單顆CBN磨粒微切削硬質合金YG8磨損研究
2021-02-03 10:55:04陳凱楊長勇高紹武丁文鋒祝丞
機械制造與自動化 2021年1期
關鍵詞:深度
陳凱,楊長勇,高紹武,丁文鋒,祝丞
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
航空發動機燃油噴口是航空發動機的重要部件之一。噴口的作用是將液體燃料霧化成小液滴,提高液體燃料的燃燒性能[1]。針對噴口的精密加工,可考慮采用鉸珩工藝。鉸珩加工是磨粒加工的一種,可獲得極高的尺寸一致性、形狀精度(圓柱度可達0.5μm)和表面質量,已廣泛應用于液壓領域精密孔的加工中。然而,噴口等微小孔加工用的鉸珩工具直徑小、長徑比大,剛度差,若采用金剛石滾輪或碟輪修整[2-3],工具單邊受力易引起變形,無法保障其修整精度。因此,一般采用工具來加工高硬度工件,從而實現鉸珩工具的修整,這也是目前較為可行的柔性鉸珩工具精密修整方法。然而,目前有關微小孔鉸珩工具表面上磨粒的形貌演變鮮有報道,切削參數對于磨粒磨損量的影響趨勢也尚未明確,這也是本文需解決的問題。
隨著計算機技術的迅速發展,有限元仿真逐步應用于金屬切削機理的研究中。由于磨粒的磨損涉及材料的變形和破碎,若是采用有限元網格法則會造成網格單元畸變,很可能導致計算終止;而采用光滑粒子流體動力學法(SPH),則能夠應對磨粒的大變形問題,因為其依賴離散的攜帶材料屬性的粒子進行數值模擬,且在單顆磨粒切削機理和切削力的研究中已得到廣泛應用[4-5]。
因此,本文采用SPH法建立單顆磨粒切削仿真模型,并進行試驗驗證,以研究CBN磨粒微切削高硬度工件YG8時的磨損特性,為鉸珩工具的修整研究奠定基礎。
1 仿真模型建立
在建模仿真時,若是將被加工內孔沿某一母線展開,則能夠將磨粒的旋轉運動轉化為直線運動。通常情況下,使用SPH法建模時都將工件設置成SPH粒子,采用有限元網格對鉸珩工具進行建模;本文反其道而行之,鉸珩工具由SPH粒子進行填充,而工件采用網格進行劃分。建立如圖1所示的單顆CBN磨粒幾何模型[6],其中:磨粒的高度為20 μm;鈍圓半徑為1μm[7];前角為-45°。單顆CBN磨粒微切削YG8的切削仿真模型如圖2所示,磨粒由SPH粒子進行填充。
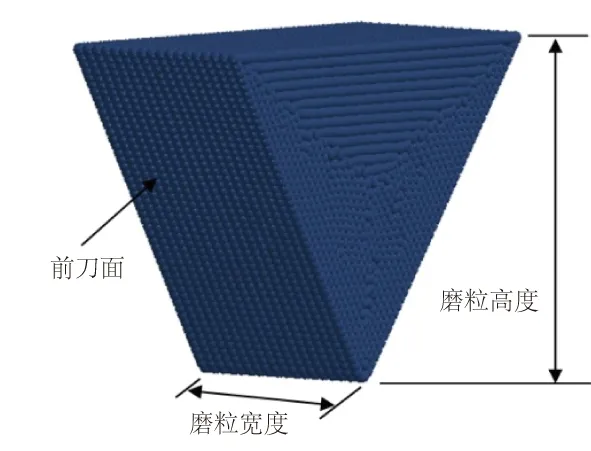
圖1 磨粒幾何模型
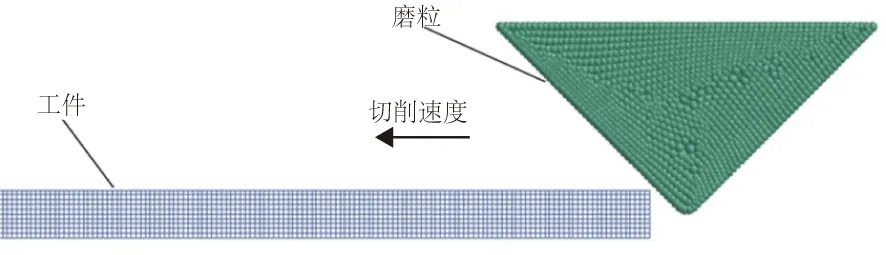
圖2 單顆CBN磨粒微切削仿真模型
2 試驗驗證
針對建立的仿真模型,開展了對單顆磨粒微切削的試驗驗證。其試驗裝置如圖3所示,單顆CBN磨粒粒度代號40/45,用Ag-Cu-Ti釬料,爐中焊于45鋼材料基體上,制備單顆磨粒工具,固定于夾具之上,并且使用KISTLER 9272測力儀進行對刀。工件為直徑φ8mm的硬質合金YG8,作旋轉和進給運動。

圖3 單顆磨粒微切削試驗裝置
CBN磨粒在切削速度0.2m/s、切削深度1μm、切削寬度3μm時,磨粒最終的形貌如圖4所示。可以看出:磨粒在切削刃處應變較大,導致其發生微破碎。此外,磨粒在相同的工藝參數下,磨粒的實際磨損形貌如圖5所示。試驗結果表明:CBN磨粒在微切削硬質合金YG8時,其切削刃處出現明顯的微破碎磨損;而在試驗中的磨損面積較仿真更大,這是由于試驗中的單次切深為1μm,進行多次徑向進給才能去除一定體積的工件材料;當累積進給量增大時,磨粒與工件的接觸面積增大,也就造成了磨損區域面積的增大。然而,從磨粒磨損形式的角度看,依舊可以說明其發生了微破碎磨損,即實現了對仿真模型的驗證。
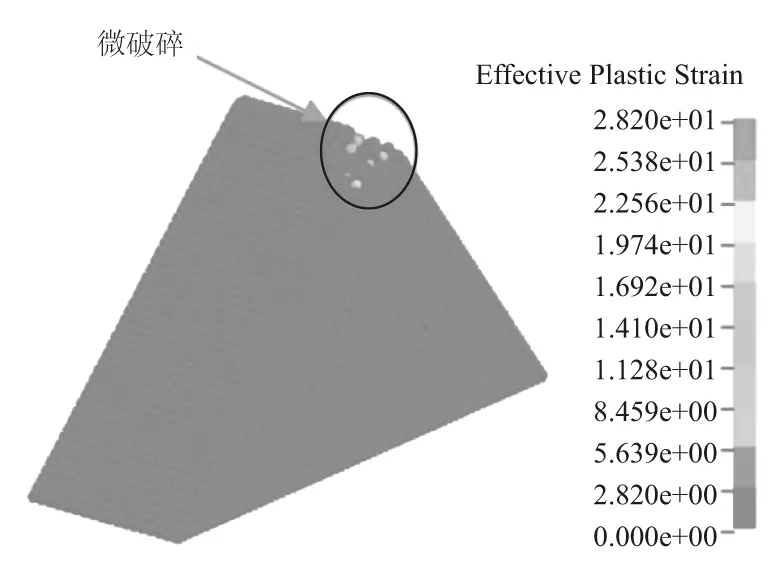
圖4 仿真中的磨粒磨損形貌

圖5 試驗中的磨粒磨損形貌
此外,磨削比是評價砂輪磨削性能的重要指標,能夠反映出砂輪的耐磨性。本文定義磨削比為磨粒去除的工件材料體積與磨粒磨損體積的比值,用來表征單顆磨粒的耐磨性。仿真與試驗的磨削比對比如圖6所示:切寬為2μm時,試驗中計算的磨削比為1007,仿真的結果為774,誤差為23.1%;增大切寬到3μm時,磨粒的切削截面積增大,磨損量增大,試驗的磨削比降到757,仿真的結果為589,降低了22.2%。這在一定程度上說明了仿真結果的可靠性。
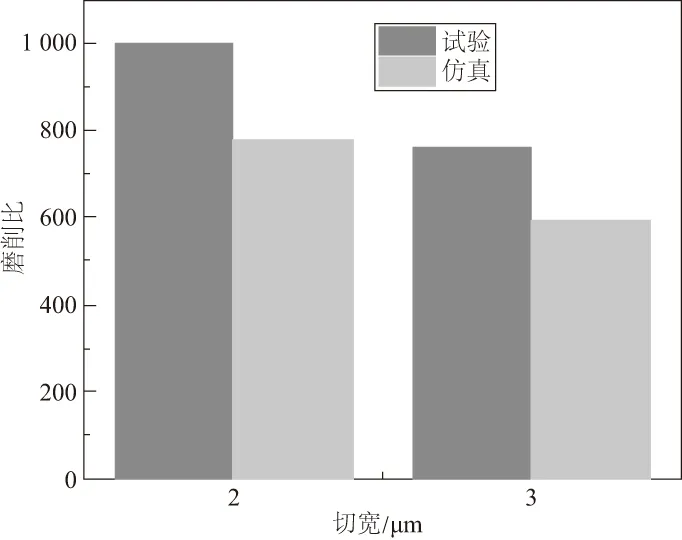
圖6 仿真與試驗磨削比對比
3 仿真結果及分析
3.1 CBN磨粒的形貌演變
CBN磨粒在切削速度為0.8m/s、切削深度為2μm、切削寬度為2μm時,磨粒的形貌演變過程如圖7所示。當累積材料去除體積為50 μm3時,有SPH粒子掉落,磨粒開始出現微破碎(圖7(a));隨著累積材料去除體積增大,磨粒不斷發生微破碎磨損,切削刃處形貌逐漸發生細微改變(圖7(b)、圖7(c));當累積材料去除體積為200 μm3時,磨粒的徑向磨損量顯著(圖7(d));當累積材料去除體積從250μm3增加到300 μm3時,磨粒磨損體積持續增大,磨粒出現大應變,其徑向磨損量也增大(圖7(e)、圖7(f))。因此,在整個微切削過程中,隨著累積材料去除體積的增大,磨粒的磨損體積和徑向磨損量也隨之增大。
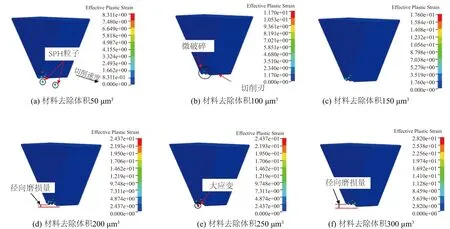
圖7 CBN磨粒形貌演變
3.2 磨粒的磨損速率
為進一步研究磨粒的磨損速率,分析了仿真中單顆磨粒磨損體積的變化情況,在切削速度為0.8m/s、切削深度為2μm、切削寬度為2μm時,相對磨損量隨切削時間的變化趨勢如圖8所示,其中磨粒的相對磨損量即磨粒磨損體積的百分比。可以看出:當累積材料去除體積在0~350 μm3時,磨損曲線的斜率較大,表明磨粒在第一階段的磨損速率較快;當累積材料去除體積在350~630 μm3時,磨粒的磨損曲線斜率也較為平緩,即磨粒在第二階段中磨損速率很慢。
在第一階段中:一方面磨粒對工件進行了沖擊;另一方面磨粒自身的缺陷(空位、位錯),致使其在切削過程中容易發生破碎,因此磨損速率較快。而磨粒在歷經第一階段的磨損后,其結構更為穩定,持續的微破碎導致磨粒的徑向磨損量不斷增大,在微切削的工況下,磨粒的實際切深減小。因此在第二階段,磨粒呈現出較慢的磨損趨勢。
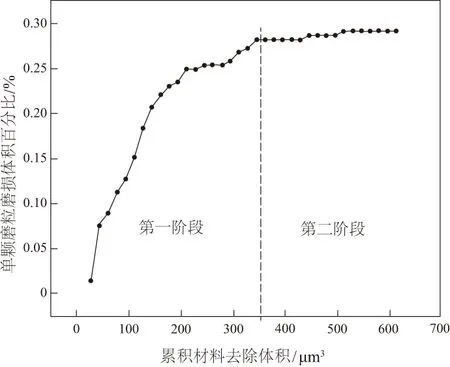
圖8 累積材料去除體積對磨粒相對磨損量的影響
3.3 切削參數對CBN磨粒相對磨損量的影響
圖9給出了材料去除體積為335μm3和261μm3時磨粒相對磨損量隨切削深度和寬度變化的曲線。由圖9(a)可知:材料去除體積為335μm3,切削深度在1.0~3.0 μm變化時,切削深度增大,磨粒的相對磨損量從0.141%增大到0.254%;而當切削深度為4.0 μm時,相對磨損量反而會減小到0.24%;材料去除體積為261μm3時的相對磨損量變化情況與335μm3時的相似。此外,切削寬度對磨粒的相對磨損量影響也是如此。這是因為:伴隨著切削深度或切削寬度增加,磨粒的切削截面積增大,切削力增大,導致磨粒的相對磨損量增大;然而在相同的材料去除體積下,切削截面積的增大,導致磨粒的切削行程減少。所以,當切削深度或切削寬度增大時,磨粒的相對磨損量呈現先增大后減小的趨勢,即切削力和切削行程相繼對磨粒的相對磨損量起主導作用。
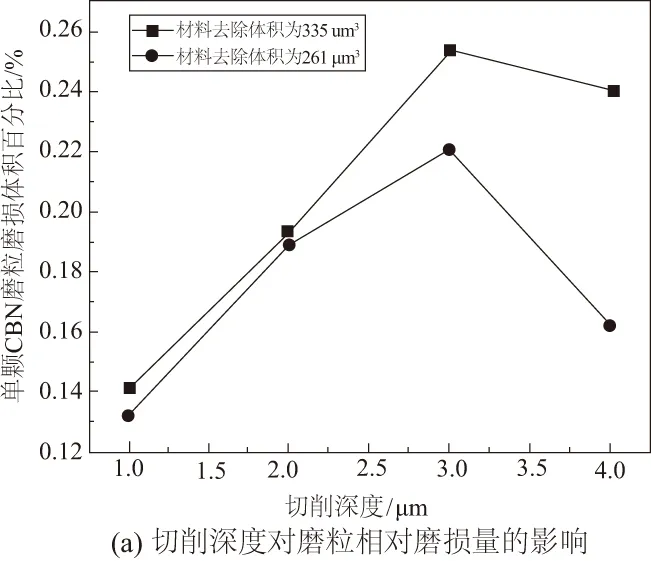
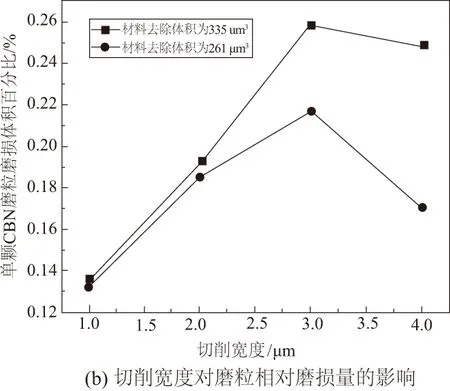
圖9 切削參數對磨粒相對磨損量的影響
4 結語
文中建立了基于SPH法的單顆CBN磨粒微切削硬質合金YG8的仿真模型,并通過其SPH粒子的掉落定量表征磨粒的磨損量,還對模型進行了試驗驗證,得出如下結論:
1) CBN磨粒微切削硬質合金YG8時,磨粒在切削刃處的大應變導致其磨損,磨損形式主要為微破碎;隨著累積材料去除體積的增大,磨粒的相對磨損量隨之增大,且磨損速率先快后慢。
2) 在相同的累積材料去除體積下,隨著切削寬度和切削深度增加,由于切削力和切削行程相繼起主導作用,磨粒的相對磨損量呈現先增大后減小的變化趨勢。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
