雙輥鑄軋鋁合金中分流塊對溫度場影響的數值模擬研究
2021-02-23 12:36:16閆云姿李家棟王昭東王國棟
有色金屬加工 2021年1期
關鍵詞:區域
閆云姿,李家棟,王昭東,李 勇,王國棟
(東北大學 軋制技術及連軋自動化國家重點實驗室,遼寧 沈陽 110819)
雙輥鑄軋是將凝固和變形結合在一起的復雜工藝過程,影響因素甚多,在少量的實驗中是無法掌握其鑄軋過程中規律,因此采用計算機模擬來分析鑄軋過程,可以將得到的規律應用到實際生產中[1-3]。雙輥鑄軋中鑄嘴型腔結構設計一般采用水模擬和數學模擬兩種方法[1-3]。在眾多研究分流塊對熔池溫度場、流場的復雜問題時會把模型簡化為二維模型,并采用水模擬的方法進行試驗,由于水的物理性質與鋁熔體的物理性質存在一定差異,水模型實驗不能很好地反映鑄軋鋁熔體發生凝固相變時的真實性,只能對仿真結果的一般性規律做出驗證。Akdeniz MV和Sariogluk通過計算機模擬了鑄嘴型腔二維熔體流動與傳熱問題[1,2];劉自由采用水模型的方法分析分流塊間距和分流塊尾部角度變化對流場的影響,研究結果表明分流塊間距為212mm,分流塊尾部角度60°時鑄嘴出口速度波動幅度最小,鑄嘴出口六場分布最均勻[4];譚國寅應用Procast軟件對型腔中鋁液流動過程進行了模擬,設置了一、二級分流塊促使熔體更均勻,但容易使邊界區域的熔體冷卻速度過快,凝固過早出現卡殼現象[5];翁文憑采用普通鋁合金制備的液流分配結構進行鑄軋板坯,研究發現在分流塊之間的熔體溫度較高,而側邊溫度較低,區域之間溫差大[6]。
綜上可知,大多模擬會簡化模型采用二維模型以及采用水模型的方法進行實驗,與實際情況有所差距。因此,本文旨在建立雙輥鑄軋模擬的三維模型采用數值模擬的方法,重點研究鑄嘴型腔中不同分流塊的數目及分布對溫度場、出口溫度和出口速度的影響,以及對不同工藝條件下凝固行為的分析。
1 基本假設和數學模型
1.1 基本假設
在水平雙輥鑄軋鋁熔體過程中針對流道與鑄軋區建立的數學模型,為了簡化計算過程因此作出以下幾點假設:(1)液態鋁合金認為是不可壓縮的牛頓流體;(2)假設鋁薄帶/輥界面之間的換熱系數是常數;(3)軋輥與鋁薄帶之間無滑動,且勻速運動;(4)鑄軋過程中除了粘度和比熱,材料特性與溫度無關;(5)鑄軋過程模擬是瞬時狀態。
在上述的假設條件下,計算區域可以進行以下方程求解[7,8]:(1)質量守恒方程;(2)動量守恒方程;(3)能量守恒方程;(4)湍流的Navier-Stokes方程。
1.2 模擬研究對象
鑄嘴主要是由上下蓋板、左右側封及中間流道所組成(圖1),本文主要研究中間流道部分,通過優化分流塊的數目和分布,來提高鑄軋區域在寬度方向上鋁熔體溫度的均勻性。
1.3 初始和邊界條件
圖2中,網格劃分采用四面體網格。采用四面體網格進行計算,運行時間較長,求解較穩定,但在整體模型中內生成小的單元,不會對求解算法產生影響。
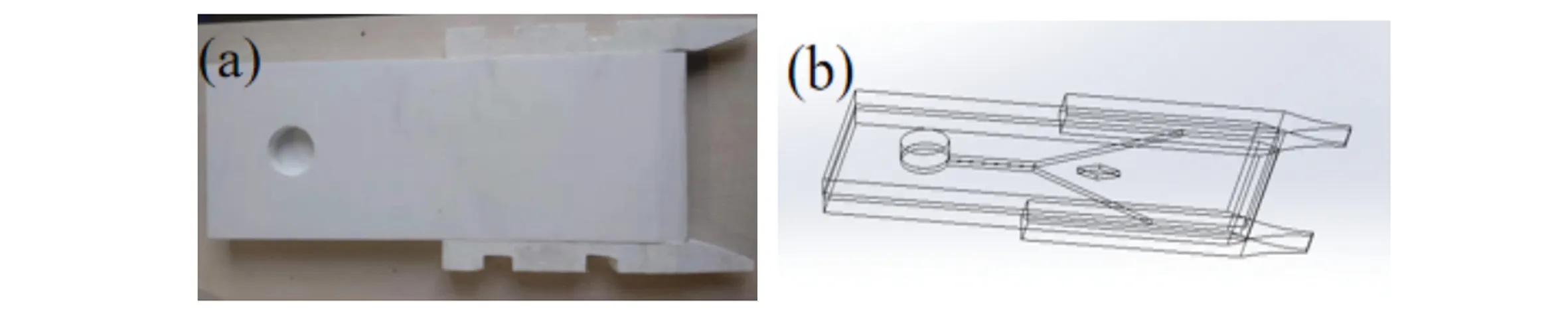
圖1 模擬幾何對象
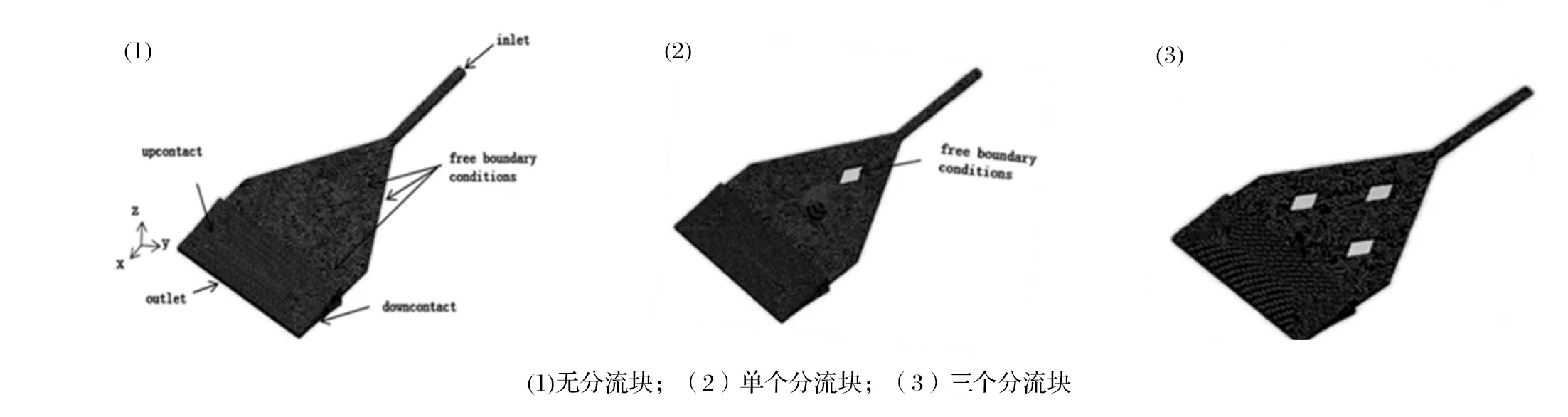
圖2 有限元模型邊界條件示意圖
1.3.1 入口區域
在澆鑄鋁熔體時,遵守質量守恒方程和能量守恒方程,其邊界條件:
u=vinlet,v=0,z=0
(1)
vout=vroll,T=Tinlet
(2)
(3)
(4)
(5)
式中,u、v、z 分別是入口速度在x、y、z 上的分量;vinlet為入口速度;ε為湍流動能耗散率;k為湍流動能;根據半經驗公式知a一般取0.01;T為澆鑄溫度。
1.3.2 鋁板帶/輥交界面
由假設條件知板帶坯與軋輥外表面之間是無滑動的,并沿著軋制的水平方向移動,板帶坯與軋輥之間的熱傳遞是采用第三類邊界條件:
(7)
式中,k為熱傳導率;h為對流換熱系數;T為熔體的溫度;Tr為軋輥表面溫度。
1.3.3 與流道接觸面
澆鑄的鋁熔體通過流道流入鑄軋區進行軋制,為了防止熱量的損失,流道的材料采用熱傳導率很低的硅酸鋁材料,與流道接觸的表面采用絕熱條件為,

(8)
1.3.4 出口區域
為了保證鋁液在出口處充分流動,因此采用outflow邊界條件,并且出口速度等于軋輥速度,
vout=vroll
(9)
2 模擬仿真結果與分析
本文采用的鋁合金其熔融狀態下具有較寬范圍的凝固區域和高強度的特點,為了更好的符合實際生產,將該鋁合金的密度、粘度、熱傳導率以及采用比熱法處理的凝固潛熱采用線性擬合的方法得到在不同溫度下的分布規律,同時該合金的固相線和液相線分別為490℃和647℃。該鋁合金的熱物性參數為,液相線溫度647℃,固相線溫度490℃,澆鑄溫度分別為690℃、700℃、710℃,室溫25℃;幾何鑄造條件為,入口厚度26mm,出口厚度6mm,鑄軋區長度70mm,鑄軋速度分別為0.75m/min、0.85m/min、0.95m/min、1.05m/min、1.15m/min,分流塊長度40mm,分流塊寬度25mm。
在鑄軋過程中鋁合金的密度、粘度、熱傳熱率以及采用比熱法處理凝固潛熱均會隨著溫度變化而變化,因此通過采用JMatPro計算并將數據進行線性擬合,如圖3所示。在對鑄軋區中流場及溫度場進行仿真時,將處于各相區間下的熔體視作廣義流體,其理論依據是根據溫度變化的黏度來反映熔池中熔融金屬的流動狀態[9,10]。
2.1 分流塊數量和布局不同對溫度場和流場的影響
在換熱系數(5500W·m-2·℃-1)、澆鑄溫度(690℃)、鑄軋速度(0.75m/min)恒定的情況下,分流塊數量和分布不同時的溫度場,如圖4所示。
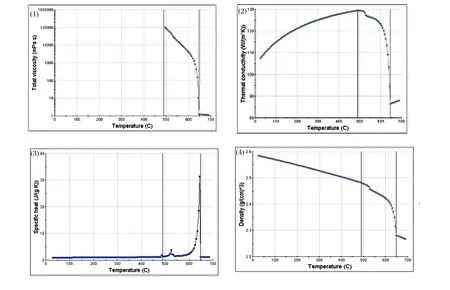
(1)粘度;(2)熱傳導率;(3)比熱;(4)密度
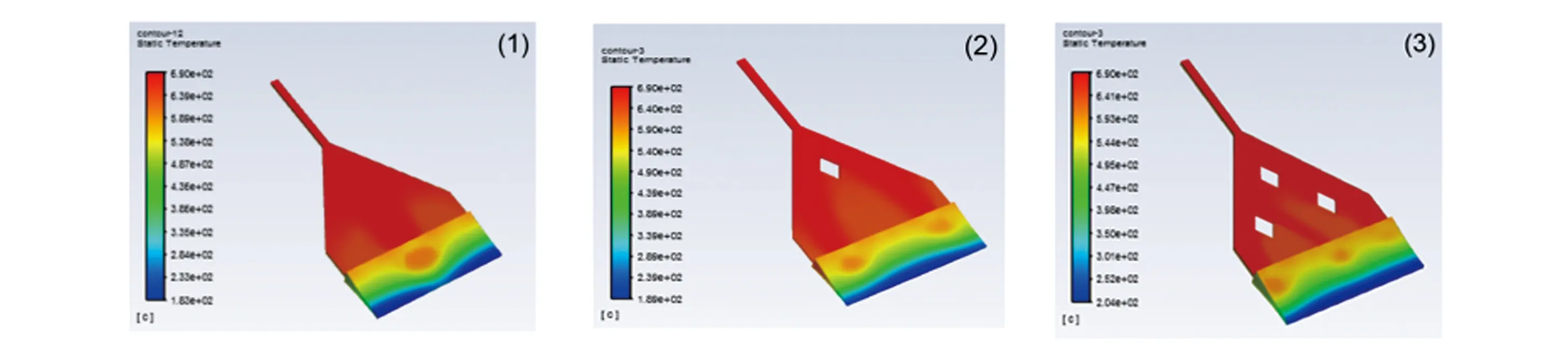
(1)無分流塊;(2)單個分流塊;(3)三個分流塊
由圖4可知,熔體受到軋輥轉動影響下會流向鑄軋區,由于不設有分流塊的情況下流速過快,沖擊側封板及鑄軋區然后產生回流流向兩側,導致中心區域比邊界熔體分布不均勻,溫差較大。在單個分流塊作用下,流體受到阻礙使得中心區域流體回流,降低流體速度和沖擊力,使液面波動減小,熔體在寬度方向上分布比較均勻,但在有三個分流塊情況下可以看到流動狀態不太穩定,并在分流塊附近發生噴射使近壁處溫度降得較快。
在換熱系數(5500W·m-2·℃-1)、澆鑄溫度(690℃)、鑄軋速度(0.75m/min)恒定的情況下,分流塊在不同數量及合理分布下的速度情況,如圖5所示。根據流體力學的邊界層理論,在沒有分流塊的情況下,由于熔融金屬在鑄軋區中發生相變,流動性變差,又知熔池在軋制過程中空間逐漸減小基本上不形成漩渦;在單個分流塊的情況下,由于存在分流塊使流體流速減小,沖擊力減弱,在分流塊兩側有漩渦出現達到均勻流體的作用,進入鑄軋區后形成兩個對稱漩渦向寬度方向流動;在三個分流塊的情況下,分流塊之間會有漩渦分布使流速減慢,均勻流體分布,但是由于分流塊較多,導致邊界區域冷卻較快出現過早凝固。因此應使中央區域的流體盡量多于邊界區域,防止邊部堵死。
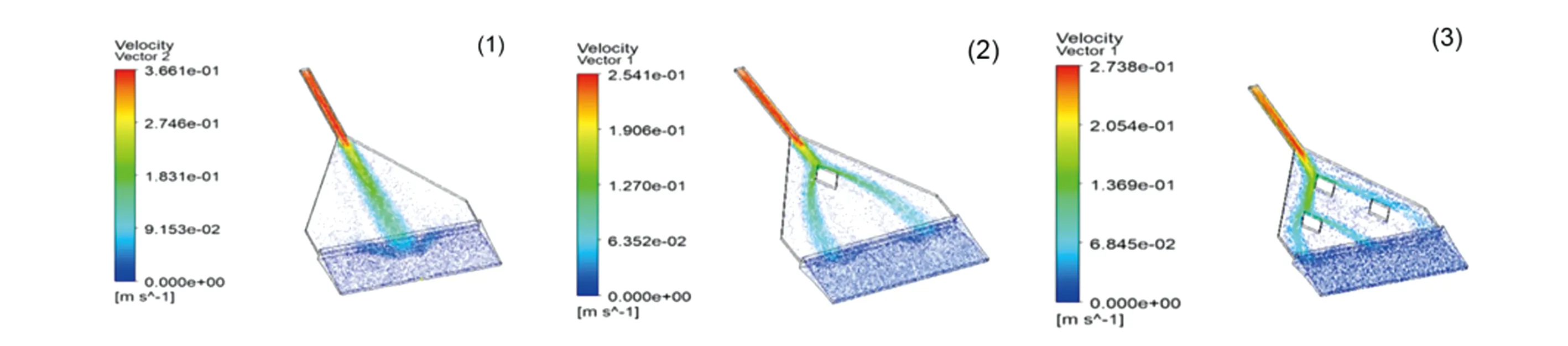
(1)無分流塊;(2)單個分流塊;(3)三個分流塊
2.2 不同分流塊數量下澆鑄溫度對出口溫度的影響
換熱系數(5500W·m-2·℃-1)恒定,澆鑄溫度與鑄軋速度對出口溫度的影響,如圖6所示。
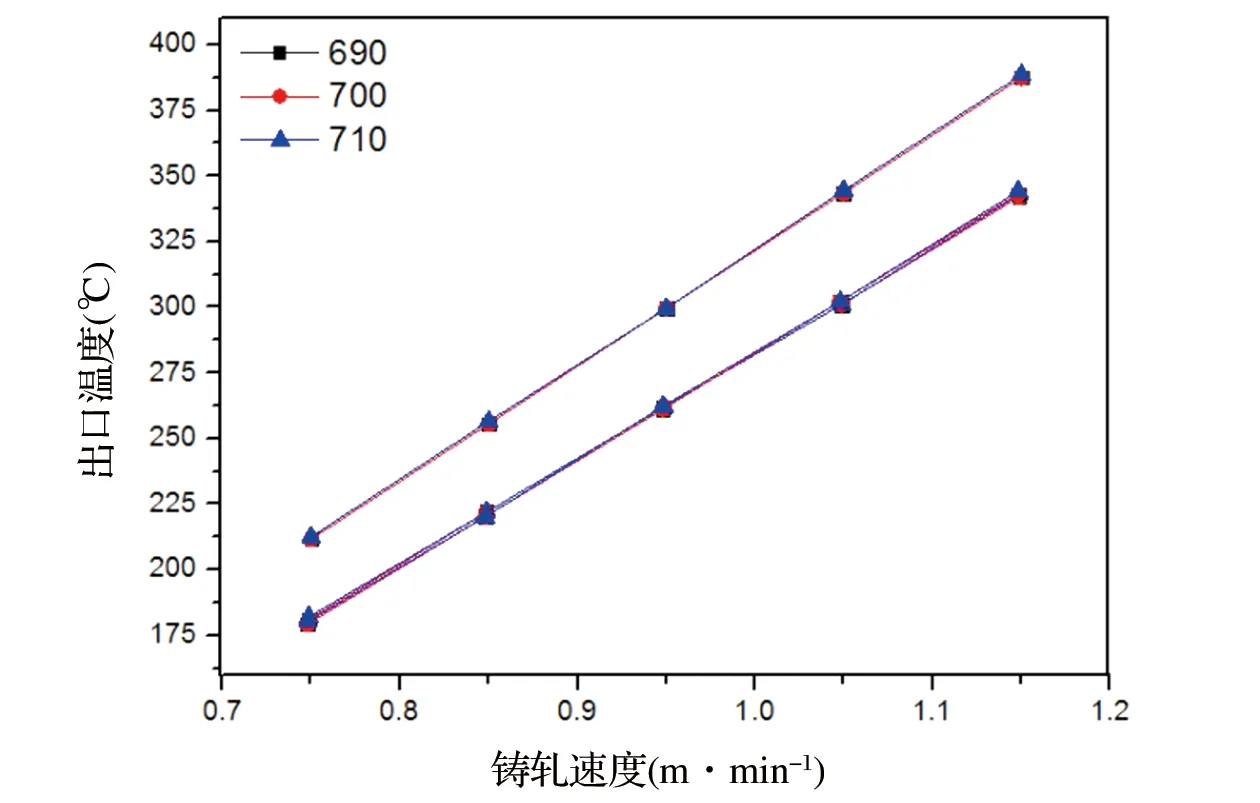
圖6 換熱系數不變澆鑄溫度與鑄軋速度對出口溫度的影響
由圖6可知,無分流塊和設有單個分流塊時澆鑄溫度與鑄軋速度對出口溫度的影響整體趨勢基本一樣;但是相對于無分流塊和單個分流塊,設有三個分流塊的出口溫度則較高。可以看出澆鑄溫度的升高對于出口溫度的變化很小,澆注溫度升高20℃,板帶表面溫度最大相差5℃,這主要由于該鋁合金凝固潛熱很大,過熱度的變化對熔體的熱量改變較小。所以采用澆鑄溫度為690℃作為研究。
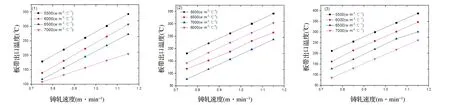
2.3 不同分流塊數量下換熱系數對出口溫度的影響
澆鑄溫度(690℃)不變,無分流塊、單個分流塊和三個分流塊時鑄軋速度和換熱系數對出口溫度的影響,如圖7所示。由圖可知,澆鑄溫度690℃、不同鑄軋速度下,隨著鑄坯和鑄軋輥之間換熱系數的增加,出口溫度隨之減小;且在鑄軋速度增大時,換熱系數的改變引起的溫度變化也逐漸增大。換熱系數取5500W·m-2·℃-1符合實際鑄坯出口時測得溫度。
2.4 不同分流塊數量出口厚度和寬度方向溫度的分布規律
澆鑄溫度690℃,換熱系數5500W·m-2·℃-1,鑄軋速度0.75m/min,分流塊數量不同時出口厚度方向的溫度變化規律,如圖8所示。由圖可知,隨著分流塊數量的增加,分流塊之間出現多個漩渦擾動流體的運動,起到很好的分流作用,出口溫度隨之增加,在板坯表面和心部的溫差也逐漸增加。但是在流道中靠近邊部的區域比心部冷卻效果更好,為了防止凝固過早,所以有三個分流塊的流道并不是最好的選擇。
(1)無分流塊;(2)單個分流塊;(3)三個分流塊
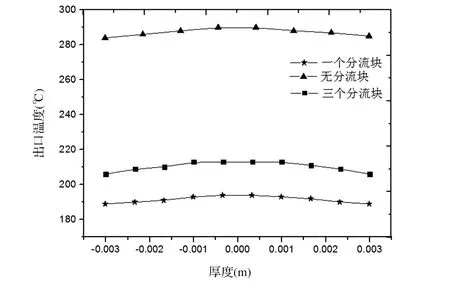
圖8 不同分流塊數量出口厚度方向溫度的變化規律
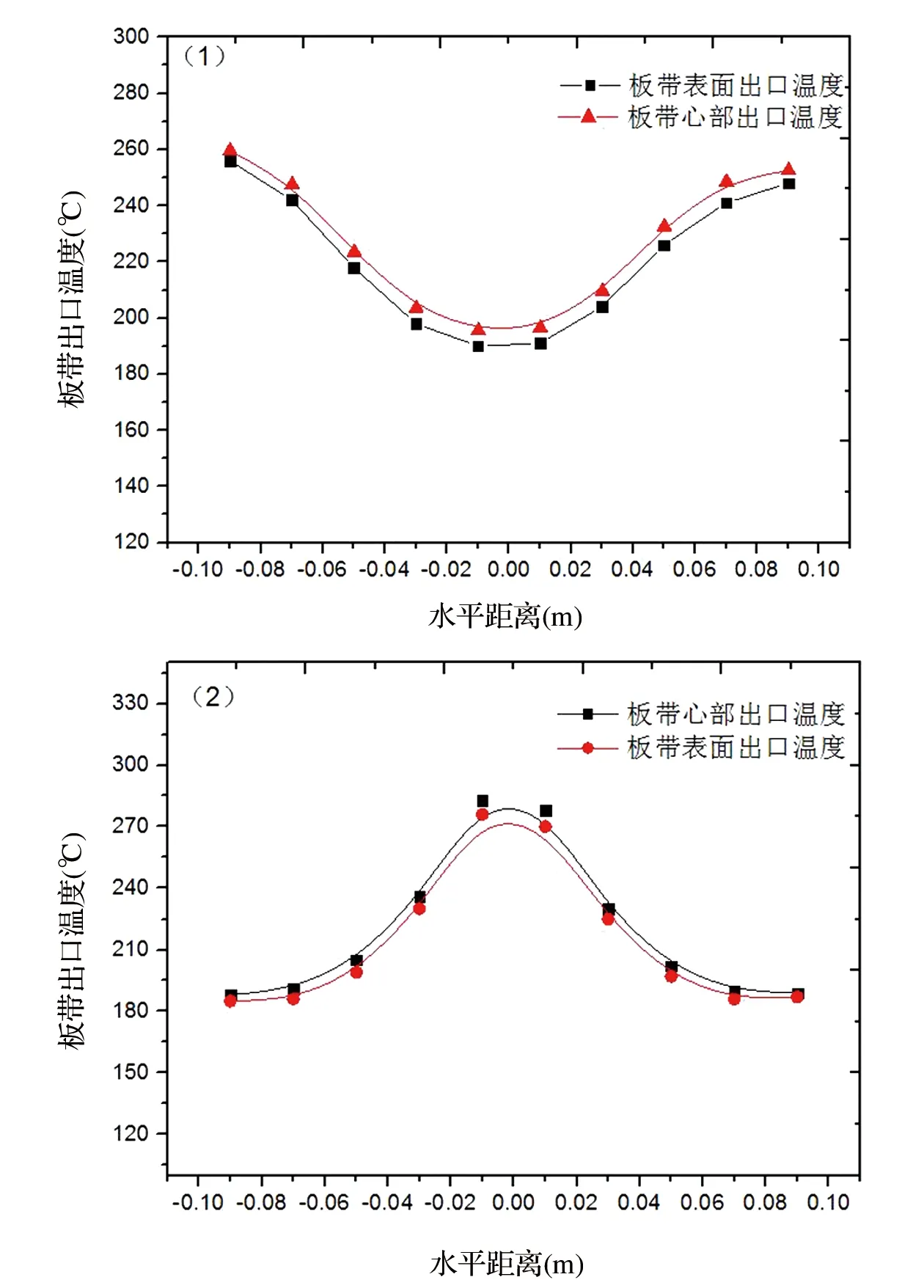
入口速度 0.75m/min和換熱系數5500W·m-2·℃-1恒定,單個分流塊和無分流塊出口表面和心部溫度的變化規律,如圖9所示。由圖可知,沒有分流塊的情況下,寬度方向上出口溫差較大;單個分流塊中出口寬度方向上溫差較小,同時表面與心部的溫差小,說明溫度均勻性較好。
2.5 不同數量分流塊下出口厚度和寬度方向速度的分布規律
入口速度 0.75m/min和換熱系數5500W·m-2·℃-1恒定,單個分流塊和無分流塊出口表面和心部速度的變化規律,如圖10所示。由圖可知,單個分流塊和無分流塊時,出口速度的變化基本上一致,由于板帶出口時已完全凝固再受到拉速的作用,板帶表面和心部的出口速度相差約0.005m/min,分布比較均勻,所形成的板材厚度越均勻,質量越好。
3 實驗驗證
本實驗的主要目的,是為數值模擬提供有力的實驗數據以及驗證數值模擬的準確性,根據數值模擬的結果進行5組鑄軋實驗,并在距離鑄軋區出口5 cm處使用紅外測溫儀進行板帶表面溫度測定,圖11是進行多組鑄軋的成品。
(1)單個分流塊;(2)無分流塊
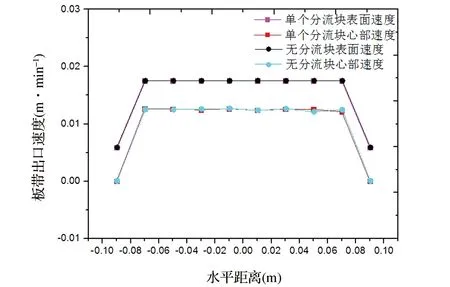
圖10 不同數量分流塊出口表面和心部速度的變化規律

圖11 鑄軋鋁板帶
根據板帶表面出口溫度與模擬溫度結果,確定該鑄軋實驗條件下的界面換熱系數。為方便后續處理,不同工藝參數板帶的編號見表2。
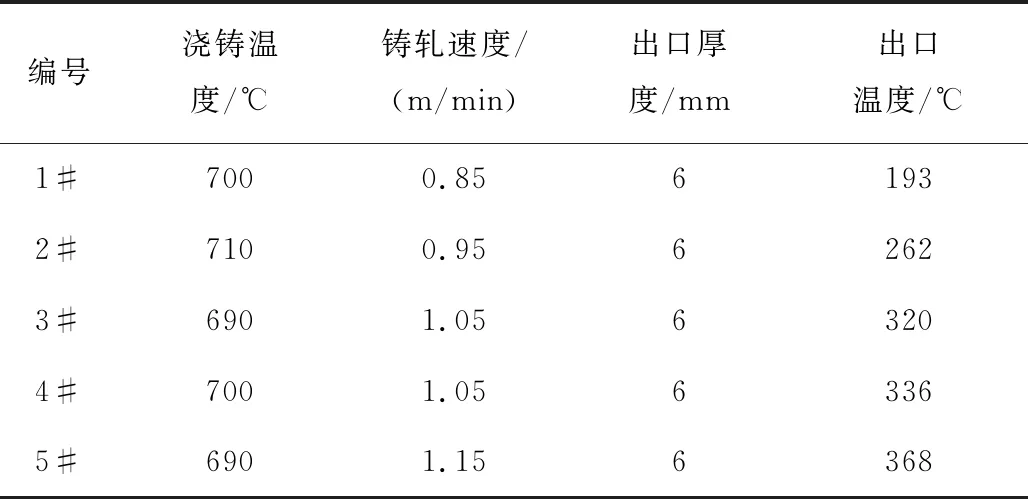
表2 雙輥鑄軋工藝參數
通過對實驗和仿真模擬出口溫度進行比較可知,換熱系數的最優值為5500 W·m-2·℃-1,此時預測值與實測值最吻合,誤差范圍在10%以內(圖12)。
4 結論
(1)鑄軋過程中,為了避免中央區域與邊界區域溫差大,采用分流塊在流道中起到均勻熔體、使寬度方向上溫差較小的作用;通過比較可知,不同分流塊數量鋁熔體受到的阻礙作用不同。
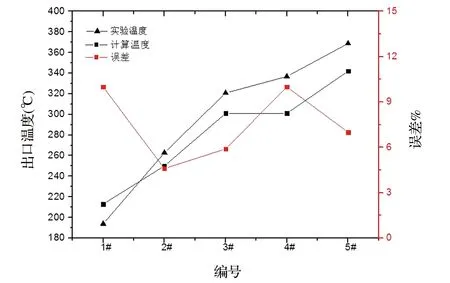
圖12 鑄軋板帶出口溫度驗證
(2)通過比較分流塊數量和分布的不同可知,不采用分流塊時,熔體在流道中央不受阻力會導致中央與邊界區域溫差較大;采用多個分流塊時,由于分流塊可以使熔體均勻化,易使邊界區域比中央區域冷卻效果好,在鑄軋過程中會發生堵死現象。
(3)分流塊的數量并不是越多越好,單個分流塊時可以達到預期結果,并且使得熔體在寬度方向上出口溫度、出口速度相差較小,對提高鑄軋的板帶質量有很好作用。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15