基于電磁成形技術(shù)的金屬材料焊接方法研究
2021-01-24 08:37:22馬晉芳
世界有色金屬 2020年21期
關(guān)鍵詞:實驗
馬晉芳
(山西建筑職業(yè)技術(shù)學(xué)院,山西 晉中 030600)
電磁成型技術(shù)是一種高科技的電磁成型手段,本文將首先對電磁成型技術(shù)的概念進(jìn)行概述,之后針對電磁成型技術(shù)的金屬材料焊接方式方法進(jìn)行詳細(xì)的探究。
1 電磁成型技術(shù)
電磁成型技術(shù)是一種通過電磁手段使金屬成型的工藝,這種工藝是通過電容器與電源開關(guān)形成電回路,在電回路生成的瞬間電流會通過線圈形成巨大的磁場,這種強大的磁場會使金屬部件內(nèi)部產(chǎn)生感應(yīng)電流與磁場,在磁場力的作用之下使金屬部件得到有效的焊接。使用電磁成型技術(shù)對金屬進(jìn)行焊接是一種十分便捷的焊接手段,適用于薄壁板材的成型,并且這種焊接工藝還能對不同的管材進(jìn)行焊接,是一種高速成型工藝,使用電磁成型技術(shù)對金屬材料進(jìn)行焊接是一種清潔的金屬焊接工藝,在焊接過程中不會產(chǎn)生煙無粉塵等至害物質(zhì),并且電磁成型技術(shù)設(shè)備簡單,不需要復(fù)雜的模具,焊接費用低廉,但是由于電磁成型技術(shù)是利用電流形成的磁場對金屬進(jìn)行焊接工作的,所以電磁成型技術(shù)對于金屬材料的要求較高,適用范圍較窄。在人們的生產(chǎn)生活中起著重要的作用。通過近些年來電磁成型技術(shù)的不斷發(fā)展,隨著有限元理論的進(jìn)步,在進(jìn)行電磁成型技術(shù)金屬焊接的過程中,工作人員會利用有限元參數(shù)軟模擬電磁成形技術(shù)中的電參數(shù)、力學(xué)參數(shù)、形變等過程,提高了電磁成型技術(shù)的金屬焊接質(zhì)量。
2 電磁脈沖焊接
通過電磁成型技術(shù)的概念理論描述可以得知,電磁成型技術(shù)是一種清潔環(huán)保的金屬焊接技術(shù),適用于金屬焊接工作,近年來隨著電磁成型技術(shù)的不斷發(fā)展,電磁成形技術(shù)的金屬焊接工藝研究也取得了重大突破,脈沖焊接成為了時下應(yīng)用最廣泛的電磁成型技術(shù)焊接工藝,隨著電磁成型技術(shù)的不斷發(fā)展,人們在電磁成型技術(shù)理論的基礎(chǔ)上又發(fā)現(xiàn)了電磁脈沖焊機額,電磁脈沖焊機是給予電磁成型技術(shù)金屬材料焊接的最主要手段,是一種最新的焊接工藝,其工作原理是將焊接件在脈沖磁場力的作用下與被焊接件以一定的速度角度發(fā)生碰撞,形成電磁流,從而使焊接件緊密結(jié)合在一起的焊接手段,這種手段提高了電磁成型技術(shù)金屬焊接的工藝水平,電磁焊接與傳統(tǒng)工藝相比能夠避免焊接件的熔點不同造成的焊接不穩(wěn)定現(xiàn)象,并且在焊接過程中能夠避免因為氧化而造成的焊接連接處脆弱等問題的出現(xiàn),并且電磁脈沖焊接技術(shù)還能夠?qū)崿F(xiàn)控制電磁能量,焊接精度高,能夠進(jìn)行自動化生產(chǎn),提高了焊接效率。電磁脈沖焊接是一種高能率成型的焊接手段,避免了高溫氧化對金屬焊接處造成的損傷,減少了金屬焊接處氧化化學(xué)物質(zhì)的產(chǎn)生。電磁脈沖焊接方法應(yīng)用范圍較小,且焊接工藝復(fù)雜,電磁脈沖焊現(xiàn)只存在于科學(xué)實驗之中,并沒有被市場廣泛接納,所以下面將針對電磁脈沖焊接的金屬焊接實驗進(jìn)行探究[1]。
3 金屬焊接
在金屬焊接過程中,鋁-鈦合金與碳纖維材料的焊接是焊接的難點,下面將通過鋁-鈦合金的焊接實驗過程與碳纖維材料的試驗過程進(jìn)行簡述,說明電磁脈沖焊在實驗中達(dá)到的效果。
(1)電磁脈沖焊接前期準(zhǔn)備。通過電磁成形機中的電磁脈沖焊實驗設(shè)備對鋁-鈦合金進(jìn)行焊接實驗的過程中,采用了220V的充電系統(tǒng),之后通過升壓、整流變直流的方式給進(jìn)行電容組的充電工作。電磁脈沖焊接設(shè)備由五個電容量為85UF的電容組成,其總?cè)萘繛?25UF,最大儲存電能為25千焦,之后對放電電壓裝置進(jìn)行預(yù)先設(shè)置工作,將放電電壓的最大值限定在10KV,保障實驗的安全性。之后實驗設(shè)備中還應(yīng)當(dāng)設(shè)置擊穿開關(guān),當(dāng)指令開始時,電流設(shè)備會向擊穿開關(guān)釋放220V的交流電,交流電經(jīng)過升壓變壓器之后,變壓器會將220v電壓升壓至2000v,2000v的電壓會將擊穿開關(guān)的探頭進(jìn)行擊穿,形成一個強大的放電回路。之后還應(yīng)當(dāng)配備放電線圈、模具以及金屬夾具等物品,幫助試驗更加順利地進(jìn)行,在特殊的焊接實驗條件下,還應(yīng)當(dāng)準(zhǔn)備驅(qū)動片及集磁器等設(shè)備。

表1 3A21鈦合金化學(xué)成分表

表2 TC4鈦合金化學(xué)成分表
(2)鋁-鈦合金選材。對鋁-鈦合金的選材是一項十分重要的工作,實驗中采用3A21鋁合金板材及TC4鈦合金板材進(jìn)行試驗,化學(xué)成分表見圖1,由于電磁脈沖焊接技術(shù)現(xiàn)在只能夠?qū)Ρ”诓牧线M(jìn)行焊接,所以在板材時3A21鋁合金板材的厚度為1mm,TC4鈦合金板材厚度為2mm,在對兩種板材進(jìn)行切割的過程中,不可避免的會沾染油污等其他物質(zhì),所以在板材切割完畢之后還應(yīng)當(dāng)對板材進(jìn)行進(jìn)一步的清理,切割后的金屬殘渣會附著于金屬板材的表面,在一定程度上影響了電磁脈沖焊接的焊接質(zhì)量,對其進(jìn)行去氧化膜去油污處理能夠排除掉一部分影響實驗的因素。在處理過程中應(yīng)當(dāng)使用對金屬表面不會造成腐蝕的化學(xué)試劑進(jìn)行板材的清理工作,對于TC4鈦合金鋼板的進(jìn)行處理時可以采用丙酮清洗,在清洗完畢之后再用無水乙醇進(jìn)行清理,清理完畢之后要進(jìn)行觸吹干處理,對于3A21鋁合金板材進(jìn)行清理時應(yīng)當(dāng)先用丙酮進(jìn)行清洗,之后再利用清水清洗板材表面,之后的清理步驟與TC4鈦合金鋼板處理措施一致,在此不做贅述,在進(jìn)行完金屬板表面清理工作后,下面將進(jìn)行電磁脈沖焊接試驗。
(3)焊接試驗。為了驗證滑移是否是電磁脈沖焊接成功的必要因素,所以在進(jìn)行焊接的過程中,試驗利用了不同的角度進(jìn)行了滑移試驗,其滑移角度分別為30°、45°、60°。實驗中鋁合金板材尺寸為35*10*1,鋁合金板材地尺寸為25*10*2,之后實驗人員將電磁發(fā)力方向與壓合面的角度進(jìn)行了適當(dāng)?shù)恼{(diào)整,滿足試驗焊接角度的需求。之后研究人員便將焊件進(jìn)行了電磁脈沖焊接試驗,實驗過后研究人員對焊接件進(jìn)行了外觀的檢查,通過外觀的觀察發(fā)現(xiàn)焊接件焊接的十分緊實,達(dá)到了電磁脈沖焊接的焊接效果,在對焊接件外觀檢查完畢之后,研究人員又對焊接件進(jìn)行了切割工作,通過焊接件內(nèi)部觀察可以得知,焊接件內(nèi)部有一小部分金屬由于強烈的沖擊產(chǎn)生了形變,并未實現(xiàn)焊接的情況,研究人員通過進(jìn)一步分析得出了焊接失敗的原因,雖然焊接件之間存在角度差異,并且存在速度差異,但是因為脈沖焊接技術(shù)沒有一個具體而完整地理論參數(shù),所以焊接中會出現(xiàn)一定的不可預(yù)知的問題,又因為無法掌握正確的焊接角度,所以導(dǎo)致焊接過程中焊件之間沒有產(chǎn)生有效的聚能效應(yīng),未能實現(xiàn)焊接。表3為焊接試驗數(shù)據(jù)。
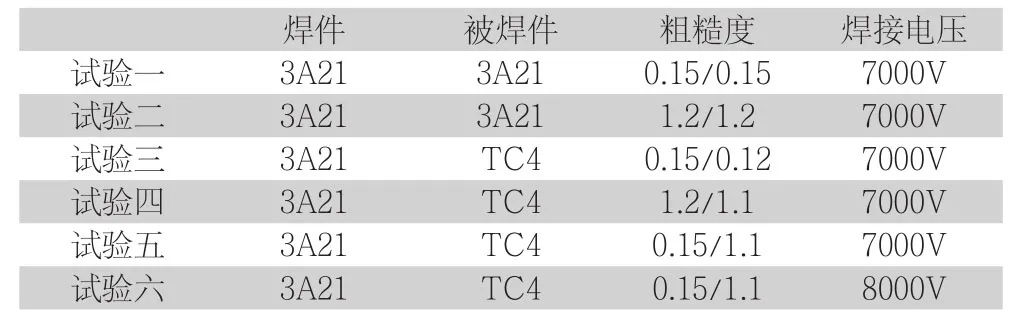
表3 焊接試驗數(shù)據(jù)
吸取第一組實驗的失敗教訓(xùn)之后,研究人員根據(jù)爆炸焊接工藝與蒸發(fā)箔焊接工藝進(jìn)行了研究,從中獲得了一定的啟發(fā),通過之前的實驗可以證明,把握好正確的焊接角度是焊接成功的重要因素之一,所以在這次試驗中依舊采用不同的角度進(jìn)行試驗,在這次試驗中實驗人員改進(jìn)了模具,在進(jìn)行電磁脈沖的過程中會產(chǎn)生大量的能量,這種能量能夠使焊接材料發(fā)生形變,為了克服這一問題,研究人員將模具設(shè)計下行到適合的位置時進(jìn)行上模具與下模具進(jìn)行焊接工作,設(shè)置了一道人為的下行點,用以吸收多余的電磁沖擊能量,保障焊接材料的完整性。研究人員利用新模具進(jìn)行了四次試驗,通過實驗結(jié)果來看,采用新模具焊接的焊接成功率達(dá)到了50%,根據(jù)焊接理論、實驗?zāi)M結(jié)果來看,電磁脈沖焊接角度使電磁脈沖焊接成功的重要因素之一,再利用電磁焊接技術(shù)進(jìn)行焊接的過程中應(yīng)當(dāng)對焊接模具進(jìn)行設(shè)計,通過改進(jìn)焊接模具提高焊接模具的能量吸收效率,可以提升電磁脈沖焊接的成功率。通過研究可以得知鋁-鈦焊接可以通過電磁脈沖焊接進(jìn)行實現(xiàn),為電磁脈沖金屬焊接技術(shù)的發(fā)展提供了重要的實驗理論與數(shù)據(jù)。
(4)碳纖維強化焊接。碳是一種非金屬物質(zhì),碳合金是一種帶有碳元素的合金物質(zhì),加強金屬表面碳元素的含量能夠有效提高金屬的韌性與堅實程度,通過電磁脈沖焊接可以實現(xiàn)金屬與分金屬元素的焊接工作,這種焊接現(xiàn)在僅存在于實驗研究階段,與電磁脈沖合金焊接技術(shù)一樣,都沒有被大規(guī)模的實踐應(yīng)用,所以下面將針對碳纖維強化的電磁脈沖焊接技術(shù)實驗進(jìn)行簡單的敘述,為未來的金屬焊接技術(shù)提供一定的思路,實驗采用碳與含碳金屬作為焊接樣本,由于實驗是采用日本標(biāo)準(zhǔn),所以磁力脈沖焊接設(shè)備使用的是200V的日本標(biāo)準(zhǔn)電壓,裝置采用33.3UF電容裝置組成,共有12個,能為設(shè)備提供33-400UF的電容量,在實驗過程中由于碳受熱容易引起蒸發(fā)燃燒的現(xiàn)象,所以在前期實驗過程中,碳元素始終得不到有效地焊接,研究人員有將碳材料直接放置于含碳元素的金屬板上進(jìn)行焊接試驗,但效果依舊不明顯,之后研究人員放棄了純碳素材的使用,轉(zhuǎn)而利用含碳的寬20mm厚度為1mm長度為20mm的板材,與合金進(jìn)行電磁脈沖焊接實驗,并對實驗中產(chǎn)生的溫度進(jìn)行了嚴(yán)格的檢測,根據(jù)板材的溫度監(jiān)測可以得知在進(jìn)行焊接的過程中,板材的溫度在300℃與400℃之間,并且材料間隔越遠(yuǎn)溫度越高,這就說明在進(jìn)行電磁脈沖焊接的過程中,相關(guān)人員應(yīng)當(dāng)熟悉每種材質(zhì)的熔點,通過溫度與距離的比例嚴(yán)格控制電磁脈沖焊接舉例,提高焊接的質(zhì)量。在這次試驗中實驗結(jié)果依舊出現(xiàn)了一定的偏差,但是通過這次試驗可以證明,含碳素材也可以被用于電磁脈沖焊接技術(shù)之中,在進(jìn)行含碳素材與金屬素材的電磁脈沖焊接過程中,焊接溫度直接決定了焊接的質(zhì)量,為今后的焊接技術(shù)發(fā)展提供了另一種可能性。
4 結(jié)語
基于電磁成形技術(shù)的金屬材料焊接方法研究可以得知,電磁成型技術(shù)金屬材料焊接方法目前只有電磁脈沖焊接工藝一種,并且這種工藝還沒有被大規(guī)模利用,通過異種金屬的焊接實驗可以得知,電磁脈沖金屬焊接技術(shù)可以用于異種金屬的焊接之中。
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
