基于有限元分析的氣囊拋光頭結構優化設計
2021-01-29 12:35:20姜臻禹姜晨劉嘉昊
農業裝備與車輛工程 2021年1期
姜臻禹,姜晨,劉嘉昊
(200093 上海市 上海理工大學 機械工程學院)
0 引言
隨著科技的快速進步,精密、超精密光學元件在電子、光學、航空航天以及民用等眾多領域內得到了廣泛的應用,尤其是強激光技術的出現,對于加工精度和加工效率提出了愈加嚴苛的要求[1-2],因此,國內外學者提出了許多新型的拋光加工技術,如磁流變拋光[3]、磨料水射流拋光[4]和計算機控制小工具拋光[5]等。
20 世紀90 年代,英國倫敦光學實驗室與D.D.Walker等人開發出了超精密氣囊拋光技術[6],此技術采用充壓式柔性球冠形氣囊頭作為拋光工具,外部粘貼專用拋光膜,通過計算機的控制,氣囊拋光頭隨著電機旋轉并與工件表面充分接觸,在拋光液的作用下,達到拋光工件表面的目的;2000 年,Zeeko 公司開發出首臺IRP200 氣囊拋光機床,通過實驗驗證,該機床能夠加工直徑為200 mm 的熔融硅非球面光學玻璃,拋光后表面粗糙度Ra 值達到1.8 nm[7]。隨后,Zeeko 公司又相繼研發出IRP600、IRP1200、IRP2400 等拋光機床,最高面形精度RMS 值可達1/80λ(λ=0.632 8μm),表面粗糙度Ra 值可達1 nm[8]。
在國內,廈門大學潘日[9-10]等分別針對大口徑軸對稱非球面及自由曲面進動運動的建模及控制進行研究,分析了進動拋光工藝的特點,對進動運動曲線進行仿真;哈爾濱工業大學張偉、李洪玉[11-12]等通過仿真分析了幾個主要工藝參數對去除函數的影響,研究其去除特性并結合實驗驗證準確性;浙江工業大學計時鳴[13]等對不同曲率半徑的二維曲面模具進行試驗研究,針對不同曲率改變下壓量與內部壓力,使得拋光效果顯著提高;吉林大學沙樹靜[14]等人將磁流變液與氣囊拋光技術相結合,針對非球面零件進行拋光實驗,通過研究各工藝參數對拋光接觸區特征的影響,驗證該方法的有效性。
針對本文所采用的NBR70 丁腈橡膠氣囊拋光頭,利用ANSYS 有限元,分析氣囊拋光頭的充氣變形和壓力分布情況,開展氣囊拋光頭結構優化,以進一步提高拋光頭表面,為氣囊拋光頭的生產加工起到參考作用。
1 優化設計方法
基于有限元分析的氣囊拋光頭結構優化設計流程如圖1 所示。首先通過理論模型分析影響壓力分布的實驗參數,然后建立氣囊拋光頭與工件的有限元模型,并通過仿真分析氣囊拋光頭與工件的接觸變形情況,確定一組有利于接觸區域壓力分布的實驗參數,進而基于充氣變形數據對原始氣囊拋光頭進行結構優化,建立優化后氣囊拋光頭模型,采用最小二乘法計算在相同充氣壓力下優化前后氣囊拋光頭的圓度變形量,并利用相同實驗參數仿真分析優化前后氣囊拋光頭在接觸區域內的接觸變形與壓力分布情況,最后利用MATLAB 擬合優化后氣囊拋光頭曲線方程。
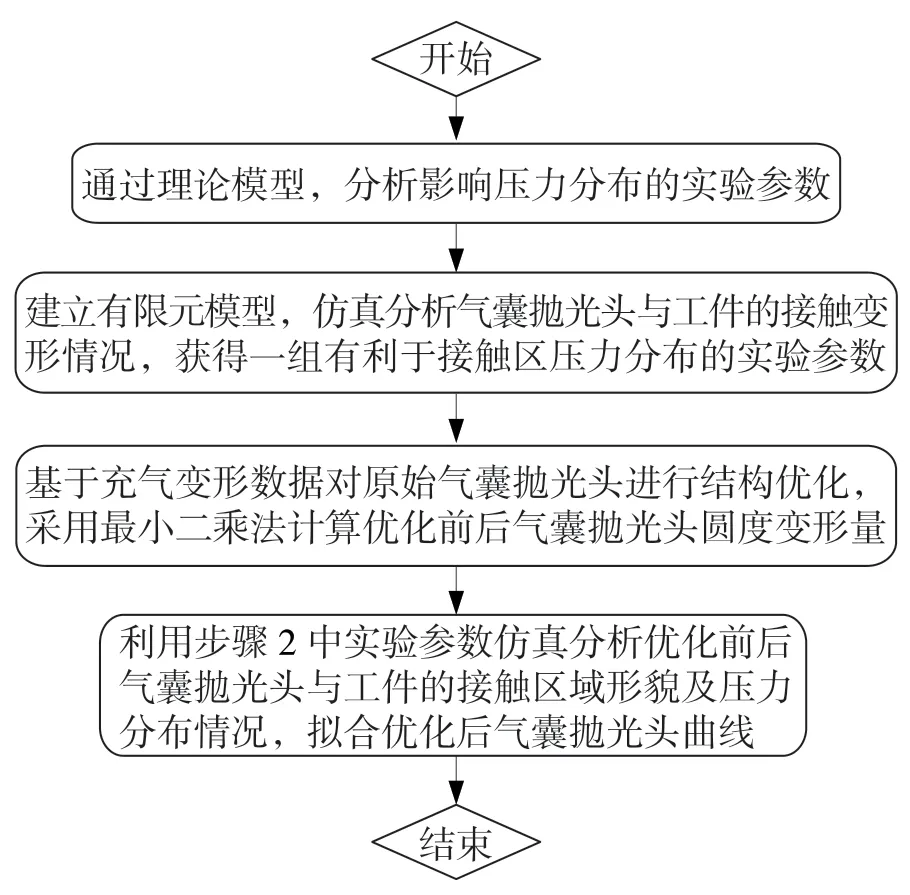
圖1 優化流程圖Fig.1 Optimization flow chart
1.1 接觸壓力分布模型
在氣囊拋光過程中,拋光頭與工件緊密貼合,伴隨著拋光液的作用,拋光頭通過旋轉運動對接觸區域內的材料進行去除。由Preston 方程可知,加工過程中接觸區域內A 點的材料去除量可表示為[15]

式中:MP——A 點的材料去除量;k——Preston方程系數;PA——A點的壓力;VA——A點的速度;tA——A 點的駐留時間。
由式(1)可知,影響材料去除量的因素有很多,其中接觸區域內的壓力被認為呈類高斯分布,其示意圖如圖2 所示,其公式可表示為

式中:PA——A 點的壓力分布;Pm——A 點內的壓力最大值;D——氣囊半徑與下壓量的差,D=R-H;α——氣囊頭球心與接觸區域邊緣連線的傾斜角。
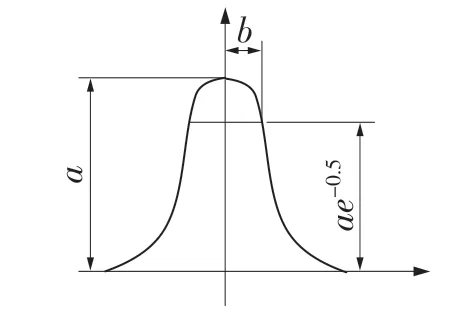
圖2 類高斯型壓力分布Fig.2 Gaussian-like pressure distribution
λ與b 決定了壓力分布模型的形狀,具體數值由充氣壓力、拋光膜材料等因素決定。
通過式(2)可以看出,充氣壓力、氣囊拋光頭半徑、下壓量等參數會對接觸區域內的壓力分布產生影響。
1.2 建立有限元模型
利用ANSYS 有限元對上述實驗參數及氣囊拋光頭下壓接觸工件的過程進行仿真分析。圖3所示為所建立球冠型氣囊拋光頭以及加工工件的三維模型。

圖3 氣囊拋光頭及工件模型Fig.3 Bonnet tool and workpiece model
仿真過程中,因為橡膠頭和加工工件只在局部發生接觸,所以,為提高接觸區域的計算準確度并減少計算量,需要對自動生成的網格做合理的調整。如圖3 所示,將加工工件進行疏密分布的非均勻網格劃分,工件四周遠離接觸區域的部分網格較為稀疏,中間接近接觸區域的網格更為密集。在氣囊頭外側靠近接觸區域的局部范圍內添加新的獨立坐標系,建立球形影響范圍做更精細的網格劃分,網格劃分結果如圖4 所示。
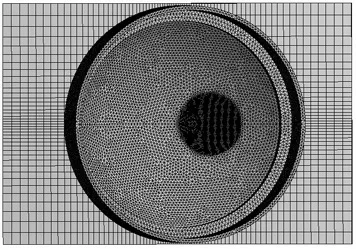
圖4 網格劃分結果Fig.4 Meshing result
考慮到橡膠材料本身的超彈性以及不可壓縮性,選用Yeoh3 本構模型來模擬其接觸變形時的狀態,并且在求解過程中打開大變形。將求解過程分為2 步:第1 步保持氣囊拋光頭靜止,在其內部施加壓力載荷;第2 步對其添加垂直于工件表面方向的位移,約束氣囊拋光頭上端圓筒形部分的全部自由度,在下方工件底面添加固定約束。各仿真參數如表1 所示。
表1 仿真參數Tab.1 Simulation parameters
1.3 結構優化與圓度變形量計算
利用上節中所建立有限元模型對表1 中各參數進行仿真分析,獲得一組有利于氣囊拋光頭與工件接觸變形的實驗參數后,基于氣囊拋光頭充氣變形數據,對原始氣囊拋光頭進行結構優化,其優化過程如圖5 所示。

圖5 氣囊拋光頭優化流程圖Fig.5 Optimization flow chart of bonnet tool
首先在ANSYS 中提取原始氣囊拋光頭輪廓數據X1,Y1,其次對原始氣囊拋光頭施加壓力載荷并提取輪廓變形量ΔX,ΔY 和變形后的輪廓數據X2,Y2。將X1,Y1 的各點坐標對應減去變形量ΔX 和ΔY 獲得一組新的輪廓數據X3,Y3,將輪廓數據X3,Y3 導入UG 中進行樣條擬合,建立一個新的氣囊拋光頭模型,在優化后的氣囊拋光頭內部施加相同壓力載荷,并提取變形后的輪廓數據X4,Y4。為了驗證優化氣囊拋光頭,可以改善充氣后輪廓圓度變形,采用最小二乘法計算圓度變形量的方法判斷優化有效性。
在利用最小二乘法計算圓度變形量的過程中,最小二乘圓的數學表達式可寫為[13]

式中:a=-2A;b=-2B;c=A2+B2-R2,只需求出a,b,c 的值即可求得最小二乘圓。
將輪廓提取出的數據點(Xi,Yi),i∈(1,2,…,N)到最小二乘圓邊緣的距離的平方與最小二乘圓半徑的平方的差寫為

定義Q(a,b,c)=∑(Qi)2,分別對a,b,c 求偏導并令偏導值等于0,即可得到極值點,根據偏導求得的結果,最后A、B、R 的擬合值為

設最小二乘圓圓心到各采樣點的距離為Ri(1,2,…,N),則圓度變形量的計算公式為

在MATLAB 中利用上述公式與所提取的氣囊拋光頭輪廓數據,計算優化前后氣囊拋光頭在相同壓力下的圓度變形量,對比計算結果。
最后,仿真分析優化前后氣囊拋光頭在相同實驗參數下接觸區域內的變形與壓力分布情況來驗證優化的有效性,并擬合優化后氣囊拋光頭曲線方程。
2 優化仿真分析與討論
利用上文所建立的仿真模型,分別分析表1中氣囊拋光頭半徑、充氣壓力、下壓量等參數對接觸區域變形情況的影響。
2.1 氣囊拋光頭半徑
加工過程中,半徑80 mm 的氣囊拋光頭常被用于粗拋階段,半徑20 mm 的氣囊拋光頭常被用于精拋階段。本節在分析氣囊頭拋光頭半徑對壓力分布的影響時,選用下壓量為1 mm,充氣壓力為0.01 MPa,傾斜角為25°,氣囊拋光頭半徑分別為20 mm 和80 mm。圖6 為兩種尺寸氣囊拋光頭在接觸區域內壓力分布的對比情況。從圖中可以看出,半徑20 mm 的氣囊拋光頭相較于半徑80 mm 的氣囊拋光頭,其壓力分布更接近類高斯分布,并且壓力值遠高于后者,這是由于氣囊拋光頭半徑越小,剛度越高,作用在工件上受到的反力越大。后文仿真分析將圍繞半徑80 mm 的氣囊拋光頭展開。
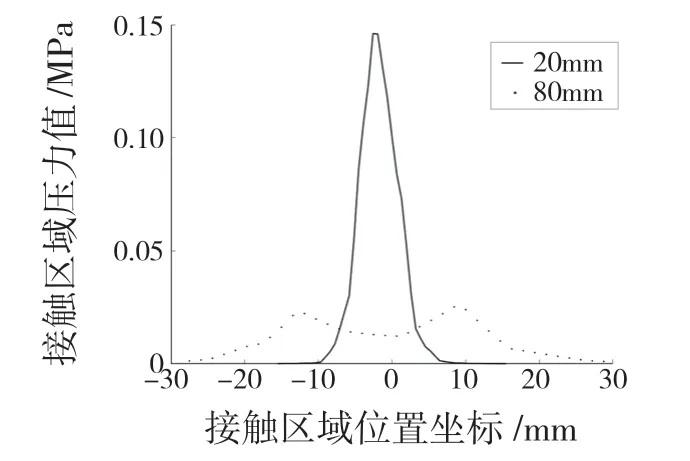
圖6 不同半徑的氣囊拋光頭壓力分布對比Fig.6 Comparison of pressure distribution of different radius bonnet tool
2.2 充氣壓力
在分析充氣壓力對壓力分布影響的過程中,氣囊拋光頭半徑、下壓量以及傾斜角的參數保持固定不變,其數值分別為80°,1°,25°,充氣壓力依次為0,0.005,0.010,0.020,0.030 MPa,仿真結果如圖7 所示。從圖7 中可以看出,接觸區域的輪廓始終基本呈圓形,但是隨著壓力的提高,中心壓力值較高的區域從最初的圓形出現向X 軸正方向偏移的趨勢且輪廓面積逐漸擴大,當充氣壓力P≥0.010 MPa 時,中心壓力值偏移的趨勢越來越明顯,這樣的壓力分布情況顯然對于接觸區域內材料去除量的預測無法起到積極作用,所以選用0.005 MPa 的充氣壓力開展后續仿真實驗。
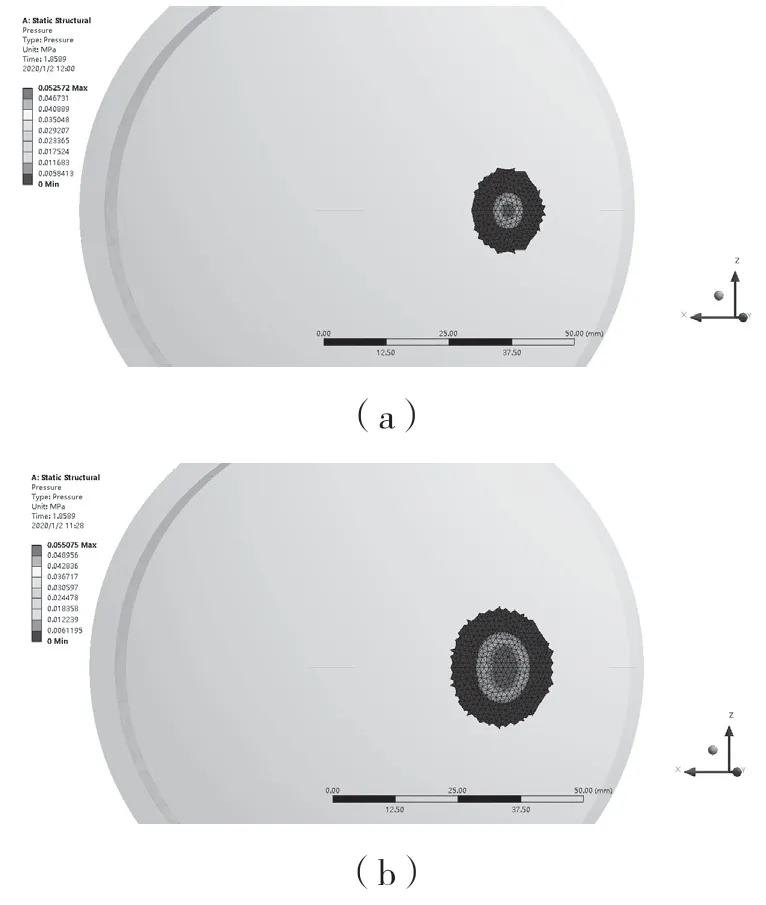
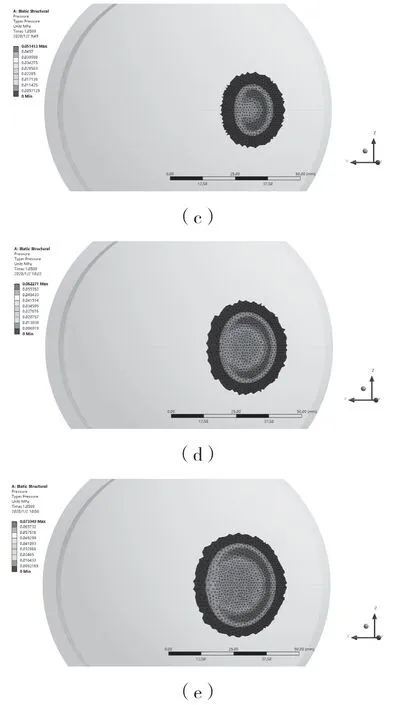
圖7 不同充氣壓力下的接觸區域變形情況Fig.7 Deformation of contact area under different inflation pressure
2.3 下壓量
在分析下壓量對接觸區域的影響時,選擇半徑為80 mm 的氣囊拋光頭,充氣壓力維持0.005 MPa 不變,傾斜角為25°,下壓量依次選擇0.5,1.0,1.5,2.0 mm,接觸區域的變形情況如圖8 所示。從圖8 中可以看出,隨著下壓量的增大,接觸區域外部能夠基本保持圓形的輪廓,而中間壓力值較高的區域面積卻逐步變大并且開始向右偏移,這說明下壓量H≤1 mm 更符合實際加工。
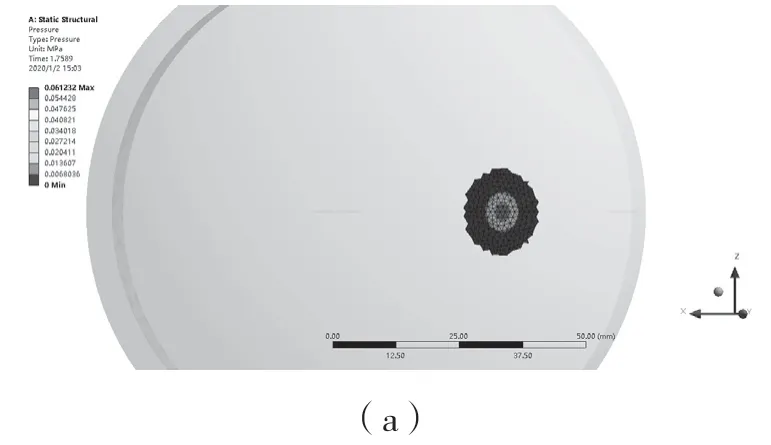
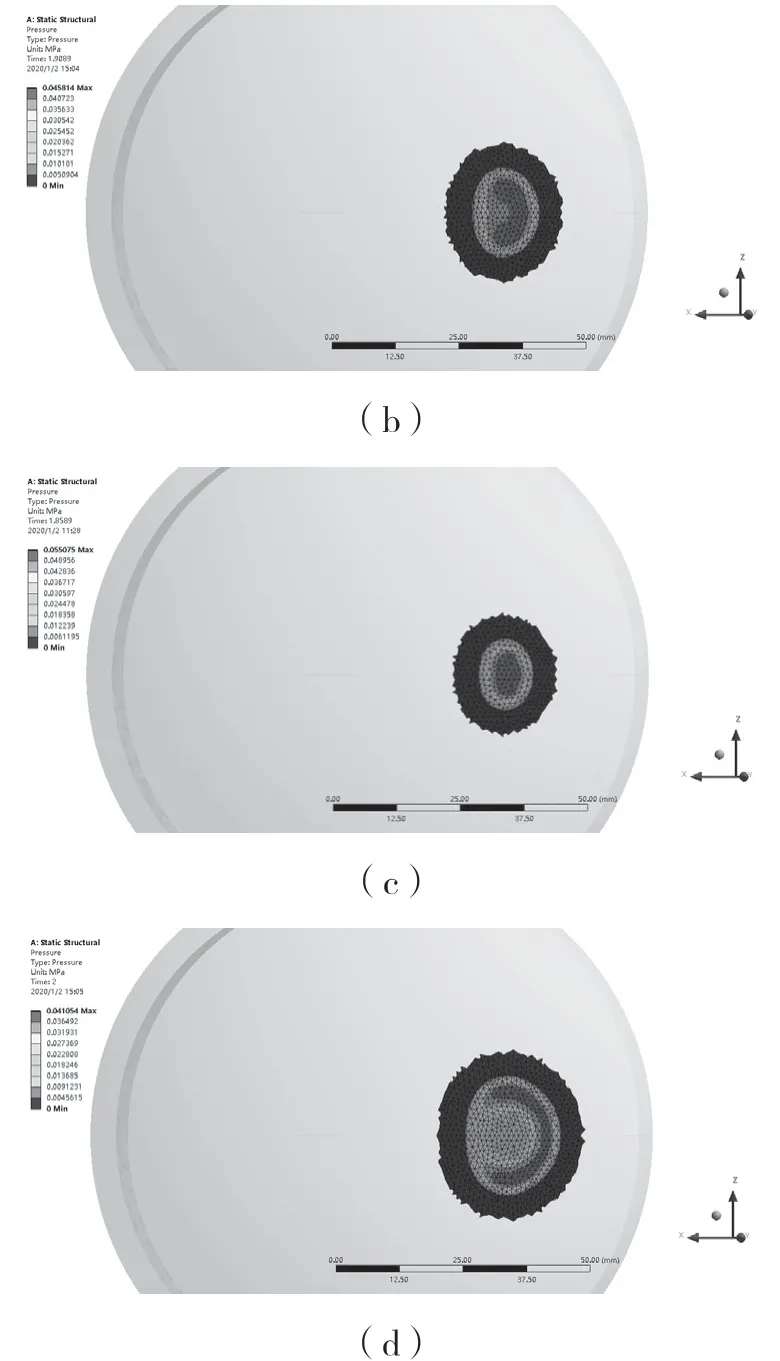
圖8 不同下壓量下的接觸區域變形情況Fig.8 Deformation of contact area under different depressions
對于K9 光學玻璃,通過對比上述仿真結果得到一組有利于接觸區域壓力分布的實驗參數,其值如表2 所示。
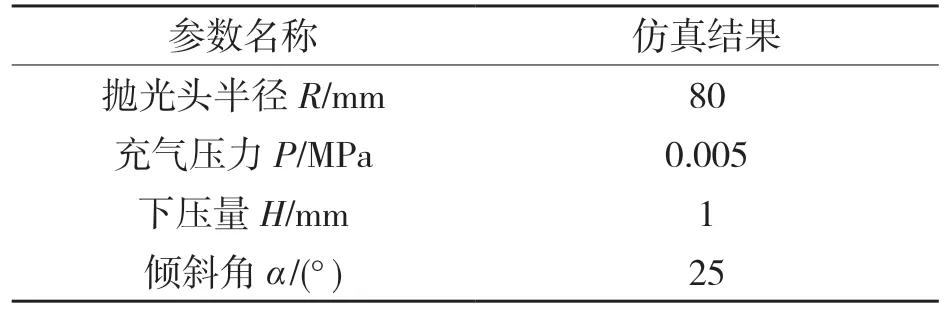
表2 仿真結果Tab.2 Simulation results
2.4 結構優化與仿真對比
在原始氣囊拋光頭結構優化過程中首先提取原始氣囊拋光頭的輪廓數據X1,Y1、充氣變形后的輪廓數據X2,Y2 和輪廓變形量ΔX,ΔY,利用圖5 中的方法對其進行結構優化,獲得一組優化后的輪廓數據X3,Y3,其三維建模結果如圖9 所示。在優化后的氣囊拋光頭內部充入相同壓力并提取充氣變形后的輪廓數據X4,Y4。

圖9 優化前后拋光頭對比Fig.9 Comparison of bonnet tool before and after optimization
將最小二乘圓公式與輪廓數據X2,Y2 和X4,Y4 導入MATLAB 中,計算得到最小二乘圓圓心坐標及最小二乘圓半徑,優化前后氣囊頭在內部充氣壓力作用下的圓度變形量計算結果如表3 所示。可以發現,在沒有改變氣囊拋光頭材料以及充氣壓力的前提下,優化后的模型能夠更好地抵抗由充氣壓力所造成的圓度變形,圓度變形量下降約50.8%。

表3 最小二乘圓計算結果Tab.3 Least square circle calculation results
利用表2 中的仿真結果對優化前后氣囊拋光頭進行與工件的接觸仿真,觀察氣囊拋光頭在接觸區域內的變形情況并提取壓力分布值,其結果如圖10 所示。從圖10(a)中可以看出,原始氣囊拋光頭在接觸區域的接觸變形輪廓基本呈圓形,但是在圖10(b)中,壓力值沒有從外向內依次遞增,而是呈駝峰狀對稱分布,中心位置的壓力分布值較低,兩邊壓力分布值較高,與圖2中的類高斯分布相去較遠。
圖11(a)中優化后的氣囊拋光頭,其接觸區域外輪廓與內部壓力較高區域的輪廓皆呈圓形;圖11(b)中壓力值由兩邊向中心逐漸遞增并且基本沒有出現應力峰值點向X 軸負向偏移的情況,壓力值分布相較于圖9(b)更接近類高斯分布。由此驗證了優化后的氣囊拋光頭不僅能更好地抵抗由充氣壓力導致的圓度變形,并且對于接觸區域的壓力分布情況也能夠起到積極的作用。
最后,將優化后的氣囊拋光頭輪廓數據導入MATLAB 中進行曲線擬合,得到其曲線方程為
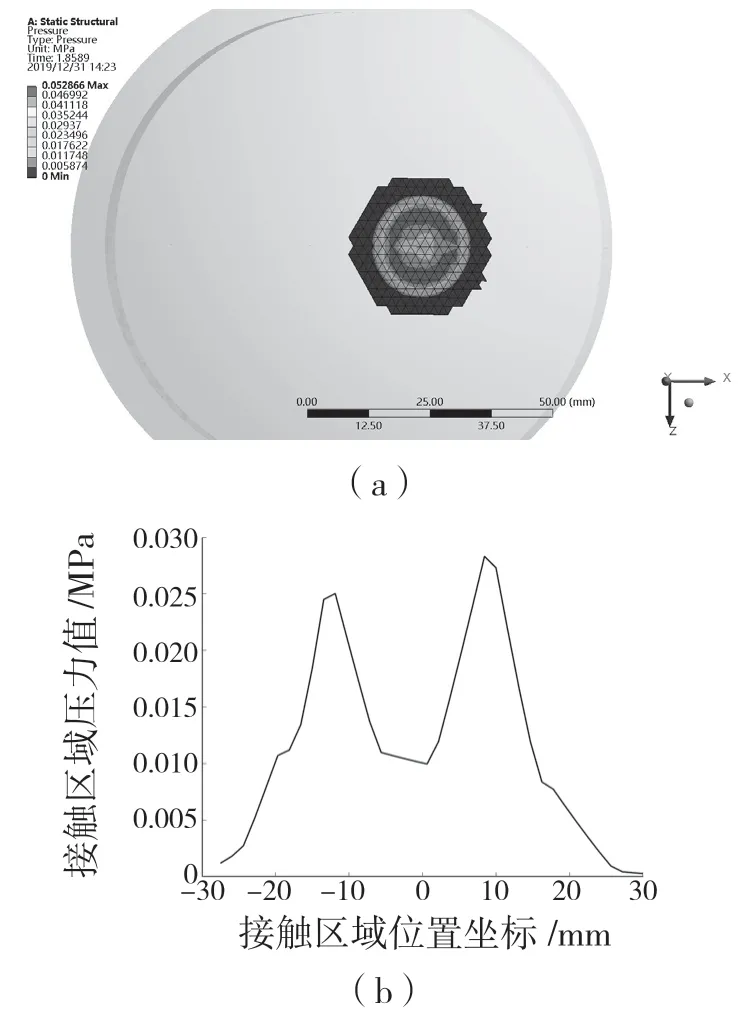
圖10 原始氣囊拋光頭的接觸區域形貌及壓力分布情況Fig.10 Contact area morphology and pressure distribution of original bonnet tool
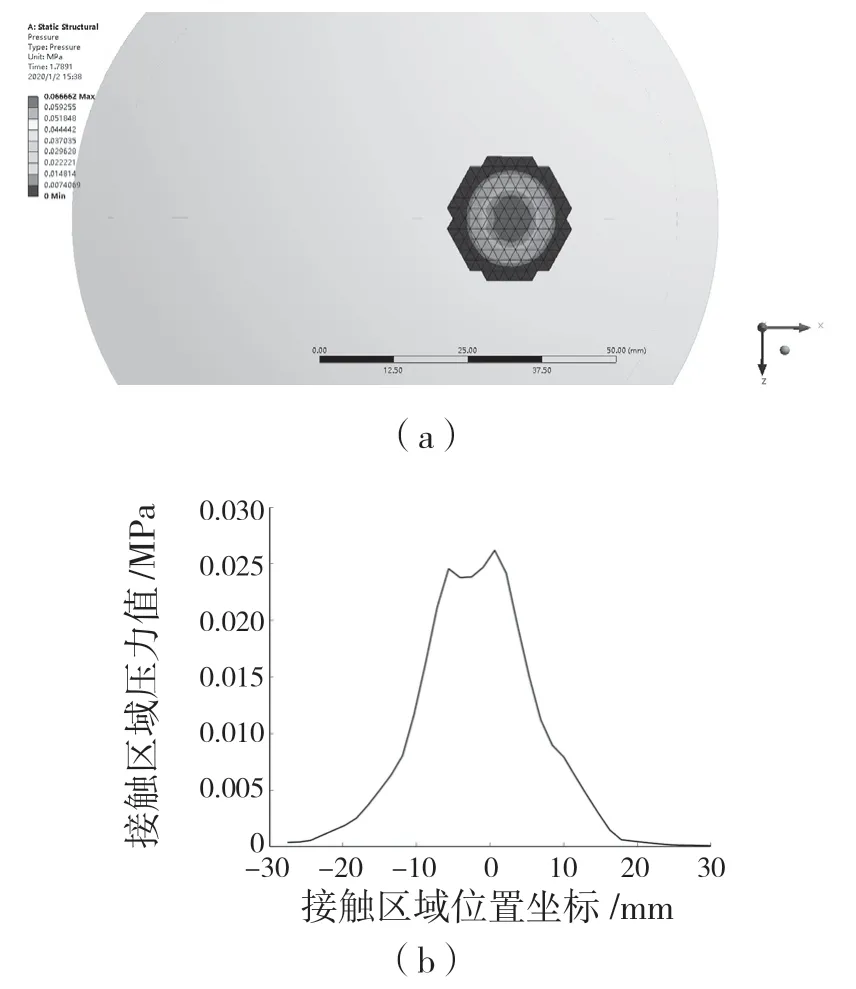
圖11 優化后氣囊拋光頭的接觸區域形貌及壓力分布情況Fig.11 Contact area morphology and pressure distribution of optimized bonnet tool
3 結論
(1)通過Preston 理論模型分析獲得影響壓力分布的實驗參數,建立ANSYS 有限元模型,對比氣囊拋光頭與工件的接觸變形情況,獲得一組有利于接觸變形的實驗參數。
(2)提取原始氣囊拋光頭的初始輪廓與充氣后的變形數據對其進行輪廓曲線優化,利用最小二乘法計算出,優化后氣囊拋光頭在相同壓力下圓度變形量下降約50.8%,證明優化后的氣囊拋光頭具有更好的抵抗充氣變形的能力。
(3)仿真分析優化前后氣囊拋光頭在相同實驗參數條件下對接觸變形情況與壓力分布的影響,發現優化后氣囊拋光頭接觸變形的輪廓相較于優化前更為均勻,其壓力值更接近類高斯分布。最后利用MATLAB 擬合獲得優化后的氣囊拋光頭曲線方程。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44