航天發動機用燃燒室的集成制造技術研究
2021-02-23 03:44:56曲洪亮蘇云玲姚智奇楊曉君
新技術新工藝 2021年1期
曲洪亮,孫 晶,蘇云玲,姚智奇,楊曉君
(北京動力機械研究所,北京 豐臺 100074)
隨著航天技術的飛速發展,航天發動機作為航天系統的“心臟”,對其設計技術和制造技術發展也提出了越來越高的指標和要求,包括產品結構越來越復雜,產品材料復合度越來越高,比推力及壽命指標均大幅提升。燃燒室作為航天發動機的關鍵部件及核心部件之一,對其產品結構、產品材料、制造精度等也提出了更高的要求。本研究中涉及到的燃燒室材料主要為高溫合金、不銹鋼,產品主要由前/后法蘭、支承筒、徑向擴壓器、軸向擴壓器、承壓隔板及各類安裝座等26種共計195個零部件經電子束焊、氬弧焊、釬焊以及裝配、機械加工而成,最大外圓直徑為431.4 mm,軸向長度為343.6 mm。產品為多層薄壁結構件,壁厚僅為1~1.2 mm,加工精度要求嚴格,最高達IT6級,產品結構復雜程度、精度要求均明顯高于現有型號發動機同類產品。燃燒室制造過程涉及多項新結構新技術,對工藝方法和制造精度都提出了很高的要求。
本文針對燃燒室的集成制造加工工藝技術,以某型號發動機燃燒室的研制生產過程為例,開展了深入研究,并通過試制總結出了一套適用于航天動力系統用燃燒室集成制造的加工工藝方法。
1 薄壁基體大厚度差集中氬弧焊變形控制
燃燒室設計結構中,需要將多個安裝座與壁厚為1.2 mm的鈑金結構筒體通過手工氬弧焊方式焊接組合在一起。安裝座材料為鑄造高溫合金K4169,筒體為板材GH4169。高溫合金熔焊的主要問題為易產生熱裂紋,焊縫金屬組織不均勻,晶內、晶界偏析嚴重,低熔點共晶易在晶界聚集,在應力-應變作用下產生凝固裂紋[1]。在結構上,安裝座與壁厚僅1.2 mm的筒體無定位止口,裝配困難;焊縫距離邊緣最小距離僅為0.8 mm,相鄰焊縫最小距離為5.2 mm(見圖1)。焊接變形控制和焊接裂紋是該處最大難題。
圖1 安裝座焊接結構示意圖
為了控制焊接過程中產生的變形并防止產生焊接缺陷,各安裝座與筒體上的相應安裝槽之間采用了小間隙配合,確保各安裝座與安裝槽配合間隙平均≤0.1 mm,盡可能減少焊接過程中的外部焊絲填充量。同時在安裝座上設計工藝銷釘孔結構,工裝緊密貼合筒體內圓,安裝座通過銷釘固定在工裝上。工裝設計為可調節結構,通過調整機構可改變外徑尺寸,以增強工裝對工件輪廓尺寸的適裝和匹配能力。裝入工件后,通過調節螺釘的調節可實現徑向的夾緊。同時在工裝的外圓進行鍍銅處理,實現焊接過程中的熱量快速傳導,避免熱量堆積,進而減少熱應力導致的焊接變形[2-3]。工裝結構示意圖如圖2所示。
圖2 手工氬弧焊工裝結構示意圖
焊接方案上,安裝座小間隙配合,無需填絲,不倒坡口,采用小電流焊接[4-5]。借鑒現有高溫合金板材焊接經驗,選取焊接電流20~40 A,在高溫合金試片上進行單因素4水平焊接試驗,觀察是否焊透,試驗結果見表1。
表1 焊接對比試驗表
試驗結果表明,焊接速度不變的情況下,焊接電流達到25 A即可焊透試片,但由于產品焊接結構不同,最終將電流調整為30 A,完成產品焊接。焊接效果示意圖如圖3所示。
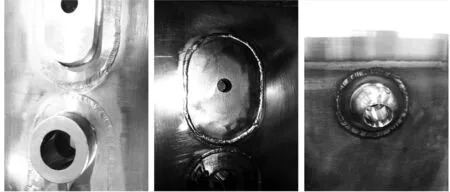
圖3 焊接效果示意圖
2 高密度懸臂結構葉片精密釬焊
燃燒室內筒上應安裝54個葉片,葉片與內筒之間采用懸臂結構,葉根處與壁厚為1 mm的筒壁通過釬焊進行連接,整體結構剛性較低;筒體材料為GH3625,葉片材料為0Cr18Ni10Ti,在焊接過程中,不同材料容易因為線脹系數和導熱性能的差異產生焊接缺陷,影響焊接質量[6-9]。為了保證產品使用性能,設計指標中要求葉片位置度為0.75 mm,葉尖最大間隙≤0.2 mm,葉尖處不允許釬焊,從而給葉片的裝配精度控制、焊接質量及葉尖間隙控制帶來了較大難度。
為了實現葉片的精密裝配,在葉片安裝槽的工藝中采用了配加工方案,按照葉片的輪廓外形尺寸加工葉片安裝槽,并留出一定的加工余量,通過重鑄層的打磨去除過程保證最終的葉片安裝槽輪廓與葉片輪廓之間實現過渡配合。在裝配葉片時,為了實現葉片的精密高效裝配,設計了螺紋頂緊工裝,并將工件橫向放置于木質V型墊塊上,保證沿豎直向下方向裝配,使用銅質小錘輕敲葉片直至安裝到位,同時在葉背處通過1處點焊進行定位,并使用塞尺對葉尖間隙進行檢測,從而保證其配合間隙整周≤0.1 mm,從而在實現葉片相對固定的同時保證釬焊間隙要求,實現釬料的順暢擴散并與基體融合,避免出現釬料局部堆積,引起焊接缺陷,影響焊接質量[10]。
3 變形螺母裝配技術
航空發動機的齒輪箱、燃燒室機匣、渦輪導向器等核心部件法蘭處通常采用變形螺母(見圖4)進行連接,以提高連接可靠性,降低產品重量。燃燒室機匣后法蘭需裝配105個變形螺母,其裝配方式為通過施加一定壓力使變形螺母一端發生擴張,貼合在安裝孔的錐面,從而實現變形螺母的固定。要求裝配后滿足在軸向施加40~45 N的載荷時,螺母定位面與法蘭的裝配間隙H≤0.25 mm,變形螺母擴張后不允許產生裂紋及其他缺陷。由于是首次采用變形螺母技術,無相關可借鑒經驗,目前國內無成熟專用工具。
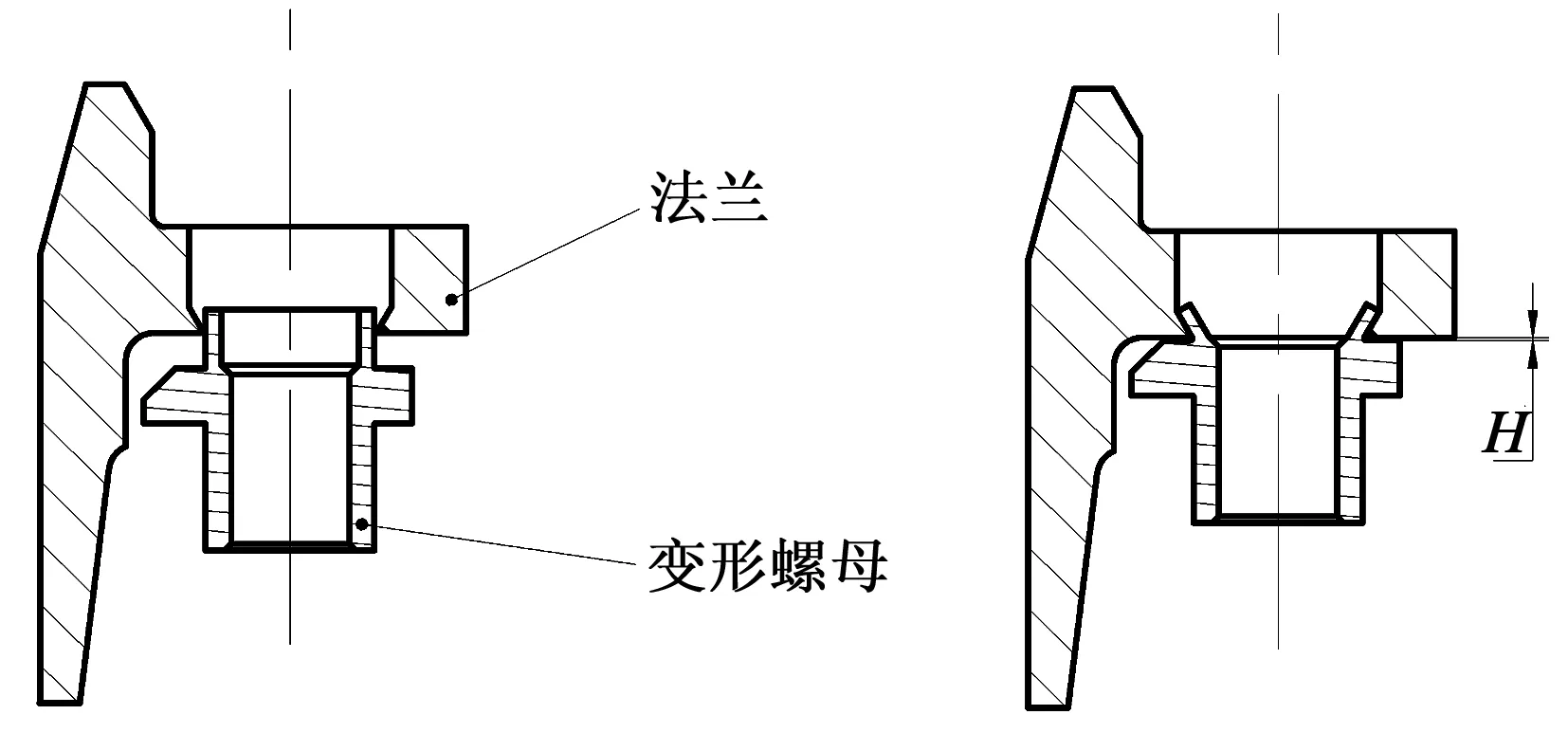
圖4 變形螺母示意圖
根據變形螺母裝配工藝特點,首次設計了適用于型號發動機用變形螺母的安裝工裝。該變形螺母裝配工裝結構如圖5所示,由手柄、支架、球頭螺釘、伸縮套、沖頭和調整墊等6部分組成,其中支架為主體部分,承受裝配過程中軸向力和扭轉力;手柄與支架螺紋聯接,為操作者手持部位;球頭螺釘與力矩扳手配合使用,提供向下的頂緊力;沖頭傳遞來自球頭螺釘的軸向力,使變形螺母內錐面擴張變形;伸縮套用于固定及導向;調整墊用于保護變形螺母下端面。本工裝已申請專利并獲得受理(受理號:201510646871.5)。
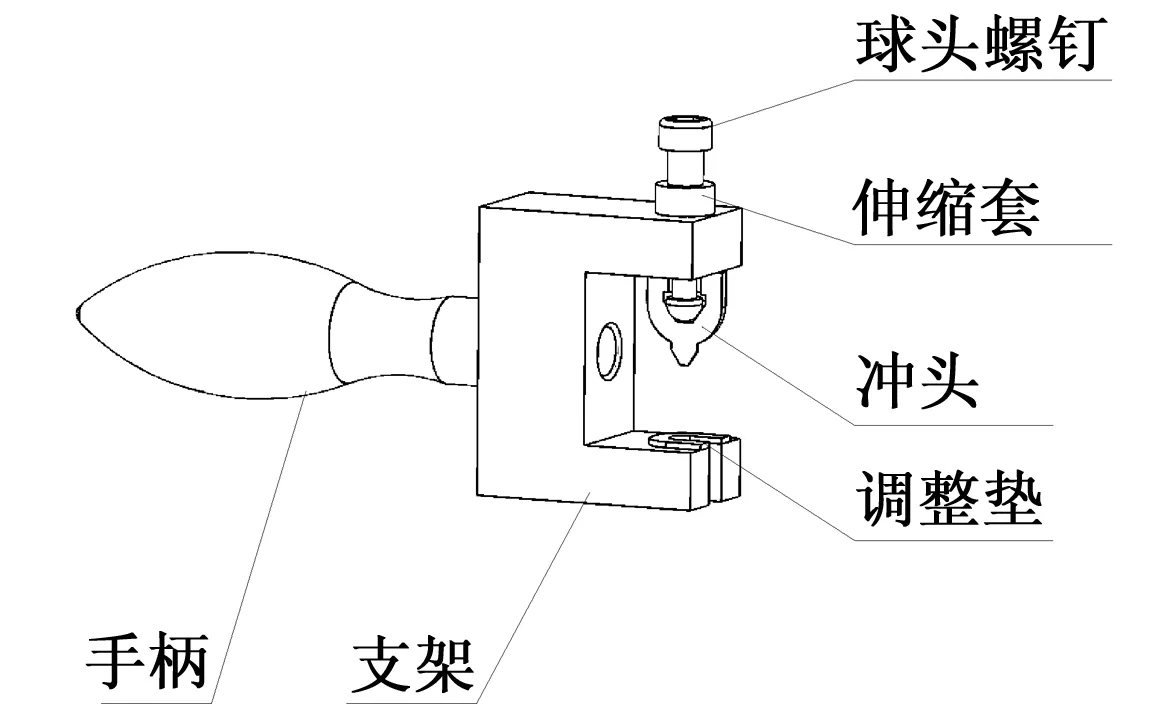
圖5 變形螺母裝配工裝結構示意圖
該工裝的工作原理為:將變形螺母裝入伸縮套的凹槽內,手持手柄部分將工裝深入法蘭處并定位變形螺母,使用力矩扳手驅動工裝手柄,手柄通過螺紋將扭矩轉換為軸向力,通過球副傳遞到球頭螺釘,球頭螺釘錐度部分插入變形螺母內圓,沿錐面法向的分力使局部擴張直至最終完全固定。來自支架底面的作用力F可以保證緊密貼合,定位間隙<0.25 mm,通過擴張變形螺母的力來自于力矩扳手,可以方便控制裝配力矩,中間力通過球副傳遞保證了力始終沿沖頭軸向,避免裝配過程中變形螺母偏斜或局部變形。
使用上述專用工藝裝備,完成燃燒室機匣組件總計105處變形螺母裝配(見圖6),返修率<1%。
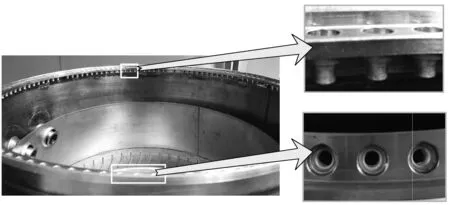
圖6 變形螺母裝配實物圖
4 結語
本文針對航天動力系統用燃燒室制造過程涉及到的幾項關鍵技術,通過技術研究確定了相對最優的氬弧焊焊接參數、釬焊工藝方案、五軸精密加工及變形螺母的高效安裝方法,并總結出了適用的燃燒室加工工藝方案。通過實際加工驗證,本文的研究成果可有效解決此型航天系統用燃燒室的精密制造,也適用于同類型、相似結構產品的研制,在航空航天動力裝置研制技術領域具有一定的推廣應用價值。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中華詩詞(2020年1期)2020-09-21 09:24:52
當代貴州(2019年41期)2019-12-13 09:28:56
中華詩詞(2019年7期)2019-11-25 01:43:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國共青團(2015年7期)2015-12-17 01:24:38