ESP工藝下低碳鋼奧氏體演變行為
2021-01-15 11:36:00周曉光張東航劉振宇
周曉光, 王 鐸, 張東航, 劉振宇
(東北大學(xué) 軋制技術(shù)及連軋自動(dòng)化國(guó)家重點(diǎn)實(shí)驗(yàn)室, 遼寧 沈陽(yáng) 110819)
目前,降低生產(chǎn)成本、提高生產(chǎn)效率、降低能耗和保護(hù)環(huán)境是鋼鐵行業(yè)的重要發(fā)展方向.隨著熱軋技術(shù)的進(jìn)步,現(xiàn)在可通過(guò)熱軋的方式生產(chǎn)過(guò)去只能采用冷軋生產(chǎn)的薄帶鋼,即“以熱代冷”,這樣的生產(chǎn)方式不僅減少了交貨時(shí)間,還大大降低了生產(chǎn)成本[1-2].帶鋼無(wú)頭軋制(endless strip production,ESP)工藝作為最具代表性的前沿短流程技術(shù),是由薄板坯連鑄連軋技術(shù)不斷發(fā)展和升級(jí)而產(chǎn)生的,由于它特殊的熱履歷和穩(wěn)恒(恒溫、恒速、恒張力)的生產(chǎn)過(guò)程,相比常規(guī)熱軋和其他短流程技術(shù),具有低能耗、低排放、高成材率和良好的組織性能均勻性等優(yōu)勢(shì),更適合生產(chǎn)高品質(zhì)“以熱代冷”產(chǎn)品[3-8].薄規(guī)格低碳鋼在汽車、家電等領(lǐng)域應(yīng)用廣泛,通過(guò)ESP工藝生產(chǎn)薄規(guī)格低碳鋼,對(duì)于節(jié)能減排和提高產(chǎn)品質(zhì)量具有重要意義.目前,國(guó)內(nèi)外學(xué)者對(duì)短流程工藝已經(jīng)開(kāi)展了相關(guān)研究并取得了一些重要成果[9-14],但對(duì)于ESP工藝條件下低碳鋼連鑄坯直接軋制、粗軋階段大道次變形量以及中間坯補(bǔ)熱工序?qū)W氏體組織演變規(guī)律和相關(guān)機(jī)理尚不明確.
基于此,本文針對(duì)ESP工藝特殊的熱履歷以及技術(shù)特點(diǎn),通過(guò)鑄坯直接軋制以及帶有中間坯補(bǔ)熱工序的大道次變形量熱軋實(shí)驗(yàn)?zāi)M奧氏體組織演變行為,并與常規(guī)熱軋工藝進(jìn)行了對(duì)比,研究結(jié)果為工業(yè)生產(chǎn)高品質(zhì)“以熱代冷”的薄規(guī)格低碳鋼產(chǎn)品提供了理論指導(dǎo).
1 實(shí)驗(yàn)材料及工藝設(shè)計(jì)
1.1 成分設(shè)計(jì)
實(shí)驗(yàn)鋼的化學(xué)成分如表1所示.

表1 實(shí)驗(yàn)鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù))
1.2 鑄坯直接軋制實(shí)驗(yàn)
通過(guò)真空冶煉鋼水,鑄造兩塊相同規(guī)格的楔形鑄坯,鑄坯厚度方向和長(zhǎng)度方向尺寸如圖1所示.熱軋實(shí)驗(yàn)工藝:將其中一塊鑄坯脫模冷卻至1 150 ℃ 后直接進(jìn)行一道次軋制(模擬ESP工藝的粗軋第一道次)后立即淬火.將另外一塊鑄坯冷卻至室溫,然后將冷鑄坯再加熱至1 200 ℃保溫1 h后冷卻至1 150 ℃進(jìn)行一道次軋制(模擬常規(guī)熱軋工藝的粗軋第一道次)后立即淬火.兩塊鑄坯軋后厚度均為13 mm.對(duì)兩種工藝變形后道次壓下率分別為48%,53.6%,66.7%和72.3%的位置進(jìn)行取樣,觀察奧氏體組織的變化規(guī)律.

圖1 楔形鑄坯的尺寸
1.3 帶有中間坯補(bǔ)熱工序的大道次變形量熱軋實(shí)驗(yàn)
將尺寸為90mm(長(zhǎng))×100mm(寬)×20 mm(厚)的矩形坯放入加熱爐中加熱至1 200 ℃,保溫1 h后進(jìn)行熱軋實(shí)驗(yàn),熱軋實(shí)驗(yàn)工藝如圖2所示.本實(shí)驗(yàn)是在東北大學(xué)軋制技術(shù)及連軋自動(dòng)化國(guó)家重點(diǎn)實(shí)驗(yàn)室的異步軋機(jī)上進(jìn)行的,軋制工藝分為以下兩種:
1) 帶有中間坯補(bǔ)熱工序的大道次變形量軋制工藝.實(shí)驗(yàn)鋼變形過(guò)程中道次變形量較大,具體的壓下規(guī)程為20 mm→11.6 mm→7 mm→4.2 mm→2.5 mm,前兩道次變形(模擬粗軋過(guò)程)后中間坯空冷至950 ℃,將其置于1 130 ℃的均熱爐中保溫20 s(模擬中間坯補(bǔ)熱),再進(jìn)行后兩道次軋制(模擬精軋過(guò)程),四道次的軋制溫度分別為1 100,1 000,1 080和900 ℃.
2) 模擬常規(guī)軋制工藝.實(shí)驗(yàn)鋼變形過(guò)程中道次變形量較小,具體的壓下規(guī)程為20 mm→14 mm→10 mm→7 mm→4.8 mm→3.5 mm→2.5 mm,前3道次模擬粗軋過(guò)程,后3道次模擬精軋過(guò)程,6道次的軋制溫度分別為1 100,1 070,1 000,950,930和900 ℃.
兩組工藝條件下,分別在粗軋結(jié)束和精軋結(jié)束后對(duì)板坯進(jìn)行淬火,觀察對(duì)應(yīng)位置高溫奧氏體的晶粒尺寸.
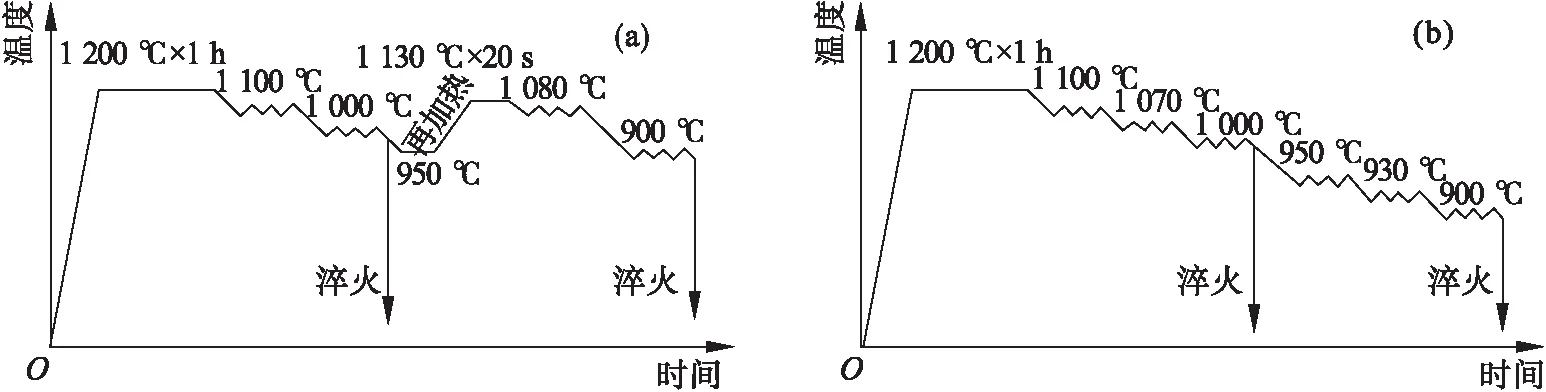
圖2 軋制工藝示意圖
上述淬火后試樣經(jīng)不同粗糙度砂紙研磨、拋光,之后采用水浴爐將腐蝕液加熱至70 ℃左右,開(kāi)始對(duì)試樣進(jìn)行腐蝕,直至原始奧氏體晶界出現(xiàn).腐蝕液由過(guò)飽和苦味酸水溶液加二甲苯、極少量鹽酸和海鷗牌洗發(fā)膏的混合液組成.腐蝕完成的試樣在奧林巴斯金相顯微鏡下觀察奧氏體形貌.然后,采用截線法測(cè)定奧氏體平均晶粒尺寸,再使用Image Pro Plus軟件進(jìn)行手動(dòng)描圖,把輪廓清晰的晶粒描繪出來(lái),并自動(dòng)計(jì)算出各個(gè)晶粒的尺寸,將數(shù)據(jù)輸入Origin中統(tǒng)計(jì)奧氏體晶粒尺寸分布情況.
2 實(shí)驗(yàn)結(jié)果及分析
2.1 鑄坯直接軋制實(shí)驗(yàn)
圖3給出了楔形鑄坯直接軋制一道次后壓下率分別為48%,53.6%,66.7%和72.3%處奧氏體組織.對(duì)于鑄坯直接軋制而言,壓下率為48%時(shí),奧氏體平均晶粒尺寸較大(250 μm),且晶粒呈拉長(zhǎng)狀態(tài),晶界產(chǎn)生的晶格畸變區(qū)為動(dòng)態(tài)再結(jié)晶的形核點(diǎn),此時(shí)仍然有大量的鑄坯奧氏體沒(méi)有發(fā)生動(dòng)態(tài)再結(jié)晶,混晶現(xiàn)象明顯;當(dāng)壓下率增大至66.7%時(shí),直接軋制鑄坯發(fā)生了較為充分的動(dòng)態(tài)再結(jié)晶,奧氏體晶粒顯著細(xì)化,平均晶粒尺寸為81.3 μm;在壓下率72.3%條件下,鑄坯發(fā)生了100%的動(dòng)態(tài)再結(jié)晶,平均晶粒尺寸為49.8 μm,組織細(xì)小均勻.圖4給出了楔形再加熱鑄坯軋制后壓下率分別為48%,53.6%,66.7%和72.3%時(shí)的奧氏體組織.可以看出,變形后奧氏體也發(fā)生了較為充分的動(dòng)態(tài)再結(jié)晶,壓下率48%條件下平均晶粒尺寸為103.5 μm,當(dāng)壓下率增加至72.3%時(shí),平均晶粒尺寸為57.6 μm.圖5給出了兩種工藝條件下不同壓下率對(duì)應(yīng)的奧氏體平均晶粒尺寸,在變形溫度和應(yīng)變速率相同的條件下,變形量越大,動(dòng)態(tài)再結(jié)晶發(fā)生得越充分,平均晶粒尺寸越細(xì)小,鑄坯再加熱軋制壓下率在48%,53.6%和66.7%時(shí),奧氏體晶粒尺寸相比鑄坯直接軋制較為細(xì)小,而當(dāng)壓下率增加至72.3%時(shí),鑄坯直接軋制的奧氏體晶粒更加細(xì)小,組織更為均勻.分析原因:①冷坯料在冷卻和再加熱過(guò)程中發(fā)生了γ→α→γ(2)兩次相變,使得變形前奧氏體晶粒得到細(xì)化,較細(xì)的初始晶粒相對(duì)鑄坯組織具有更多晶界,晶界為再結(jié)晶提供了形核點(diǎn),在壓下率不大的條件下,軋制過(guò)程中奧氏體再結(jié)晶比鑄坯直接軋制工藝更易發(fā)生.②通過(guò)熱力學(xué)計(jì)算,得到了鑄坯AlN平衡溶度積、實(shí)際溶度積與凝固分?jǐn)?shù)的關(guān)系[15-16],發(fā)現(xiàn)凝固參數(shù)為0.76時(shí)(對(duì)應(yīng)的溫度為1 471.02 ℃),AlN開(kāi)始析出,在直接軋制工藝中,軋制溫度為1 150 ℃,鑄坯在變形前就會(huì)發(fā)生AlN的沉淀析出;而鑄坯再加熱軋制工藝條件下,通過(guò)AlN在奧氏體中的固溶度積公式[14]計(jì)算該成分鋼AlN平衡濃度積對(duì)應(yīng)的溫度為1 103.65 ℃,鑄坯再加熱溫度為1 200 ℃,鑄坯脫模后冷卻過(guò)程中析出的AlN在再加熱至1 200 ℃后保溫1 h的過(guò)程中充分溶解,再加熱鑄坯變形溫度為1 150 ℃,故變形前基本沒(méi)有AlN顆粒析出.同時(shí),文獻(xiàn)[14]提出第二相粒子AlN的沉淀析出受Al含量影響很大,即Al含量增高會(huì)極大地促進(jìn)AlN的沉淀析出.鑄坯直接軋制前,原始鑄坯中存在大量的位錯(cuò)與偏析,Al的枝晶偏析會(huì)使枝晶間Al含量局部提高,AlN析出在Al含量高的區(qū)域得到了促進(jìn),鑄坯變形前,偏析處的AlN沉淀析出速度變快.第二相粒子AlN起到釘扎晶界、抑制再結(jié)晶晶粒長(zhǎng)大的作用,在48%,53.6%和66.7%壓下率不高的情況下,鑄坯直接軋制發(fā)生再結(jié)晶形核不夠充分,AlN析出對(duì)再結(jié)晶晶粒長(zhǎng)大的抑制效果在金相觀察中表現(xiàn)不明顯;在72.3%大壓下率的情況下,鑄坯直接軋制和鑄坯再加熱軋制兩工藝條件下奧氏體都發(fā)生了很充分的再結(jié)晶形核,由于鑄坯直接軋制工藝變形前第二相AlN細(xì)小顆粒的沉淀析出,使再結(jié)晶晶粒的長(zhǎng)大受到抑制,故其晶粒尺寸比鑄坯再加熱軋制條件下細(xì)小.
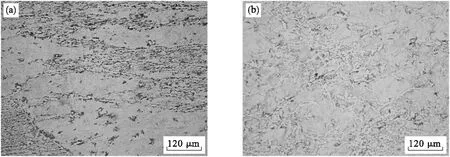
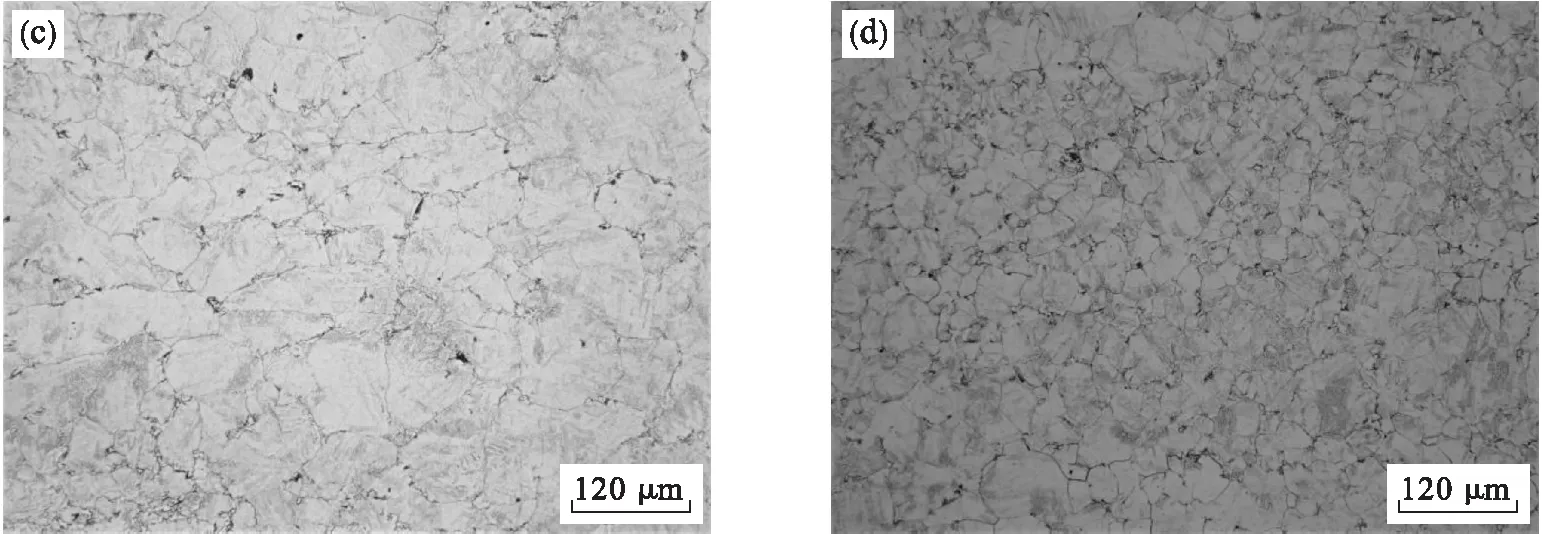
圖3 楔形鑄坯直接軋制奧氏體組織
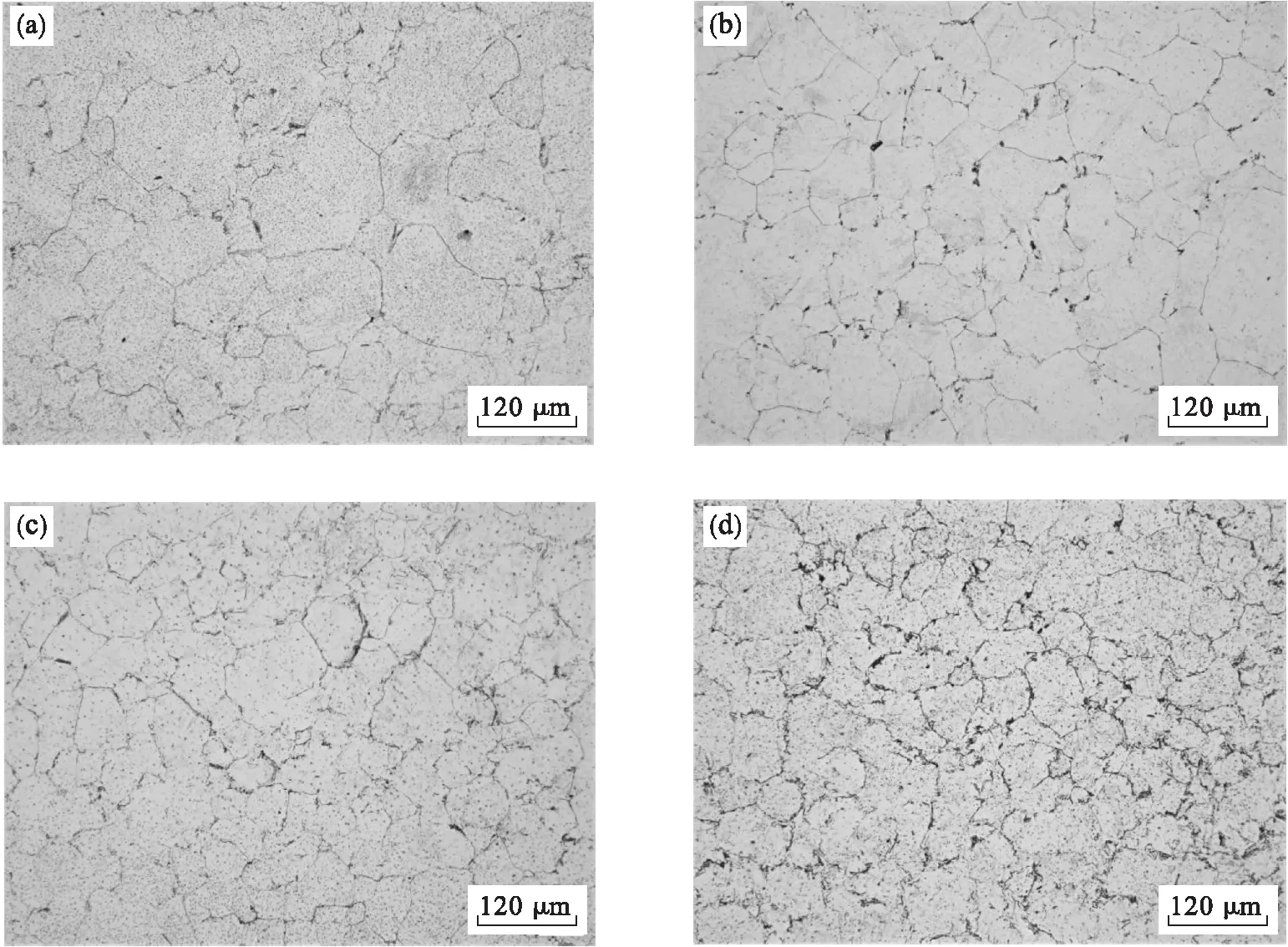
圖4 楔形再加熱鑄坯軋制后奧氏體組織
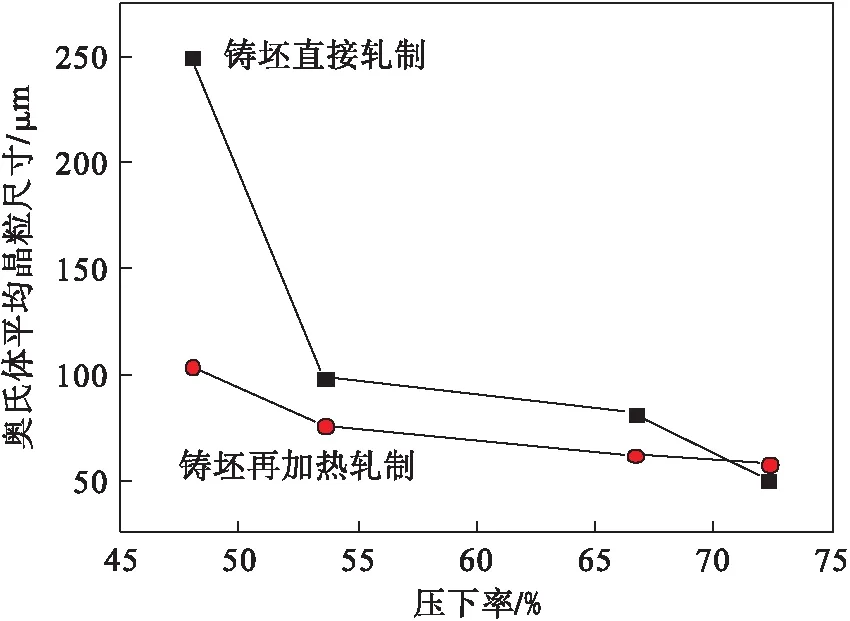
圖5 不同壓下率條件下對(duì)應(yīng)的奧氏體平均晶粒尺寸
2.2 粗軋后和精軋后奧氏體組織分析
圖6給出了大道次變形量軋制工藝(模擬ESP工藝中粗軋階段大道次變形量)與模擬常規(guī)工藝條件下中間坯奧氏體組織,可以看出,在粗軋階段總變形量相同的條件下,大道次變形量工藝條件下的中間坯奧氏體晶粒較為細(xì)小均勻,無(wú)明顯混晶現(xiàn)象.經(jīng)統(tǒng)計(jì),大道次變形量工藝條件下的中間坯奧氏體平均晶粒尺寸為24.5 μm,模擬常規(guī)工藝下中間坯奧氏體平均晶粒尺寸為34.9 μm.圖7給出了兩種工藝條件下中間坯奧氏體晶粒尺寸分布統(tǒng)計(jì),圖中,尺寸為0~20 μm的中間坯奧氏體晶粒在大道次變形量工藝條件下占34.7%,模擬常規(guī)工藝條件下占25.5%;尺寸≥40 μm的中間坯奧氏體晶粒在大道次變形量工藝條件下占16.3%,模擬常規(guī)工藝條件下占38.3%.可以發(fā)現(xiàn),相比常規(guī)工藝,大道次變形量條件下的中間坯細(xì)小奧氏體晶粒占比大,而大尺寸晶粒占比很小.此外,大道次變形量條件下的中間坯奧氏體晶粒絕大多數(shù)尺寸在10~40 μm之間,整體晶粒尺寸分布較為集中,說(shuō)明該工藝條件下奧氏體晶粒均勻化程度較高.分析原因?yàn)椋捍蟮来巫冃瘟看龠M(jìn)奧氏體晶粒在變形期間發(fā)生充分的動(dòng)態(tài)再結(jié)晶,在道次間隔期間會(huì)發(fā)生較為充分的靜態(tài)再結(jié)晶,再結(jié)晶晶粒不斷形核、長(zhǎng)大,因而,奧氏體晶粒尺寸趨于均勻化.而模擬常規(guī)工藝條件下的道次變形量較小,動(dòng)態(tài)再結(jié)晶發(fā)生得不充分.
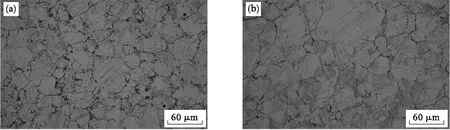
圖6 兩種工藝條件下中間坯(7 mm)奧氏體組織
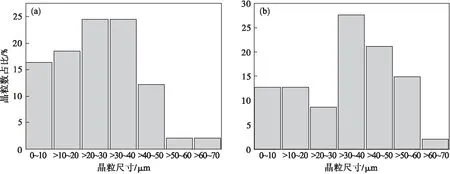
圖7 兩種工藝條件下中間坯奧氏體晶粒分布統(tǒng)計(jì)圖
圖8給出了帶有中間坯再加熱的大道次變形量軋制工藝(模擬ESP工藝中粗精軋階段大道次變形量與感應(yīng)加熱工序)與常規(guī)工藝條件下的精軋后薄帶鋼奧氏體組織,可以看出,大道次變形量條件下的奧氏體組織較為細(xì)小均勻,平均晶粒尺寸為20.5 μm,常規(guī)工藝條件下的奧氏體晶粒相對(duì)粗大,平均晶粒尺寸為24 μm,且存在一定程度的混晶現(xiàn)象.同時(shí),大道次變形量工藝條件下從補(bǔ)熱前中間坯階段到精軋后階段,奧氏體平均晶粒尺寸減小了16.3%,模擬常規(guī)工藝條件下奧氏體平均晶粒尺寸減小了31.2%,大道次變形量工藝條件下精軋后奧氏體相比補(bǔ)熱前7 mm中間坯奧氏體晶粒細(xì)化程度相對(duì)常規(guī)工藝不明顯,但晶粒尺寸均勻化程度更高.圖9給出了兩種工藝條件下精軋后奧氏體晶粒尺寸分布統(tǒng)計(jì).圖中,尺寸≥30 μm的精軋后奧氏體晶粒在大道次變形量工藝條件下占17.4%,模擬常規(guī)工藝條件下占29.2%,大道次變形量工藝下的精軋后大尺寸奧氏體晶粒占比小于模擬常規(guī)工藝.此外,大道次變形量條件下的晶粒尺寸主要集中于5~15 μm,整體尺寸相對(duì)偏小且分布均勻,說(shuō)明其奧氏體組織混晶現(xiàn)象相對(duì)常規(guī)工藝有所改善.分析原因:中間坯補(bǔ)熱和保溫工序促進(jìn)奧氏體晶粒長(zhǎng)大及組織均勻化,使得大道次變形量工藝補(bǔ)熱后中間坯的奧氏體晶粒尺寸較大且均勻.大尺寸奧氏體的中間坯進(jìn)入精軋階段將對(duì)最終奧氏體組織細(xì)化造成一定的影響.帶有中間坯補(bǔ)熱工序的大道次變形量工藝更容易獲得細(xì)小且晶粒尺寸均勻的相變前奧氏體組織,為控制冷卻后獲得細(xì)小均勻的室溫組織和力學(xué)性能穩(wěn)定的高品質(zhì)“以熱代冷”薄規(guī)格低碳鋼產(chǎn)品奠定了基礎(chǔ).
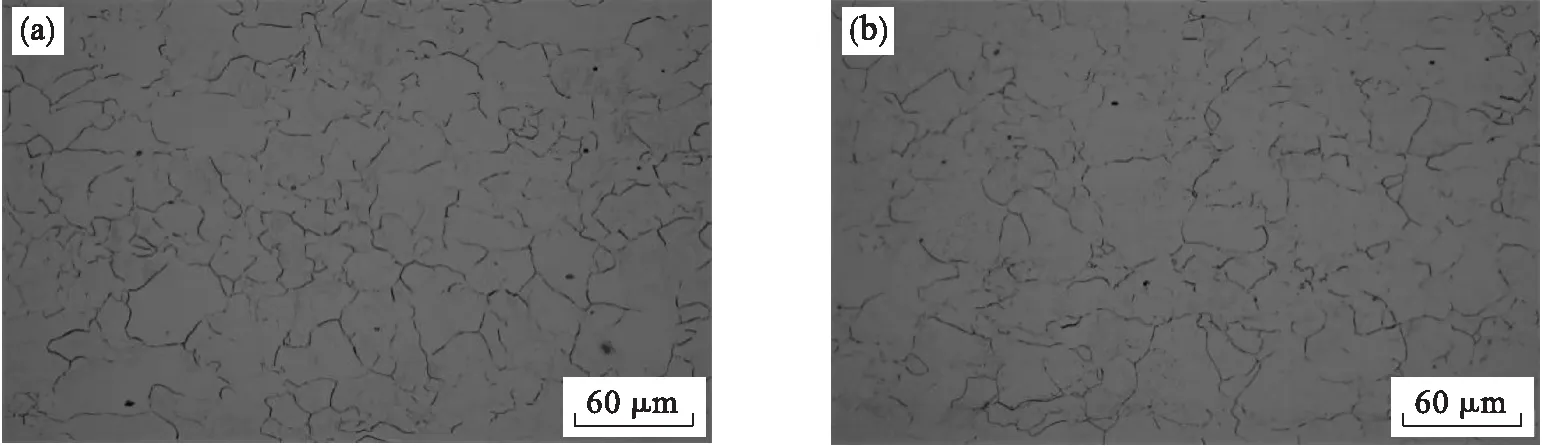
圖8 兩種工藝條件下精軋后薄帶鋼奧氏體組織
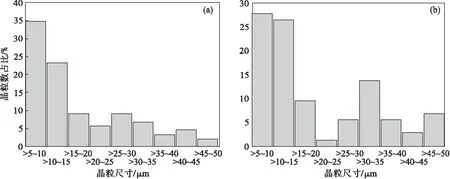
圖9 兩種工藝條件下精軋后薄帶鋼奧氏體晶粒分布統(tǒng)計(jì)圖
3 結(jié) 論
1)在變形溫度和應(yīng)變速率相同的條件下,變形后奧氏體晶粒尺寸隨著鑄坯壓下率的增加逐漸細(xì)化,壓下率為48%,53.6%和66.7%時(shí),鑄坯再加熱軋制工藝的奧氏體晶粒相比鑄坯直接軋制較為細(xì)小,而當(dāng)壓下率增加至72.3%時(shí),鑄坯直接軋制較常規(guī)冷鑄坯再加熱條件下變形組織更為細(xì)小均勻.
2)與常規(guī)工藝相比,基于大道次變形量的熱軋工藝更易于發(fā)揮再結(jié)晶對(duì)奧氏體的細(xì)化作用,中間坯混晶現(xiàn)象得到了顯著改善.
3)與常規(guī)工藝相比,基于中間坯補(bǔ)熱工序的熱軋工藝降低了精軋階段奧氏體的細(xì)化效果,但總體上精軋后奧氏體晶粒更為細(xì)小,晶粒大小更均勻.
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03