基于超薄壁汽車門飾板成型缺陷的注射關鍵技術研究
2021-02-26 11:32:44徐以國王偉國向良明
模具工業 2021年1期
徐以國,王偉國,向良明
(泛亞汽車技術中心有限公司,上海 201201)
0 引 言
近年來,汽車工業發展迅猛,但隨之而來的能源短缺與環境污染問題制約了汽車工業的進一步發展[1-3]。汽車的油耗以及排放與汽車的質量密切相關,根據相關研究,汽車質量每下降10%,汽車油耗減少6%~8%,同時相應的尾氣排放降低約4%[4,5],汽車輕量化已經成為各大主機廠的發展方向之一。與常規塑件相比,薄壁塑件具有尺寸小、質量輕、易于裝配等優點,對汽車輕量化具有重要的意義。然而,塑件壁厚較薄時,會導致成型流動阻力較大、熔體無法充滿型腔、成型壓力大、塑件飛邊嚴重、翹曲變形等缺陷[6-8]。由于薄壁填充的難度遠大于普通注射,常規的工藝無法滿足薄壁成型的要求,這對薄壁塑件的成型工藝與模具設計提出了更高的要求。
針對薄壁與超薄壁塑件成型過程中出現的缺陷以及成型工藝等問題,國內外眾多學者與專家進行了研究。蔡厚道等[9]采用有限元模擬的方法,研究了液晶顯示器LCD 薄壁外殼的成型缺陷與工藝優化,提高了成型質量并降低了生產成本。孟兵等[10]采用有限元方法對汽車前風窗導流板翹曲變形進行分析,認為翹曲變形的原因是“角落效應”。丁永峰等[11]采用正交試驗法,利用有限元軟件模擬了不同工藝參數對手機后蓋薄壁塑件翹曲變形的影響。S AIBA等[12]通過試驗與模擬等方式對塑件成型工藝參數進行了多目標優化,使塑件翹曲、成型時間及夾緊力最小。K C BIRAT 等[13]應用田口方法,對注射成型工藝參數進行了優化,滿足了汽車塑件的生產要求。II K Y 等[14]通過數值模擬與試驗研究了薄壁塑件的注射成型工藝,并對其殘余應力和翹曲變形進行了分析。上述研究從不同方面對薄壁塑件的注射工藝進行了研究,但對超薄壁、壁厚均勻性差的大型塑件的成型工藝及塑件與模具結構優化的研究較少,研究主要以有限元模擬為主。現以超薄壁汽車門飾板為研究對象,結合試制中出現的各種缺陷,通過有限元模擬與試驗相結合的方法,對塑件結構、成型工藝與模具結構進行了優化,改進了塑件及模具的結構,經過最終試制驗證,所生產的塑件尺寸穩定性好,滿足實際生產要求。
1 塑件分析
圖1 所示為某汽車門板塑件,外形尺寸為931.04 mm×682.8 mm×116.33 mm,體積為1 184.3 cm3。該塑件最初壁厚為2.5 mm,經過結構優化后,門飾板主體壁厚減小至1.8 mm,由于局部區域要受到氣囊點爆時的沖擊,要進行局部加厚的過渡處理。如圖2 所示,塑件地圖袋區域的壁厚約3 mm,向外均勻過渡至1.8 mm;上裝區域的壁厚為2.5 mm,向下均勻過渡至1.8 mm。該塑件尺寸較大,長徑比(流徑長度與厚度之比)近似為500∶1,遠大于普通薄壁塑件100∶1 的標準[15],屬于超薄壁塑件,成型模具采用1模1腔的布局方式。

圖1 汽車門板塑件

圖2 門飾板厚度分析
塑件壁厚較薄時,會導致成型流動阻力較大,熔體無法充滿型腔。常規的工藝與材料無法滿足薄壁成型的要求,該薄壁門板成型對材料的熔體流動速率要求較高。根據門飾板結構、性能及外觀等要求,該門飾板材料選擇高流動、高模量、低結晶速率的改性聚丙烯,改性聚丙烯材料的參數如表1所示。

表1 改性聚丙烯材料參數
2 試模情況與工藝優化
由于塑件尺寸較大,而壁厚較薄、壁厚均勻性較差、注射壓力較大,試模過程中塑件出現了飛邊、推桿印、光澤度差異、翹曲以及縮印等缺陷,無法滿足實際生產要求,如圖3所示。針對上述缺陷,將科學注射法應用到缺陷的分析與解決中,通過試模、有限元模擬等方法對注射工藝、模具與塑件的結構進行了優化,研發了以下5 項生產薄壁塑件的技術。
2.1 針對飛邊缺陷對模具剛度進行提升
飛邊的形成主要與鎖模力、型腔板變形以及型腔壓力有關[16]。由于塑件壁厚較薄、長徑比大,使熔體填充阻力大。當注射壓力較小時,熔體無法充滿型腔,如果強行提升注射壓力,導致模具模板的變形,會使塑件成型過程中形成大量的飛邊,增加了熔體填充難度,如圖3(a)所示。為避免熔體成型過程中產生飛邊缺陷,需要開發滿足薄壁件成型的模具技術,通過提升模具分型面的精度和模具整體的剛度保證在較高壓力下模板不產生變形,確保合模間隙不變,防止飛邊的產生。此外,通過適當增加澆口數量,降低成型過程中的注射壓力,也可以避免飛邊的產生。
為了提升模具剛度,避免模板的變形,確定了以下2 個方案:①將型腔中成型的塑件到模面的距離由傳統的150~180 mm 增加至180~200 mm,以提升型腔板和型芯的剛度,避免受力不均導致合模精度降低,如圖4所示;②增加支撐柱數量以提高支撐力,避免模具在生產過程中因熱變形導致合模間隙變大。在滿足模具結構的情況下,支撐柱和冷卻水道應進行平衡布置,理論上支撐柱越多對模具的剛度提升越有效果。

圖3 薄壁注射主要缺陷
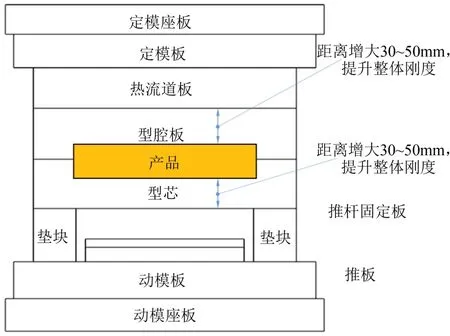
圖4 增加模板尺寸
2.2 針對推桿印缺陷修改頂出方案
推桿印是塑件成型中常見的外觀缺陷。當塑件成型后推出時,推桿推力超過塑件的屈服強度會在塑件上形成推桿印。這種缺陷的產生原因是推力過大、推桿與塑件的接觸面積較小。由于該塑件屬于大型薄壁件,需要的脫模力較大,在推出過程中容易產生推桿印缺陷,如圖3(b)所示。
根據推桿印的形成原理,為了避免其產生,需增大推桿與塑件的接觸面積,降低推桿頭部與塑件接觸處的壓強。通過計算門飾板所需的脫模力,將所有的推桿切換為推塊,并保證推塊尺寸在30 mm×30 mm以上。與φ16 mm的推桿相比,推塊與塑件的接觸面積增加了4.5 倍以上,降低了推出位置的壓強,消除了塑件的推桿印缺陷,如圖5所示。

圖5 推桿改為推塊
2.3 針對溫差線缺陷修改澆注系統
塑件壁厚較薄且不均勻,給成型帶來了較大挑戰。采用常規方案成型時,澆口數量有限,熔體填充距離較長,填充局部有阻滯。結合試制塑件中出現的光澤度差異,通過MoldFlow 模擬分析發現,在熔體注射過程中,前沿部分區域溫度下降達到24 ℃以上,存在明顯的溫度差異,如圖6所示。研究結果表明,塑件的光澤度與溫度密切相關[17],模擬結果中溫差較大的位置均出現了光澤度差異。

圖6 流動前沿溫度分布
為了減小成型過程中塑件各部位的溫差,現將二次調速熱流道技術引入模具中,改善成型塑件光澤度差異。常規針閥澆口為液壓控制,只能進行順序開啟或關閉,而針閥的突然開啟會引起料流瞬時泄壓,導致料流前沿停滯,溫度降低進而形成溫差線,如圖7 所示。圖8 所示為雙速針閥系統的壓力曲線,引入二次調速熱流道技術后可以控制針閥開啟的速度,緩慢開啟,直至料流順暢后開到最大,可以避免壓力突然降低,消除普通閥針引起的外觀缺陷。

圖7 傳統針閥系統壓力曲線
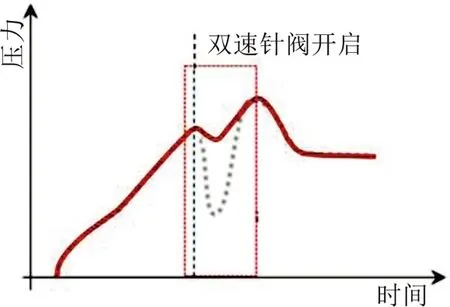
圖8 雙速針閥系統壓力曲線
此外,通過增加澆口數量縮短流動長度,縮小熔體溫差,可進一步改善塑件的光澤度差異。將8點澆口布置改為11點順序針閥澆口,壓力和熔體填充均獲得了改善,優化后料流前沿溫度差<10 ℃。
2.4 針對縮印缺陷對塑件結構進行優化
當塑件壁厚分布不均勻時,厚度不同的部位冷卻速度不同。壁厚較厚位置的收縮程度更大,導致該部位向內收縮而形成縮痕缺陷。門飾板背面結構復雜,存在大量的Boss 柱、筋等結構,而該塑件壁厚較薄,加劇了壁厚不均勻的程度。
Boss 柱結構優化如圖9 所示,針對Boss 柱背面縮痕缺陷,通過在Boss 柱底部設計防縮結構,增加Boss 柱周圍塑件壁厚,同時對壁厚進行均勻過渡處理,可有效消除該缺陷。

圖9 Boss 柱結構優化
常規塑件的筋通常為交叉布置,如圖10 所示。為了避免筋交叉處的壁厚較厚而導致縮痕缺陷,將交叉布置的筋位錯開布置,轉換成單向筋,同時在筋位底部設計防縮結構,有效避免了縮痕的產生。此外,可以根據不同的筋,選擇不同的處理方式:①筋位底部厚度設計為0.8 mm,脫模角度單側保證0.5°;②對于高度較低的筋位,頂端厚度≥0.6 mm,當厚度<0.6 mm 時填充困難;③較深的筋位頂端尺寸<0.6 mm 時,底端厚度適當增加,同時需要進行防縮特征設計。
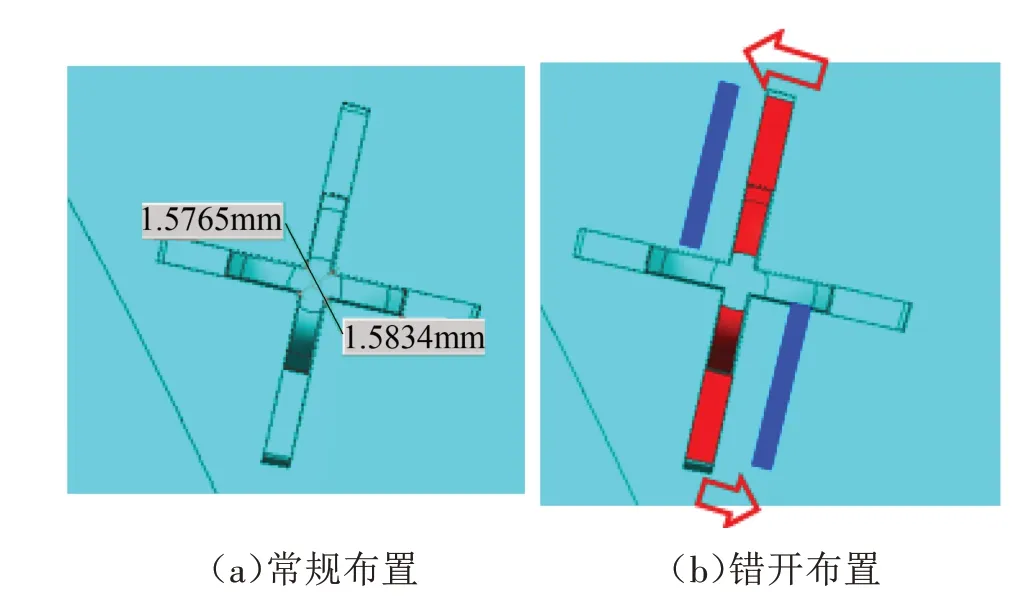
圖10 十字筋布置與優化
2.5 最佳尺寸的模流分析方案
門飾板上裝區域為關鍵區域,不能出現尺寸超差等問題。由于塑件壁厚分布不均勻,不同位置的收縮不一致,使塑件翹曲變形嚴重。根據塑件要求,塑件上裝區域的X向變形最關鍵。
塑件X向變形趨勢如圖11 所示,初始方案上裝區域X向最大變形為-5.4 mm,最小為-1.5 mm,不均勻度達到3.9 mm,此時塑件匹配間隙不均勻,尺寸超差嚴重。為了消除塑件各部位變形不一致導致的尺寸超差,通過添加局部壁厚作為保壓通道,以便更好地接收來自澆口的保壓壓力,使其傳遞到壁厚較薄的區域(1.8 mm 區),實現更均勻的保壓,如圖12所示。
對優化后的方案進行有限元分析發現,塑件同一區域最大變形-3.63 mm,最小變形-2.03 mm,不均勻度降低至1.6 mm,改善明顯,如圖13 所示。實際試制之后的塑件變形不均勻度小于0.5 mm,滿足裝車要求。

圖11 塑件X向變形趨勢

圖12 增加塑件保壓通道

圖13 優化后塑件X向變形趨勢
3 結束語
(1)通過增加型腔中成型塑件到模面的距離、增加模具支撐柱數量提升了模具的整體剛度。此外,通過提升模具分型面的精度,并適當增加澆口數量,避免了成型塑件飛邊缺陷的產生。
(2)針對大型薄壁塑件注射成型,應根據所需脫模力設計合適的推出系統,超薄壁門飾板的推出需采用推塊形式,并保證推塊尺寸在30 mm×30 mm以上,以避免推桿印缺陷的產生。
(3)塑件的光澤度與溫度密切相關,通過將二次調速熱流道技術引入模具設計,同時增加模具澆口數量,使塑件的光澤度差異明顯改善。
(4)針對Boss 柱、筋等結構的縮痕缺陷,對塑件結構進行了優化,通過設計防縮、筋位錯開布置,消除了這些部位的縮痕缺陷。
(5)針對塑件各部位變形不一致導致的尺寸超差,通過添加局部壁厚作為保壓通道,實現了均勻保壓,塑件變形不均勻度降至1.6 mm,改善明顯。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
