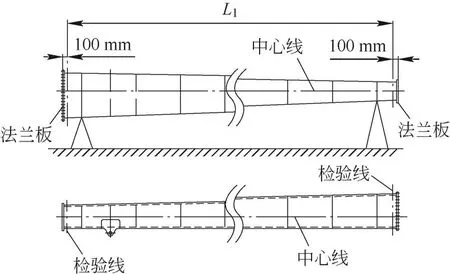
圖9 支腿箱體劃線
法蘭板在定位前,應以法蘭板中心為基準,劃出支腿接口在法蘭板上的外形裝配線,作為裝配參考線。在法蘭板定位時,以法蘭板中心對位調整與箱體中心重合,并調整支腿箱體接口面腹板與法蘭板上裝配參考線重合。法蘭板裝配及箱體接口尺寸控制見圖10。
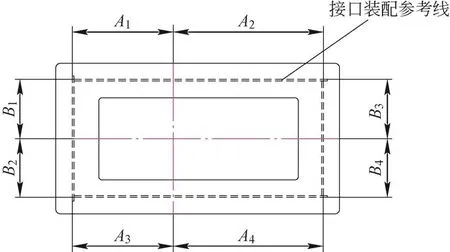
圖10 法蘭板裝配及箱體接口尺寸控制
法蘭板定位安裝完成后,應檢查法蘭板和腹板的垂直度,以確保兩端法蘭板的平行。法蘭板和腹板垂直度檢查見圖11。利用工裝將法蘭板固定牢固,完成與法蘭板相關焊縫的焊接,從而控制箱體接口與法蘭板的焊接變形。工裝控制焊接變形見圖12。
圖11 法蘭板和腹板垂直度檢查

圖12 工裝控制焊接變形
在支腿制作完成后,復查支腿各尺寸并對其進行二次劃線,分別劃出法蘭板加工檢驗線和余量線。利用支腿模塊加工設備加工同時加工兩端法蘭板余量和螺栓孔。支腿模塊法蘭板加工見圖13。

圖13 支腿模塊法蘭板加工
3)鞍梁制作技術
鞍梁腹板拼板完成后,檢查直線度,并進行寬度方向的余量修割,劃出板單元上的中心線、隔板裝配線、縱向筋裝配線等。鞍梁應在校準過水平的胎架上進行制作,先完成對筋隔板之間的箱體焊接,再完成腹板與面板的焊接,其面板上法蘭板與腹板焊接時,需裝夾厚板控制法蘭板焊接變形。以鞍梁垂直中心線為基準,定位與支腿對筋的四檔隔板并完成焊接。對筋隔板尺寸控制見圖14。為便于后續檢查,可將對筋隔板的裝配線引到腹板外側面。
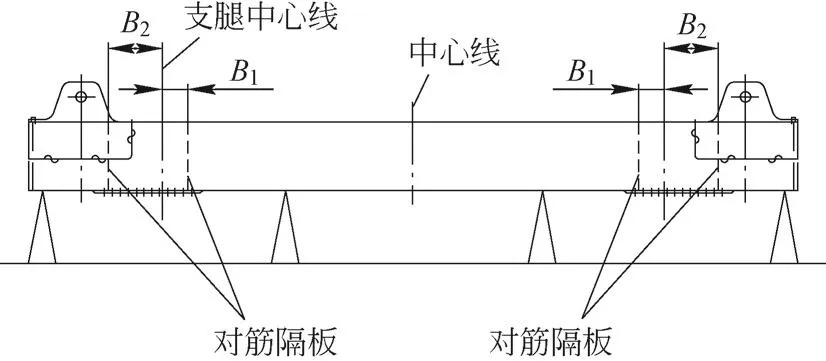
圖14 對筋隔板尺寸控制
鞍梁四面裝配完成后翻身并放置在胎架上,在箱體對筋隔板的位置利用千斤頂調整水平,檢查腹板、耳板垂直度和耳板開檔,滿足尺寸要求后方可進行箱體的焊接。焊接完成后檢查整體扭曲度、法蘭板平整度、兩法蘭板相對位置尺寸,并以對筋隔板開檔為基準,劃出支腿中心線、耳板孔中心線,以水平中心線為基準,劃出法蘭板厚度加工線。注意測量檢查鞍梁的兩塊法蘭板高低差,要求兩塊法蘭板檢查點(8處/件)水平高低差控制在4 mm以內,若超差過大,就會出現法蘭板無余量加工的情況。
3 結語
模塊化輪胎吊龍門架關鍵制造技術已應用于肯尼亞ICD堆場輪胎吊項目,并為該輪胎吊的散件發運和現場模塊化總裝提供了便利。輪胎吊模塊化制造和總裝有效減少施工現場焊接及涂裝油漆修補作業,縮短了現場總裝周期,實現降本增效。
