大落差高強(qiáng)地板縱梁起皺問題解決方案
2021-02-28 10:25:04劉維同
模具制造 2021年1期
關(guān)鍵詞:優(yōu)化
劉維同,李 偉
(浙江吉利新能源商用車集團(tuán)有限公司,浙江杭州 310022)
1 引言
隨著國家對(duì)汽車安全要求的不斷升級(jí),輕卡車型的安全要求也在不斷提高,在輕卡駕駛室中,對(duì)安全起重要作用的零件的屈服強(qiáng)度不斷提高。其中,駕駛室地板縱梁材料由普通冷軋板提升到了高強(qiáng)度鋼板。本文以我公司某款輕卡車型地板縱梁(材質(zhì):B340/590DP,t=2.0)為例,通過制件設(shè)計(jì)和工藝設(shè)計(jì)優(yōu)化的方式,結(jié)合Autoform分析,在制件設(shè)計(jì)階段將起皺問題解決。
2 駕駛室地板縱梁介紹
輕卡駕駛室的地板縱梁是與地板搭接的零件,其對(duì)駕駛室起到支撐、翻轉(zhuǎn)的作用,對(duì)整個(gè)駕駛室的剛性和抗扭轉(zhuǎn)起到?jīng)Q定性作用,駕駛室縱梁的強(qiáng)度、剛性,則顯得尤為重要。
輕卡的發(fā)動(dòng)機(jī)是放置在駕駛室的地板下部的,導(dǎo)致駕駛室的地板高差變化大,而駕駛室的縱梁在Z向的落差、變化也非常大。我公司此款輕卡車型的地板縱梁高度差達(dá)到277.5mm,如圖1所示。

圖1 地板縱梁制件圖
3 地板縱梁主要起皺點(diǎn)及其分析
如圖2所示,地板縱梁的主要起皺部位在制件形狀落差的底部,雖制件已在此處加筋,但其吸皺效果不明顯,在拉伸到底前10mm,已形成疊料,為不可接受缺陷。

圖2 地板縱梁起皺示意圖
通過Autoform對(duì)其成形過程進(jìn)行分析,發(fā)現(xiàn)從上模與壓邊圈閉合開始到上部形狀成形到位,如圖3所示,各階段成形材料流向示意,起皺部位上部的斜面材料一致在向起皺部位流動(dòng),大量的材料流動(dòng)到底部后積聚,最終形成了制件的疊料、起皺。

圖3 各階段成形材料流向示意
經(jīng)以上分析可確定,有效控制斜面材料向底部的流動(dòng),并對(duì)無法避免的積聚的材料利用造型吸取,從而達(dá)到消除疊料、起皺的目的。利用造型吸皺需要制件進(jìn)行優(yōu)化,控制斜面的材料流動(dòng)主要通過工藝手段達(dá)到。以下重點(diǎn)對(duì)制件的優(yōu)化和工藝的優(yōu)化進(jìn)行說明。
4 制件優(yōu)化
結(jié)合Autoform分析結(jié)果,對(duì)起皺部位的吸皺做了4版方案的優(yōu)化,如圖4、圖5、圖6、圖7所示。圖4所示為初始狀態(tài),其吸皺筋沿縱梁型面均勻增加,其吸皺效果差,疊料明顯。圖5所示為吸皺部位更改為中部高,兩端吸皺筋較低平,并加突起筋的樣式,此造型較初始狀態(tài)(見圖4)吸皺效果有改善,但在突起筋和造型尾部部位仍存在起皺聚料、面不平的問題,需繼續(xù)優(yōu)化。

圖4 制件初始設(shè)計(jì)

圖5 制件優(yōu)化設(shè)計(jì)Ⅰ
圖6所示方案較圖5所示方案對(duì)突起筋和造型尾部部位進(jìn)行優(yōu)化,突起筋部位進(jìn)行過渡圓順處理,造型尾部抬高,分析后,造型尾部問題解決,突起筋部位仍存在積料問題。圖7所示方案是針對(duì)此問題進(jìn)一步優(yōu)化了突起筋造型,使突起筋高度降低,過渡更加圓順。同時(shí),整體吸皺筋的造型向上延伸以進(jìn)一步減少材料向下流動(dòng)的量,此造型使起皺問題解決。
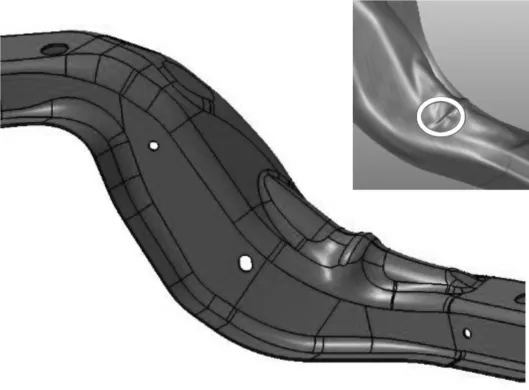
圖6 制件優(yōu)化設(shè)計(jì)Ⅱ

圖7 制件最終設(shè)計(jì)
5 工藝優(yōu)化
5.1 沖壓方向優(yōu)化
地板縱梁的沖壓方向選擇,嘗試了與圖8上的Z向0°、7°、10°、15°等4個(gè)方案:

圖8 工藝分析示意圖
(1)0°方案在拉伸成形過程中,材料沿流動(dòng)方向A流動(dòng),并在造型底部積聚,形成疊料,無法消除,此方案不可接受。
(2)7°方案在拉伸成形過程中,材料主要沿流動(dòng)方向A方向流動(dòng),流動(dòng)方向B方向材料流動(dòng)較少,材料在底部的積聚與0°方案相比已有明顯改善,只有少許起皺,已無明顯疊料,此方案非最優(yōu)方案。
(3)10°方案在拉伸成形過程中,材料沿流動(dòng)方向A方向流動(dòng),同時(shí)流動(dòng)方向B方向也有材料流動(dòng),兩個(gè)方向都已較少,起皺、疊料均已得到較好解決,此方案為最優(yōu)方案。
(4)15°方案在拉伸成形過程中,材料沿流動(dòng)方向A、流動(dòng)方向B兩個(gè)方向同時(shí)向底部造型處流動(dòng),流動(dòng)量可控,未形成疊料、起皺,但其左右造型高低差過大,影響模具整體高度,非最優(yōu)方案。
5.2 壓料面優(yōu)化
此地板縱梁的材料為B340/590DP,屈服強(qiáng)度和抗拉強(qiáng)度高,制件成形后易產(chǎn)生回彈,為減少成形后的回彈,通常選擇在拉伸時(shí)將制件一次性拉伸到位,避免后序的翻整導(dǎo)致制件回彈過大,對(duì)于部分不通過翻整無法實(shí)現(xiàn)的制件,一般選擇局部翻整。
如圖9所示,左側(cè)部位(左側(cè)框處)頭部翻邊,其余部位拉伸到位,工藝不存在變化。主要的變化點(diǎn)在右側(cè)部位(右側(cè)框處),此處進(jìn)行了3種方案的嘗試,如圖10、圖11(軟模效果見圖12)和圖13所示。

圖9 零件工藝分塊
圖10方案:縱梁所有法蘭、R角全部拉伸到位,沿法蘭面外延后,向下再做法蘭形成壓料面,分模線在制件外部,如圖片標(biāo)識(shí)部位。為控制板料的流動(dòng),在縱梁斜面部位,法蘭外延后做了一個(gè)反凹,反凹可起到一定的控料作用。
此方案由于成形高度高,導(dǎo)致制件底部R角存在開裂。同時(shí),由于壓料面過于靠外,在分模線與制件立面間材料過多,使成形起皺未得到有效解決。
圖11方案:縱梁法蘭面直接外延形成壓料面,分模線在制件立面與法蘭的交線部位,一側(cè)做調(diào)整——R角加大,法蘭面上抬。在縱梁斜面部位做反凹控制材料流動(dòng),反凹在壓料面上,對(duì)材料的流動(dòng)控制更佳。

圖10 壓料面方案Ⅰ

圖11 壓料面方案Ⅱ
此方案即降低了拉伸深度,同時(shí)內(nèi)移了分模線,制件起皺得到了極大的改善,但局部仍存在起皺現(xiàn)象。
軟模試制時(shí),制件按圖7方案,工藝按圖11方案,得到的制件如圖12在局部仍存在起皺現(xiàn)象。根據(jù)情況對(duì)制件和工藝同時(shí)優(yōu)化,以在正式模具上開展開發(fā)。

圖12 軟模件效果圖
圖13方案:縱梁立壁拉伸出約60%,剩余立壁和法蘭翻整到位。此方案拉伸深度淺,壓料面平緩,斜面部位的材料向下流動(dòng)時(shí)機(jī)更短,向下流動(dòng)的量也就更少,此方案使起皺問題得到解決。

圖13 最終壓料面方案Ⅲ
6 總結(jié)
此款地板縱梁強(qiáng)度明顯高于市場上現(xiàn)有輕卡制件使用的縱梁,其制件設(shè)計(jì)和工藝設(shè)計(jì)需有較大幅度的優(yōu)化,才能解決存在的起皺問題。通過對(duì)地板縱梁制件設(shè)計(jì)方案和工藝方案的不斷優(yōu)化,結(jié)合Autoform分析,在制件達(dá)到V2數(shù)據(jù)階段將起皺問題解決,支持了項(xiàng)目的正常推進(jìn)和零部件正式模具的開發(fā)。經(jīng)過對(duì)制件、工藝多種方案的嘗試,有效地確定了高落差縱梁起皺問題的解決方案,制件設(shè)計(jì)、模具工藝設(shè)計(jì)思路可有效推廣到其它類似制件上。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
