一種攪拌頭軸肩臨界值的計算方法
2021-02-03 10:55:14祝宗煌左立生李澤陽左敦穩
機械制造與自動化 2021年1期
祝宗煌,左立生,李澤陽,左敦穩
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
攪拌摩擦焊(friction stir welding,FSW)作為一種新型的固相連接技術在1991年首次被英國焊接研究所提出。相比于傳統的電弧焊接工藝,FSW工藝在焊接鋁合金方面具有明顯的優勢[1],如焊接熱輸入、焊接殘余應力和變形小等。其原理主要是利用攪拌頭與工件發生相對運動摩擦生熱使工件材料溫度上升達到塑性狀態;在攪拌針的高速旋轉攪拌和軸肩的擠壓同時作用下,工件的焊接區域形成致密的結合,從而實現材料的連接。選用合適的攪拌頭和工藝參數可以獲得性能優良的焊接頭,目前普遍能達到母材力學性能的60%以上,經過工藝參數優化,甚至能達到90%[2]。
使用攪拌摩擦焊技術首先要解決的問題是選用合適的攪拌頭。攪拌頭對攪拌摩擦焊過程至關重要,盡管從攪拌摩擦焊發明至今,已經有大量的學者進行了相關研究,但是攪拌頭卻一直處于發展之中,至今沒有攪拌頭最優設計方案的定論和相關設計標準發布,并且學術界對如何選擇合理攪拌頭的研究較少。
本文從生產實際角度出發,以工程常用的圓錐等螺紋攪拌針+內凹錐面軸肩攪拌頭為基礎,以鋁合金6061為例,根據被焊接工件材料與厚度,提出一種確定攪拌頭最小軸肩直徑的方法,同時也討論了攪拌針直徑和攪拌針長度的選擇問題。
1 攪拌頭結構外形
早期的攪拌頭形狀都比較簡單,隨著技術的不斷發展,如今已經有許多形狀各異的攪拌頭被做出,如Whorl Tools攪拌頭、Triflute攪拌頭、MX-Triflute攪拌頭等。并且隨著生產技術發展,已經研制出了可調節攪拌針長度的攪拌頭,解決了焊接工件厚度變化等問題。
雖然攪拌頭形狀日新月異,并且為了使得焊接性能盡可能好,對不同工件材料和不同工件厚度選用不同的攪拌頭,但是對于常規的鋁合金、鎂合金來說,從成本和使用性方面考慮,一般采用圓錐等螺紋攪拌針+內凹錐面軸肩設計結構,如圖1所示。描述攪拌頭的參數非常多,但是根據實際生產經驗,決定攪拌頭攪拌效果的主要幾何參數有軸肩直徑、攪拌針直徑和攪拌針長度。
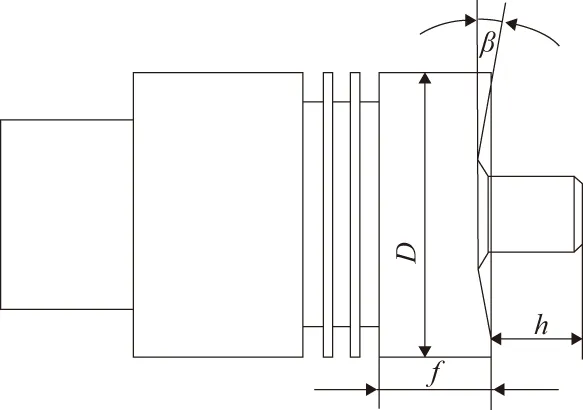
圖1 典型攪拌頭結構示意圖
2 攪拌頭最小軸肩直徑與工件材料、工件厚度的關系
對攪拌摩擦焊具有決定性作用的是熱輸入,而影響熱輸入的兩個主要因素是軸肩直徑和轉速。而根據現有的研究文獻[1-10]可知,焊接過程所需要的熱量大部分是由軸肩摩擦產熱產生的。因此在轉速恒定情況下,軸肩直徑過小,產熱不足以使材料塑化,無法焊接;若軸肩過大,則焊縫寬度過大,影響產品的美觀,同時也會造成焊接過程產熱過多,降低接頭的強度[3]。
因此確定攪拌頭軸肩直徑是個關鍵點,同時也是個難點。同一種厚度和材料可以用不同軸肩直徑攪拌頭焊接;一種攪拌頭也可以焊接好幾種厚度和材料的板材,故很難從理論上得到一個所有參數的最優解。根據目前研究普遍使用的熱源模型[2,7]分析,普遍認為攪拌摩擦焊的熱量輸入主要靠軸肩的摩擦生熱,并且轉速越大,軸肩直徑越大,產熱越多。因此確定軸肩直徑的工作變為在給定工件厚度情況下,確定攪拌頭所需要的最小軸肩直徑。
為推導出攪拌頭所需要的最小直徑,現提出如下兩個前提:
1) 焊接進給速度在40~300mm/min;
2) 攪拌頭轉速為500r/min。
提出第一個前提的原因是,如果進給速度非常大,攪拌頭前方未加工材料來不及加熱達到塑性所需的溫度,容易導致攪拌頭攪拌針斷裂。因此進給速度應該在合理范圍內。第二個前提的主要原因是,根據參考文獻[1-14],以及大量的工程經驗,攪拌摩擦焊的轉速一般在500r/min~3000r/min之間,在此前提下得到的最小軸肩直徑,若產熱不足,則有足夠大的轉速調節區間來增加產熱。
圖2-圖5是同一工件厚度(4mm)不同攪拌頭參數下焊接過程溫度場仿真的接頭橫截面視圖。仿真結果與文獻[4]結果相似,所用的熱源模型為庫侖模型,主要分為軸肩產熱Q1、攪拌針端面產熱Q2和攪拌針側面的材料塑性變形產熱Q3。其中Q3相比于Q1、Q2小很多,在此忽略不計。其中:
(1)
(2)
(3)
式中:η為熱輸入效率;μ為摩擦系數;ω為轉速;τ為攪拌頭軸肩與工件接觸面的壓強;r為軸肩直徑;rda為攪拌針直徑。

圖2 攪拌摩擦焊溫度場仿真(軸肩25mm)

圖3 攪拌摩擦焊溫度場仿真(軸肩20mm)

圖4 攪拌摩擦焊溫度場仿真(軸肩15mm)

圖5 攪拌摩擦焊溫度場仿真(軸肩8mm)
在攪拌頭穩定焊接階段,攪拌針附近材料發生塑性流動,由鋁合金材料性質可以知道,要使材料發生塑性流動,除了需要一定的驅動力以外,材料的溫度必須達到一定程度。因此如圖6所示,本文將攪拌摩擦焊穩定焊接時焊縫附近分為塑性流動區和固態區,分界面為等溫面。等溫面內部材料溫度達到塑性流動所需要的溫度,而等溫面外部則未達到。
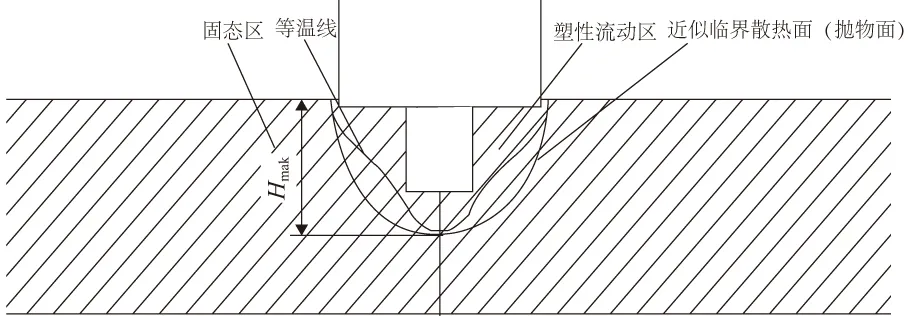
圖6 攪拌摩擦焊穩定焊接階段示意圖
由圖2-圖5可知,隨著攪拌頭軸肩直徑減小,塑性區越來越小,因此當塑性區的頂點與工件底部重合時,即為成功焊接工件所需要的最小軸肩直徑攪拌頭。反過來也可以推出一個確定軸肩直徑的攪拌頭可焊接的最大厚度。由于穩定焊接時,焊接產熱量等于分界面傳遞的熱量,當板材厚度確定時,可求出攪拌頭所需的最小軸肩直徑。但是等溫面往往比較復雜,難以用公式表示,從仿真結果圖來看,其可以近似用一個拋物面或者圓錐臺面來代替。本文選用拋物面代替,并將此拋物面命名為近似臨界散熱面,拋物面方程為
z=α(x2+y2)
(4)
因攪拌頭摩擦產熱量等于材料內近似臨界散熱面的散熱量,則有
Qin=Qdis
(5)
其中:Qin為熱輸入功率;Qdis為散熱功率。
攪拌頭摩擦產熱主要分為軸肩摩擦產熱、攪拌針摩擦產熱、材料塑性變形產熱,其中軸肩摩擦產熱占大部分,約85%[5],因此有
Qin=Q×1.17
(6)
(7)
其中:λ為材料的導熱系數;l為分界面的厚度; ΔT為分界面兩側的溫度差;A為拋物面的面積,并且有
(8)
另外根據拋物面方程,當x2+y2=r2,有z=h,其中h為工件厚度,故有
(9)
將式(6)、式(7)、式(8)、式(9)代入式(5)得到
(10)
該方程即為工件厚度h與r焊接所需做小攪拌頭軸肩半徑關系方程,該方程難以用解析法求解出來,只能借助于Matlab等數學軟件繪制出h和r的關系圖表。
3 攪拌針直徑與攪拌針長度的選取
攪拌針的參數主要有攪拌針針根直徑(以下簡稱攪拌針直徑)和攪拌針長度。攪拌針直徑太小,攪拌作用太小,無法使材料充分混合,導致材料連接強度不足,另外攪拌針直徑過小,攪拌針強度不足,在焊接過程中容易發生折斷。攪拌針直徑越大,需要越多的材料進行塑性流動來填充空腔,若攪拌針直徑過大,則無法提供足夠多的塑性流動材料進行填充,導致焊接失敗。攪拌針的直徑大小是相對軸肩直徑而言的,根據文獻[1-20]的實驗參數以及工程實踐經驗,軸肩直徑通常為攪拌針直徑的3倍左右,即
Dp=Ds/3
(11)
其中:Dp是攪拌針直徑;Ds是軸肩直徑。
攪拌針的長度與被焊工件厚度有關,焊接時為了保證具有足夠的下壓力使摩擦生熱產生足夠的熱量讓材料達到塑性流動,因此下壓深度為0.1~1mm,針端距離板材底部通常為0.1~1mm,如圖7所示。

圖7 攪拌摩擦焊焊接參數示意圖
攪拌針長度為
Hpin=Hw-(Hplunge+Hf)=Hw-δ
(12)
其中:Hpin是攪拌針的長度;Hw是工件的厚度;Hplunge是攪拌頭下壓深度,通常為0.1~1mm,并且板材越厚,下壓量越大;Hf是攪拌針底端距離工件底面的距離,通常為0.1~1mm,板材厚度越大,距離越大。因此δ一般取0.2~2mm。
4 驗證和討論
綜上所述,確定攪拌頭參數的主要步驟如下:
1) 根據式(10)確定攪拌頭直徑;
2) 根據式(11)確定攪拌針直徑;
3) 根據式(12)確定攪拌針長度。
在推導的方程中,一些參數不是定值,而是根據具體工件材料、實際工程經驗確定的。下面來討論一下各參數的取值,并以鋁合金6061材料為例,計算出所需攪拌頭最小直徑與工件厚度的關系。
4.1 參數取值討論
1) 參數
λ是材料的導熱系數,其定義為在穩定傳熱條件下,1m厚度的材料,兩側表面的溫度差為1K,在1h時間內,通過1m2傳遞的熱量。材料的導熱系數通常不是常數,隨著材料溫度而變化,所以一般是以表格形式呈現。但是在攪拌摩擦焊穩定焊接階段,塑性流動區域材料的溫度通常為材料熔點的3/4,這是經過大量實驗測量得到的[6]。因此在計算攪拌頭參數的時候,可以選擇材料熔點3/4時溫度情況下的導熱系數。
2) 參數l和溫度差ΔT
l是分界面厚度,理論上來講,要求分界面上材料的導熱系數是相同的,但是實際上材料內溫度是從熱源出發,向外逐級遞減的,因此分界面的厚度實際上趨于0,這時公式就變得無法使用。如果分界面附近材料的溫度差不大,其導熱系數可以近似地用同一個值代替,因此溫度差ΔT也不宜過大,可以選1~5K,而此時l值通過觀察仿真圖形可知其一般為1~2mm。這些參數值均可以在選取計算后,根據實際工程效果再做修正達到更加符合實際情況的目的。
3) 熱輸入效率η、摩擦系數μ
因為攪拌摩擦焊接過程中,攪拌頭摩擦產生的熱量不可能全部傳到工件上,有一部分也會傳到攪拌頭和空氣中,因此存在一個熱輸入效率問題。在許多文獻中,作者往往不給出熱輸入效率的選取或者選取的依據。綜合參考文獻[1-15],熱輸入效率都比較高,因為工件材料的硬度往往低于攪拌頭,所以工件的導熱系數大于攪拌頭。熱輸入效率取值一般為0.6~0.9。當焊接進入穩態時,材料溫度上升,并發生塑性流動,此時軸肩與工件直接的摩擦機制非常復雜,摩擦系數實際上是跟材料溫度有關的,不同焊接階段對應不同的值。但是為了簡化計算和分析,將摩擦系數視為定值,通常取0.3~0.6。
4) 攪拌頭軸肩與工件接觸面壓強τ
參數τ主要來源于軸肩壓力。軸肩壓力除了影響攪拌摩擦產熱以外,還對攪拌后的塑性金屬施加壓力,影響焊縫成形。壓力過小,熱塑性金屬“上浮”溢出焊縫表面,焊縫內部由于缺少金屬填充而形成孔洞,同時表面壓力過大,也會影響焊接接頭的質量[1]。最大軸向壓力不會超過材料的屈服強度,因為壓力大于材料的屈服強度,則必然有材料從軸肩四周溢出或者底部破損。所以參數τ可以根據工件材料的屈服強度乘以一個<1的系數來確定。
4.2 攪拌頭焊接6061所需要的最小軸肩
根據上述討論以及參考文獻[4-8],相關參數的取值如表1。

表1 參數取值表
將上述參數值帶入式(10),并使用Matlab繪制出r與h的關系(圖8)。因為各牌號鋁合金的導熱系數非常接近,該圖對其他牌號鋁合金應該也適用,并發現文獻[8-11]所用的攪拌頭軸肩直徑均在圖8的曲線上或者曲線上方(圖中的*),說明本文所提確定攪拌頭參數的方法具有合理性和實用性。

圖8 工件厚度h與軸肩半徑r的關系
5 結語
本文根據相關工程經驗,以熱傳導理論為基礎,提出了一種確定攪拌頭主要幾何參數的方法,推導了被焊材料厚度與攪拌頭所需最小軸肩直徑的關系,主要結論如下:
1) 攪拌針直徑通常為攪拌頭軸肩直徑的1/3;
2) 攪拌針長度通常比被焊工件厚度少0.2~2mm;
3) 在確定板材厚度的情況下,焊接所需的攪拌頭最小軸肩直徑由文中式(10)確定,計算結果與實際情況相吻合。
